You might also like
- Semiconductor Optical AmplifierDocument10 pagesSemiconductor Optical Amplifierapi-26832469No ratings yet
- Cutter Wheel - H1140Document4 pagesCutter Wheel - H1140Sebastián Fernando Canul Mendez100% (2)
- B. Rus-ELI-Beamlines Facility OutlineDocument22 pagesB. Rus-ELI-Beamlines Facility OutlineELI BeamlinesNo ratings yet
- Cumulative List of Notices to MarinersDocument2 pagesCumulative List of Notices to MarinersResian Garalde Bisco100% (2)
- 4 Extreme UV LithographyDocument38 pages4 Extreme UV LithographyUbaid IkbarNo ratings yet
- CERN Accelerator School Introduction to FELsDocument45 pagesCERN Accelerator School Introduction to FELsHorenhop DolakovNo ratings yet
- Regenerative Medicine Manual ISSCA 2020 EnglishDocument21 pagesRegenerative Medicine Manual ISSCA 2020 EnglishDana MihutNo ratings yet
- Chemical Vapour DepositionDocument10 pagesChemical Vapour Depositionkarthik sampathNo ratings yet
- Wet ChemistryDocument16 pagesWet ChemistrydaneshnedaieNo ratings yet
- Unit 4 - Microwave Engineering - WWW - Rgpvnotes.inDocument16 pagesUnit 4 - Microwave Engineering - WWW - Rgpvnotes.inPranav ChaturvediNo ratings yet
- Klystron Testing LectureDocument36 pagesKlystron Testing LecturerajarpitNo ratings yet
- Silvaco PDFDocument33 pagesSilvaco PDFkumarguptavNo ratings yet
- Introduction to Microelectronic Fabrication Materials and DevicesDocument53 pagesIntroduction to Microelectronic Fabrication Materials and DevicesEmilio Pardo EstebanNo ratings yet
- Nanowire Transistors by J P Colinge PDFDocument257 pagesNanowire Transistors by J P Colinge PDFSupriya SajwanNo ratings yet
- ★★Electron RF Linacs for Industrial Applications - ICABU11 - 17 - 포스텍Document34 pages★★Electron RF Linacs for Industrial Applications - ICABU11 - 17 - 포스텍KoseokhoNo ratings yet
- Vlsi Test Structures For Process CharacterizationDocument76 pagesVlsi Test Structures For Process CharacterizationSumeet SauravNo ratings yet
- GENESIS 1.3 User Manual: Simulation and Setup GuideDocument51 pagesGENESIS 1.3 User Manual: Simulation and Setup Guide甘逸凱No ratings yet
- EEC C Band SystemsDocument6 pagesEEC C Band SystemsAmador Garcia IIINo ratings yet
- Tremaine 2002 0113Document4 pagesTremaine 2002 0113Particle Beam Physics LabNo ratings yet
- (Nano) Lithography: 1 1K 1M 1G 1TDocument12 pages(Nano) Lithography: 1 1K 1M 1G 1TDiana AndreiNo ratings yet
- Phase Shifter Thesis-THESISDocument112 pagesPhase Shifter Thesis-THESISMohamad SalehNo ratings yet
- Long Term VisionDocument102 pagesLong Term VisionGabriel DonovanNo ratings yet
- Sub-Wavelength Holographic Lithography (SWHL)Document15 pagesSub-Wavelength Holographic Lithography (SWHL)МРязанскийNo ratings yet
- Chapter 5 Lithography: 1. Introduction and ApplicationDocument85 pagesChapter 5 Lithography: 1. Introduction and ApplicationTan Phuoc DuongNo ratings yet
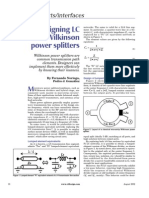
- A4FD1924d01 Wilkinson TheoryDocument4 pagesA4FD1924d01 Wilkinson TheorymrzahzNo ratings yet
- Lecture 7 Optical LithographyDocument40 pagesLecture 7 Optical LithographyKr PrajapatNo ratings yet
- 4★★★★모듈레이터의 종류 - Fukuda - RF Sourced and Modulator (mainly for linac)Document79 pages4★★★★모듈레이터의 종류 - Fukuda - RF Sourced and Modulator (mainly for linac)고석호No ratings yet
- Design and Fabrication of Tri-Gated FinFETs at RITDocument5 pagesDesign and Fabrication of Tri-Gated FinFETs at RITbtanmayNo ratings yet
- Extreme Ultraviolet LithographyDocument35 pagesExtreme Ultraviolet LithographyDJ100% (1)
- Charge Transport in Disordered Organic Field Effect TransistorsDocument144 pagesCharge Transport in Disordered Organic Field Effect Transistorsajayiitm05No ratings yet
- RFQ Principle and DesignDocument38 pagesRFQ Principle and Designbharatkuk9965No ratings yet
- PepsicoDocument18 pagesPepsicorahil virani0% (1)
- Seminar Report On Extreme Ultraviolet Lithography.Document29 pagesSeminar Report On Extreme Ultraviolet Lithography.Rahul SinghNo ratings yet
- Vertical Cavity SurfaceDocument17 pagesVertical Cavity SurfaceGabriel DonovanNo ratings yet
- 2CMOSFabricationMNIT (DEc2006)Document46 pages2CMOSFabricationMNIT (DEc2006)Arjun YadavNo ratings yet
- CMOS Image Sensor Simulation: 2D and 3D SimulationDocument17 pagesCMOS Image Sensor Simulation: 2D and 3D Simulationnasamohd17No ratings yet
- RTS Noise Impact in CMOS Image Sensors Readout CircuitDocument5 pagesRTS Noise Impact in CMOS Image Sensors Readout CircuiturpublicNo ratings yet
- Lithography: Patterning Process for Integrated CircuitsDocument22 pagesLithography: Patterning Process for Integrated CircuitsGaganpreetSingh100% (1)
- FBG Polariser PDFDocument4 pagesFBG Polariser PDFDaniel AdebayoNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Journal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TDocument15 pagesJournal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TAryan Singh LatherNo ratings yet
- Poultry Disease Prevention and ControlDocument64 pagesPoultry Disease Prevention and Controlsigra100% (3)
- A Critical Review On The Fabrication Processes and Applications of Microwave Dielectric Ceramics Ba6-3Xnd8+2Xti18O54Document24 pagesA Critical Review On The Fabrication Processes and Applications of Microwave Dielectric Ceramics Ba6-3Xnd8+2Xti18O54TJPRC Publications100% (1)
- Smart Material Systems and MEMS: Design and Development MethodologiesFrom EverandSmart Material Systems and MEMS: Design and Development MethodologiesNo ratings yet
- DetectorsDocument282 pagesDetectorsMoch. Syamsul AlamsyahNo ratings yet
- Vacuum Stepper Motors: Arun Microelectronics LimitedDocument3 pagesVacuum Stepper Motors: Arun Microelectronics LimitedMuraleetharan BoopathiNo ratings yet
- Klystron SDocument17 pagesKlystron SNitin Suyan PanchalNo ratings yet
- Electron Beam LithographyDocument39 pagesElectron Beam Lithographykaushik4208No ratings yet
- European Xfel TDRDocument646 pagesEuropean Xfel TDRchubatronNo ratings yet
- Study of A 145 MHZ TranceiverDocument170 pagesStudy of A 145 MHZ TranceivernaranjitoNo ratings yet
- ET7014-Application of MEMS Technology PDFDocument4 pagesET7014-Application of MEMS Technology PDFSaran ArunNo ratings yet
- Optoelectronic Devices and Systems: Second EditionDocument11 pagesOptoelectronic Devices and Systems: Second EditionDEVINo ratings yet
- Finfet PDFDocument14 pagesFinfet PDFhub23100% (1)
- Nano LithographyDocument14 pagesNano LithographyMohammad RameezNo ratings yet
- oPTICAL COUPLERDocument19 pagesoPTICAL COUPLERYogesh AggarwalNo ratings yet
- Nanoelectronics AbstractDocument1 pageNanoelectronics AbstractAmrit PattnaikNo ratings yet
- Hot Embossing Microfabrication ProcessDocument17 pagesHot Embossing Microfabrication Processliang102010No ratings yet
- 464OldTests Quizz SamplesDocument10 pages464OldTests Quizz Samplesmhrdd222No ratings yet
- Simulation of HEMT SlideDocument35 pagesSimulation of HEMT SlideLiew Ee Hoong100% (2)
- ECE-1007 - Optoelectronics - Digital AssignmentDocument2 pagesECE-1007 - Optoelectronics - Digital Assignmentsnehal100% (1)
- Thermal Evaporation NotesDocument8 pagesThermal Evaporation NotesMrunalNo ratings yet
- Electronics Based On 2D MaterialsDocument13 pagesElectronics Based On 2D MaterialsShyamRamamoorthyNo ratings yet
- Micro-Electro-Mechanical Systems (MEMS) : Presented by Akshayraj V.R MTM672Document21 pagesMicro-Electro-Mechanical Systems (MEMS) : Presented by Akshayraj V.R MTM672Akshayraj VrNo ratings yet
- Nanolithography - Processing Methods PDFDocument10 pagesNanolithography - Processing Methods PDFNilesh BhardwajNo ratings yet
- 665report - Design of CMOS Ring VCO and Quadrature LC VCO For 8 Phases GenerationDocument17 pages665report - Design of CMOS Ring VCO and Quadrature LC VCO For 8 Phases GenerationapplebeeNo ratings yet
- Highly Sensitive Surface Plasmon Resonance Refractive Index SensorDocument6 pagesHighly Sensitive Surface Plasmon Resonance Refractive Index SensorPlay de NoiteNo ratings yet
- Growth Mechanism BNDocument36 pagesGrowth Mechanism BNmarci_elgNo ratings yet
- Overview FinfetDocument15 pagesOverview Finfetmarci_elgNo ratings yet
- Materials TodayDocument6 pagesMaterials Todaymarci_elgNo ratings yet
- Target Power DensityDocument4 pagesTarget Power Densitymarci_elgNo ratings yet
- Patient Positioning: Complete Guide For Nurses: Marjo S. Malabanan, R.N.,M.NDocument43 pagesPatient Positioning: Complete Guide For Nurses: Marjo S. Malabanan, R.N.,M.NMercy Anne EcatNo ratings yet
- Downstream Processing and Bioseparation - Recovery and Purification of Biological Products PDFDocument313 pagesDownstream Processing and Bioseparation - Recovery and Purification of Biological Products PDFgonbio67% (3)
- Hairpin tube arrangements and multiple-bend designs for superheatersDocument2 pagesHairpin tube arrangements and multiple-bend designs for superheatersMArifHidayahNo ratings yet
- Synopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016Document19 pagesSynopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016AmAnDeepSinghNo ratings yet
- Orientation Report PDFDocument13 pagesOrientation Report PDFRiaz RasoolNo ratings yet
- Textile Pretreatment and Finishing 2023Document205 pagesTextile Pretreatment and Finishing 2023Aweru gebremariamNo ratings yet
- Ampersand MenuDocument5 pagesAmpersand MenuJozefNo ratings yet
- Semen RetentionDocument3 pagesSemen RetentionMattNo ratings yet
- Kendriya vidyalaya reading comprehension and grammar questionsDocument7 pagesKendriya vidyalaya reading comprehension and grammar questionsRaam sivaNo ratings yet
- Philip Rance EAH Philo of ByzantiumDocument3 pagesPhilip Rance EAH Philo of ByzantiumstoliNo ratings yet
- Hot Tub BrochureDocument124 pagesHot Tub BrochureMai Tuan AnhNo ratings yet
- Pemanfaatan Limbah Spanduk Plastik (Flexy Banner) Menjadi Produk Dekorasi RuanganDocument6 pagesPemanfaatan Limbah Spanduk Plastik (Flexy Banner) Menjadi Produk Dekorasi RuanganErvan Maulana IlyasNo ratings yet
- Heradesign Brochure 2008Document72 pagesHeradesign Brochure 2008Surinder SinghNo ratings yet
- Manual Del GVMapper v3 3 PDFDocument102 pagesManual Del GVMapper v3 3 PDFguanatosNo ratings yet
- Overlord - Volume 01 - The Undead KingDocument223 pagesOverlord - Volume 01 - The Undead KingPaulo FordheinzNo ratings yet
- IotDocument88 pagesIotLalithyaNo ratings yet
- Time and Work Assignments PDFDocument8 pagesTime and Work Assignments PDFpavan0% (1)
- News Writing April 2019Document39 pagesNews Writing April 2019Primrose EmeryNo ratings yet
- r05320202 Microprocessors and Micro ControllersDocument7 pagesr05320202 Microprocessors and Micro ControllersSri LalithaNo ratings yet
- 37th APSDC Scientific PresentationsDocument7 pages37th APSDC Scientific PresentationsSatyendra KumarNo ratings yet
- 2 - Alaska - WorksheetsDocument7 pages2 - Alaska - WorksheetsTamni MajmuniNo ratings yet
- Gps Vehicle Tracking System ProjectDocument3 pagesGps Vehicle Tracking System ProjectKathrynNo ratings yet
- 3 Variable Cramers Rule PDFDocument4 pages3 Variable Cramers Rule PDFElton DiocsonNo ratings yet
- CH 10Document125 pagesCH 10Lisset Soraya Huamán QuispeNo ratings yet
- Biomechanics of The Knee During Closed Kinetic Chain and Open KineticDocument17 pagesBiomechanics of The Knee During Closed Kinetic Chain and Open KineticArmando NetoNo ratings yet