You might also like
- Sa 450/sa 450MDocument13 pagesSa 450/sa 450MSaravana VelNo ratings yet
- BS 2452 (1954)Document30 pagesBS 2452 (1954)siswou100% (1)
- API 5L Line Pipes Wall Thickness Outside Diameter Tolerance - Stainless SteeDocument2 pagesAPI 5L Line Pipes Wall Thickness Outside Diameter Tolerance - Stainless Steewilxj100% (1)
- Asme VT-1Document22 pagesAsme VT-1raul carvajal rozasNo ratings yet
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcNo ratings yet
- (Ut) En1713 1998Document21 pages(Ut) En1713 1998Manoj Kumar Insulkar100% (1)
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNo ratings yet
- NDE-Penetrant TestDocument2 pagesNDE-Penetrant TestCandy KendeeNo ratings yet
- Article 4 Metodo UltrasonidoDocument24 pagesArticle 4 Metodo UltrasonidoLessly Lorena Apala RamirezNo ratings yet
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaNo ratings yet
- Magnetic Particle Testing ProcedureDocument7 pagesMagnetic Particle Testing Procedurebhavin178No ratings yet
- DIN 17175-79 Seamless Steel Tubes Chemical CompositionsDocument0 pagesDIN 17175-79 Seamless Steel Tubes Chemical CompositionsAhmed SaadNo ratings yet
- Ultrasonic Characterization of Defects PDFDocument43 pagesUltrasonic Characterization of Defects PDFFernandoiNo ratings yet
- ASME2019 KeyChangesSectionIDocument8 pagesASME2019 KeyChangesSectionIمحمد نعمان بٹNo ratings yet
- Astm E2375Document2 pagesAstm E2375gregkilatonNo ratings yet
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANo ratings yet
- Interview QuestionsDocument13 pagesInterview QuestionsWalter RuedaNo ratings yet
- ANDTBF - 06 NDT Training SyllabusDocument34 pagesANDTBF - 06 NDT Training SyllabusHeidi CoxNo ratings yet
- Astm E428-00 PDFDocument6 pagesAstm E428-00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13No ratings yet
- PMI Testing Ensures Material Specification ComplianceDocument24 pagesPMI Testing Ensures Material Specification ComplianceSANKARAN.KNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- NDT of helically welded pipesDocument13 pagesNDT of helically welded pipes_ARCUL_No ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- Se 1316Document46 pagesSe 1316leonciomavarezNo ratings yet
- AA0850126 Rev 02Document10 pagesAA0850126 Rev 02Manish KumarNo ratings yet
- Selection of Leak Testing Method PDFDocument3 pagesSelection of Leak Testing Method PDFdcsamaraweeraNo ratings yet
- ASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyDocument34 pagesASME VIII-2-Service Restrictions, Joint Efficiencies, RadiographyMohammed AnshafNo ratings yet
- Phased Array UT Destructive Testing CWI Ethics: The Magazine For Materials Inspection and Testing PersonnelDocument40 pagesPhased Array UT Destructive Testing CWI Ethics: The Magazine For Materials Inspection and Testing PersonnelDiego NeiraNo ratings yet
- E543 - Ensayos No DestructivosDocument11 pagesE543 - Ensayos No Destructivosmanoloxz8No ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- SP1Document25 pagesSP1mugu12No ratings yet
- Non-Destructive Testing of Steel Forgings - Part 2: Penetrant Testing (BS EN 10228-2:1998) 1 ScopeDocument7 pagesNon-Destructive Testing of Steel Forgings - Part 2: Penetrant Testing (BS EN 10228-2:1998) 1 ScopeKeng LengNo ratings yet
- Specification for Seamless Red Brass PipeDocument8 pagesSpecification for Seamless Red Brass PipeVCNo ratings yet
- Australian StandardDocument14 pagesAustralian StandardEsme P. W. LauNo ratings yet
- Pentrmeter SpecificationDocument30 pagesPentrmeter SpecificationJayeshNo ratings yet
- Code Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)Document81 pagesCode Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)庄查理No ratings yet
- ULTRASONIDODocument248 pagesULTRASONIDOJorge Vera Alvarado0% (1)
- Al-Iris E-25a-02-003 PDFDocument12 pagesAl-Iris E-25a-02-003 PDFHao TranNo ratings yet
- SC Ut Sop - Upto 70 DiaDocument11 pagesSC Ut Sop - Upto 70 DiaSrinu GrandhalayamNo ratings yet
- E186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel CastingsDocument4 pagesE186-10 Standard Reference Radiographs For Heavy-Walled (2 To 41 2-In. (50.8 To 114-mm) ) Steel Castingsshaban0% (1)
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75No ratings yet
- As 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsDocument29 pagesAs 1692-2006 +A1 Steel Tanks For Flammable and Combustable LiquidsShanfan LuoNo ratings yet
- Chromium nickel martensitic stainless steel propertiesDocument2 pagesChromium nickel martensitic stainless steel propertiesZeljko68No ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranNo ratings yet
- ASTZM E1476-97 Metals Sorting Guide PDFDocument12 pagesASTZM E1476-97 Metals Sorting Guide PDFKewell LimNo ratings yet
- Iso 7963-2022Document16 pagesIso 7963-2022nanotech123No ratings yet
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- PMI ProcedureDocument9 pagesPMI ProcedureKarrar TalibNo ratings yet
- Zetec - Topaz 16Document6 pagesZetec - Topaz 16pokeboy19No ratings yet
- Astm A200 PDFDocument3 pagesAstm A200 PDFgaminNo ratings yet
- As 2740-2001 Wedge-Type SocketsDocument7 pagesAs 2740-2001 Wedge-Type SocketsSAI Global - APACNo ratings yet
- NDT Standards GuideDocument2 pagesNDT Standards Guideenquiry info100% (1)
- A Comparison of BS en 287 Part 1 9606Document2 pagesA Comparison of BS en 287 Part 1 9606Amin ThabetNo ratings yet
- Derrick Sample Report PDFDocument11 pagesDerrick Sample Report PDFRajesh ThorweNo ratings yet
- Cor Map ComparisonDocument2 pagesCor Map ComparisonRonel John Rodriguez CustodioNo ratings yet
- Zamil ListDocument2 pagesZamil ListRonel John Rodriguez CustodioNo ratings yet
- Zamil TablesDocument3 pagesZamil TablesRonel John Rodriguez CustodioNo ratings yet
- Nondestructive Inspection of Hull Welds: Guide ForDocument111 pagesNondestructive Inspection of Hull Welds: Guide ForThanh Kieu0% (1)
- TOFD Validation Block 1Document1 pageTOFD Validation Block 1Ronel John Rodriguez CustodioNo ratings yet
- Leave Application Form: Section - 1 To Be Filled by EmployeeDocument2 pagesLeave Application Form: Section - 1 To Be Filled by EmployeeRonel John Rodriguez CustodioNo ratings yet
- Thickness Report (New Format)Document3 pagesThickness Report (New Format)Ronel John Rodriguez CustodioNo ratings yet
- VANTA PMI Operating Manual PDFDocument164 pagesVANTA PMI Operating Manual PDFRonel John Rodriguez CustodioNo ratings yet
- 4” 70 P106 13B 1 V Line No. DocDocument1 page4” 70 P106 13B 1 V Line No. DocRonel John Rodriguez CustodioNo ratings yet
- QP ListDocument1 pageQP ListRonel John Rodriguez CustodioNo ratings yet
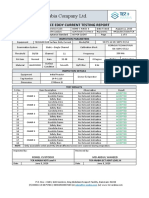
- TCR Arabia Company LTD.: Surface Eddy Current Testing ReportDocument1 pageTCR Arabia Company LTD.: Surface Eddy Current Testing ReportRonel John Rodriguez CustodioNo ratings yet
- QP ListDocument1 pageQP ListRonel John Rodriguez CustodioNo ratings yet
- Ronel 2018Document41 pagesRonel 2018Ronel John Rodriguez CustodioNo ratings yet
- Pages From API-Spec-6A-2018Document1 pagePages From API-Spec-6A-2018Ronel John Rodriguez CustodioNo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- SS Steel Pipes Flange Fittings ValvesDocument10 pagesSS Steel Pipes Flange Fittings ValvesRonel John Rodriguez CustodioNo ratings yet
- TCR Arabia Company LTD: P.O BOX:3422 DAMAM 31471 (KSA)Document2 pagesTCR Arabia Company LTD: P.O BOX:3422 DAMAM 31471 (KSA)Ronel John Rodriguez CustodioNo ratings yet
- RP 19 PT 006 TCR NesmaDocument1 pageRP 19 PT 006 TCR NesmaRonel John Rodriguez CustodioNo ratings yet
- Format MPTDocument1 pageFormat MPTRonel John Rodriguez Custodio100% (1)
- Section IX welding qualification requirementsDocument1 pageSection IX welding qualification requirementsRonel John Rodriguez CustodioNo ratings yet
- TCR Arabia Company LTD.: Penetrant Testing ReportDocument1 pageTCR Arabia Company LTD.: Penetrant Testing ReportRonel John Rodriguez CustodioNo ratings yet
- ATK and MATK Boosters SheetDocument51 pagesATK and MATK Boosters SheetRonel John Rodriguez CustodioNo ratings yet
- Ferrite Machine ManualDocument240 pagesFerrite Machine ManualRonel John Rodriguez CustodioNo ratings yet
- TCR Arabia Company Penetrant Testing ReportDocument1 pageTCR Arabia Company Penetrant Testing ReportRonel John Rodriguez CustodioNo ratings yet
- TCR Arabia Company Magnetic Particle Testing ReportDocument1 pageTCR Arabia Company Magnetic Particle Testing ReportRonel John Rodriguez CustodioNo ratings yet
- IELTS Listening Answer SheetDocument1 pageIELTS Listening Answer SheetFazle RabbyNo ratings yet
- Welding Qiuz 02Document2 pagesWelding Qiuz 02aamir_kbn002No ratings yet
- Magnetic Particle Testing ReportDocument3 pagesMagnetic Particle Testing ReportRonel John Rodriguez CustodioNo ratings yet
- Testplot (Null)Document1 pageTestplot (Null)Ronel John Rodriguez CustodioNo ratings yet
- PO format-ACCDocument17 pagesPO format-ACCSpace designNo ratings yet
- Roman Blacksmithing TechniquesDocument11 pagesRoman Blacksmithing TechniquesaoransayNo ratings yet
- Tunnel Lining PDFDocument380 pagesTunnel Lining PDFBryan Armstrong100% (9)
- Composite Cement Retainer Technical DatasheetDocument2 pagesComposite Cement Retainer Technical DatasheetEvolution Oil ToolsNo ratings yet
- AMSOIL Synthetic Water Resistant Grease (GWR)Document2 pagesAMSOIL Synthetic Water Resistant Grease (GWR)amsoildealerNo ratings yet
- Review of Literature On Steam AccumulatorDocument10 pagesReview of Literature On Steam Accumulatortamil vaananNo ratings yet
- Variable Frequency DriveDocument26 pagesVariable Frequency DriveAshish KatochNo ratings yet
- Tescom 44 1300 Series Regulator Data SheetDocument4 pagesTescom 44 1300 Series Regulator Data SheetmatrixianuNo ratings yet
- High Rate Solids Contact Clarifier HRSCCDocument4 pagesHigh Rate Solids Contact Clarifier HRSCCshambhurajesurywanshi1No ratings yet
- Lean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyDocument10 pagesLean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyIJRASETPublicationsNo ratings yet
- Consolidated - Parts COMPLETE SRV Parts Book PDFDocument259 pagesConsolidated - Parts COMPLETE SRV Parts Book PDFJeffry Karundeng100% (1)
- Make Liquid Soap Chemistry ProjectDocument11 pagesMake Liquid Soap Chemistry Projecth8pathakNo ratings yet
- Soxhelet Extraction of Crude DrugsDocument38 pagesSoxhelet Extraction of Crude DrugsManjula Raghu0% (1)
- Multi-point fastening system for bottom-hung windowsDocument8 pagesMulti-point fastening system for bottom-hung windowsna1111No ratings yet
- Leather Burnishing & Polishing: Existing ProcedureDocument6 pagesLeather Burnishing & Polishing: Existing ProcedurevinothjohnnashNo ratings yet
- Narita Binti Noh 10 - 24 PDFDocument24 pagesNarita Binti Noh 10 - 24 PDFajgarcesv7301No ratings yet
- Reactor Modeling and Simulations in Synthesis Gas ProductionDocument39 pagesReactor Modeling and Simulations in Synthesis Gas ProductionSteven Sandoval100% (1)
- Ecoboost 1.0 LDocument11 pagesEcoboost 1.0 Lcarlosve87100% (1)
- Cast Iron: Cast Irons Are A Class of Ferrous Alloys WithDocument12 pagesCast Iron: Cast Irons Are A Class of Ferrous Alloys WithChandima K PriyamalNo ratings yet
- Specs TARKETT - VCTIIDocument1 pageSpecs TARKETT - VCTIIFede PerezNo ratings yet
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- Anhydrous Ammonia Unloading Station & Storage/Vaporizer SystemDocument2 pagesAnhydrous Ammonia Unloading Station & Storage/Vaporizer SystemWalter Rigamonti100% (1)
- Signature Series Component Installation ManualDocument106 pagesSignature Series Component Installation Manualjavierchapa75100% (1)
- Diffusion Experiment Group 4Document5 pagesDiffusion Experiment Group 4Dianne VillanuevaNo ratings yet
- Air Entrained ConcreteDocument3 pagesAir Entrained Concrete7vortex9No ratings yet
- Practical Techniques For Laptop RepairDocument3 pagesPractical Techniques For Laptop RepairGary FilbeeNo ratings yet
- KGD KGD: Ouble Acting Piston Seal With Wear RingsDocument6 pagesKGD KGD: Ouble Acting Piston Seal With Wear RingsTeddy NsNo ratings yet
- York CatalogueDocument142 pagesYork Catalogueeng_amin1239449No ratings yet
- ProTech CatalogDocument132 pagesProTech CatalogAlvaro AlejandroNo ratings yet
- Assignment AASDocument2 pagesAssignment AASdean016026No ratings yet