You might also like
- Procedure For Tin - inDocument13 pagesProcedure For Tin - inAdil IjazNo ratings yet
- QC Dossier 1Document1 pageQC Dossier 1VishnuGKNo ratings yet
- Tank Procedure by Conventional MethodDocument8 pagesTank Procedure by Conventional Methodsatish04No ratings yet
- Alignment Cooling Water Pump 4A: Halaman: 1 Dari 1 HalamanDocument3 pagesAlignment Cooling Water Pump 4A: Halaman: 1 Dari 1 Halamanpemeliharaan.turbin03No ratings yet
- Installation Tray Method StatementDocument5 pagesInstallation Tray Method StatementMohd FadzleNo ratings yet
- 100 Yer PM PPM 0605Document40 pages100 Yer PM PPM 0605biplabpal2009No ratings yet
- Method Statement - Pressing of Plate To Be Pipe - SignDocument9 pagesMethod Statement - Pressing of Plate To Be Pipe - SignrichadNo ratings yet
- Annular Plate RemovalDocument2 pagesAnnular Plate RemovalVishvjeet Prakash TiwariNo ratings yet
- Storagetank Field ErectionDocument25 pagesStoragetank Field Erectioneka cempaka putri100% (1)
- Transfer Case Electrical RMDocument51 pagesTransfer Case Electrical RMDaniel Canales75% (4)
- MS For Installation of GRE PipingDocument9 pagesMS For Installation of GRE PipingN P Srinivasarao100% (2)
- Storage Tank Data SheetDocument2 pagesStorage Tank Data SheetsandyaNo ratings yet
- 2 Method Statement of Repair of HCS CracksDocument4 pages2 Method Statement of Repair of HCS CracksSk Prabhu ReddyNo ratings yet
- Avionic ArchitectureDocument127 pagesAvionic ArchitectureRohithsai PasupuletiNo ratings yet
- CDM816DSpare Parts Manual (Pilot Control) 2Document55 pagesCDM816DSpare Parts Manual (Pilot Control) 2Mohammadazmy Sobursyakur100% (1)
- Nfpa 11: Standard For Low-, Medium-, and High-Expansion FoamDocument1 pageNfpa 11: Standard For Low-, Medium-, and High-Expansion FoambudaNo ratings yet
- Additive Manufacturing Objective QuestionsDocument7 pagesAdditive Manufacturing Objective Questionsmohammad shaqib100% (4)
- Ed 000 CST WMS 0021Document9 pagesEd 000 CST WMS 0021Fitriansyah Adi Putra IrwanNo ratings yet
- Sand Blast and Painting Work ProsedurDocument8 pagesSand Blast and Painting Work ProsedurRizki AgustiarNo ratings yet
- Bolted Flanged Joints New Methods Practices ProceedingsDocument2 pagesBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNo ratings yet
- Method Statement For Cooling TowerDocument5 pagesMethod Statement For Cooling TowerWASIM MAKANDAR0% (1)
- Pump Alignment.Document3 pagesPump Alignment.sen_subhasis_58100% (1)
- Tank Annular Plate SealingDocument4 pagesTank Annular Plate Sealingnikita6969No ratings yet
- Method Statement For Tank Erection by Hydraulic JackDocument4 pagesMethod Statement For Tank Erection by Hydraulic Jackmanish pathrabeNo ratings yet
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDocument6 pagesMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonNo ratings yet
- Method Statement For Removing and Installation of Tanks & Pipping WorkDocument7 pagesMethod Statement For Removing and Installation of Tanks & Pipping WorkM Waqas Habib100% (1)
- Guide To Greyhawk PDFDocument108 pagesGuide To Greyhawk PDFAnonymous PtMxUHm9RoNo ratings yet
- Your Heart: Build Arms Like ThisDocument157 pagesYour Heart: Build Arms Like ThisNightNo ratings yet
- Flange Weld Build UpDocument3 pagesFlange Weld Build UpMohd Shafuaaz KassimNo ratings yet
- Insulation ProcedureDocument3 pagesInsulation ProcedureabimanyubawonoNo ratings yet
- Rab Sand BlastingDocument1 pageRab Sand BlastingIrnaldi Yoza Wijaya100% (1)
- Table of Content: Elbow Trimming ProcedureDocument5 pagesTable of Content: Elbow Trimming ProcedureMechanical Static WRKNo ratings yet
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Roundness Check Accetance of Storage Tank - TierDocument1 pageRoundness Check Accetance of Storage Tank - Tierarkaprava ghoshNo ratings yet
- A-1101 B Primary Reformer Catalyst Change Out Work Method StatementDocument4 pagesA-1101 B Primary Reformer Catalyst Change Out Work Method StatementgururajNo ratings yet
- Leveling and Alignment of Pump Quality Control and Inspection Report FormDocument2 pagesLeveling and Alignment of Pump Quality Control and Inspection Report Formhasan_676489616No ratings yet
- Tds Paratherm 600Document2 pagesTds Paratherm 600yarth880% (1)
- Prosedur Plumbness MJKDocument9 pagesProsedur Plumbness MJKAnonymous xdBQM5VkYNo ratings yet
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNo ratings yet
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
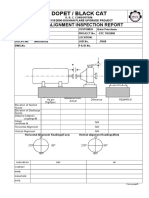
- Dopet / Black Cat: Pump Alignment Inspection ReportDocument1 pageDopet / Black Cat: Pump Alignment Inspection ReportMangalraj MadasamyNo ratings yet
- Qualifikasi Material ASME IX LTCS A333, A350, A420Document3 pagesQualifikasi Material ASME IX LTCS A333, A350, A420Solikhul Haris0% (1)
- Method Statement For Lifting Cryognic TankDocument5 pagesMethod Statement For Lifting Cryognic TankYawar QureshiNo ratings yet
- Lifting Plan: (To Attach Crane Load Capacity Chart)Document1 pageLifting Plan: (To Attach Crane Load Capacity Chart)Douglas AlayónNo ratings yet
- Kebutuhan Wrapping PipaDocument4 pagesKebutuhan Wrapping Pipapanji uteNo ratings yet
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- Jsa For Roof Air LiftDocument2 pagesJsa For Roof Air LiftKoshy Thankachen100% (1)
- ERECTION & INSTALLATION PROCEDURE ClarifierDocument23 pagesERECTION & INSTALLATION PROCEDURE ClarifierMohammad IqbalNo ratings yet
- Afco - CV01 Series - Swing Check ValveDocument4 pagesAfco - CV01 Series - Swing Check Valveafie pio pioNo ratings yet
- Apcosil 605Document1 pageApcosil 605rihtak123No ratings yet
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- Erection Tolerances S.No. Description ToleranceDocument2 pagesErection Tolerances S.No. Description ToleranceRajaram JayaramanNo ratings yet
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocument11 pagesTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNo ratings yet
- Method Statement For CW INTAKE SCREEN WASH WATER SYSTEM FLUSHING BL.1 5 PDFDocument8 pagesMethod Statement For CW INTAKE SCREEN WASH WATER SYSTEM FLUSHING BL.1 5 PDFFredie UnabiaNo ratings yet
- Metric Bolt Torque Table NM - CNCexpoDocument1 pageMetric Bolt Torque Table NM - CNCexpoNepoleon KaruppiahNo ratings yet
- Risk Assessment, Aluminum Ladders and Step LaddersDocument2 pagesRisk Assessment, Aluminum Ladders and Step LaddersMohamed FaroukNo ratings yet
- IRN For QC 64210-1 Ansao Venturi Pin (1-800)Document1 pageIRN For QC 64210-1 Ansao Venturi Pin (1-800)Senthil KumarNo ratings yet
- HIRADC Installation PipeDocument4 pagesHIRADC Installation PipeamizanNo ratings yet
- A223 6 44 0074Document15 pagesA223 6 44 0074mishtinilNo ratings yet
- Daily Report - XLSX 01Document1 pageDaily Report - XLSX 01kishoryawaleNo ratings yet
- FORMULA (Coating)Document4 pagesFORMULA (Coating)Ravindra S. JivaniNo ratings yet
- MOS For Underground Pipe Water InstallationDocument2 pagesMOS For Underground Pipe Water InstallationMukhlish AkhatarNo ratings yet
- Standard U BoltDocument4 pagesStandard U BoltSyifa Alfi HabibiNo ratings yet
- Section 712-Mechanical-Commissioning Spare Part Rev.0 PDFDocument2 pagesSection 712-Mechanical-Commissioning Spare Part Rev.0 PDFKari SmithNo ratings yet
- FSEL Strain Gage For Concrete Rev 00Document7 pagesFSEL Strain Gage For Concrete Rev 00jbmune6683No ratings yet
- BestPractices Thermoplastic Sep08Document10 pagesBestPractices Thermoplastic Sep08geverett2765No ratings yet
- HTTP WWW - Aphref.aph - Gov.au House Committee Jcpaa Submarine Chapter9Document10 pagesHTTP WWW - Aphref.aph - Gov.au House Committee Jcpaa Submarine Chapter9Hasan AhmedNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan AhmedNo ratings yet
- Federal Public Service Commission: Phone: 051-9205075/241 Fax: 051-9213386-9203410 UAN: 051-111-000-248Document1 pageFederal Public Service Commission: Phone: 051-9205075/241 Fax: 051-9213386-9203410 UAN: 051-111-000-248Nina BhatiNo ratings yet
- All HTML Elements Can HaveDocument2 pagesAll HTML Elements Can HaveHasan AhmedNo ratings yet
- On Heat and Mass Transfer in The Unsteady Squeezing Flow Between Parallel PlatesDocument9 pagesOn Heat and Mass Transfer in The Unsteady Squeezing Flow Between Parallel PlatesHasan AhmedNo ratings yet
- Ex8 1cDocument3 pagesEx8 1cHasan AhmedNo ratings yet
- Job Vacancy of Project Lead-Mechanical Engineer at Unity Foods LimitedDocument1 pageJob Vacancy of Project Lead-Mechanical Engineer at Unity Foods LimitedHasan AhmedNo ratings yet
- A Similarity Approach For An Unsteady Two-Dimensional Forced Convective Heat Transfer Boundary Layer Flow Along A Convergent ChannelDocument9 pagesA Similarity Approach For An Unsteady Two-Dimensional Forced Convective Heat Transfer Boundary Layer Flow Along A Convergent ChannelHasan AhmedNo ratings yet
- Undergradschedule City Evening2020 1301020Document1 pageUndergradschedule City Evening2020 1301020Fatima NadeemNo ratings yet
- CSS 2016-22 Revised SyllabusDocument158 pagesCSS 2016-22 Revised SyllabusBEST BESTNo ratings yet
- CE 2022 MPT Challan FormDocument1 pageCE 2022 MPT Challan FormHasan AhmedNo ratings yet
- FHS Zoom Venus LightDocument4 pagesFHS Zoom Venus LightHasan AhmedNo ratings yet
- Please Fill Out The Following Google FormDocument1 pagePlease Fill Out The Following Google FormHasan AhmedNo ratings yet
- Federal Public Servicecommission: MCQ Based Preliminary Test (MPT) For Css Competitive Examination-2022Document1 pageFederal Public Servicecommission: MCQ Based Preliminary Test (MPT) For Css Competitive Examination-2022Marwa ShakeelNo ratings yet
- AEM (100%) 2. Run Super Cavitation On DEEP-6 3. CFD Nptel 4 LecturesDocument1 pageAEM (100%) 2. Run Super Cavitation On DEEP-6 3. CFD Nptel 4 LecturesHasan AhmedNo ratings yet
- IntroductionDocument12 pagesIntroductionHasan AhmedNo ratings yet
- Flow Profile For Selected CaseDocument2 pagesFlow Profile For Selected CaseHasan AhmedNo ratings yet
- ICEM-Intro - 15.0 - App1 - General - (WWW - CFDiran.ir) PDFDocument8 pagesICEM-Intro - 15.0 - App1 - General - (WWW - CFDiran.ir) PDFMohsen SalehiNo ratings yet
- Efficiency of Waste Heat Boiler, HRSGDocument13 pagesEfficiency of Waste Heat Boiler, HRSGHasan Ahmed100% (1)
- Assignment 1: Laminar Isothermal Laminar Isothermal Turbulent Isothermal Laminar Heat Transfer Turbulent Heat TransferDocument10 pagesAssignment 1: Laminar Isothermal Laminar Isothermal Turbulent Isothermal Laminar Heat Transfer Turbulent Heat TransferHasan AhmedNo ratings yet
- Hassan Ahmed 321077Document2 pagesHassan Ahmed 321077Hasan AhmedNo ratings yet
- Nofil Ur Rehman 320978Document2 pagesNofil Ur Rehman 320978Hasan AhmedNo ratings yet
- Nofil Ur Rehman 320978Document2 pagesNofil Ur Rehman 320978Hasan AhmedNo ratings yet
- Assignment 2: Submitt Ed by Hassan AhmedDocument11 pagesAssignment 2: Submitt Ed by Hassan AhmedHasan AhmedNo ratings yet
- AEM (100%) 2. Run Super Cavitation On DEEP-6 3. CFD Nptel 4 LecturesDocument1 pageAEM (100%) 2. Run Super Cavitation On DEEP-6 3. CFD Nptel 4 LecturesHasan AhmedNo ratings yet
- Life Is A MysteryDocument1 pageLife Is A MysteryHasan AhmedNo ratings yet
- n5610133f SLXP Led Spec SheetDocument2 pagesn5610133f SLXP Led Spec SheetHasan AhmedNo ratings yet
- BC Hours CalCulationDocument1 pageBC Hours CalCulationHasan AhmedNo ratings yet
- Excel Assignment1Document35 pagesExcel Assignment1Hasan AhmedNo ratings yet
- Kehkashan Ansari: Career ObjectiveDocument2 pagesKehkashan Ansari: Career ObjectiveHasan AhmedNo ratings yet
- Komatsu Technical BrochurDocument7 pagesKomatsu Technical BrochurBenjamin MossoNo ratings yet
- Advanced Steel Structure Concepts: 2 MonthsDocument4 pagesAdvanced Steel Structure Concepts: 2 MonthsAnkit SoniNo ratings yet
- Stokerchapter25lipidmetabolism 160320032037Document29 pagesStokerchapter25lipidmetabolism 160320032037Dawlat SalamaNo ratings yet
- What's The Use of Neuroticism?: G. Claridge, C. DavisDocument18 pagesWhat's The Use of Neuroticism?: G. Claridge, C. DavisNimic NimicNo ratings yet
- Feature Writing EnglishDocument2 pagesFeature Writing EnglishAldren BababooeyNo ratings yet
- Daphne Alpha Cleaner Series: Lubricant Product InformationDocument2 pagesDaphne Alpha Cleaner Series: Lubricant Product InformationChart ChNo ratings yet
- Afectiuni Si SimptomeDocument22 pagesAfectiuni Si SimptomeIOANA_ROX_DRNo ratings yet
- Ra Wah Night Shift - Word Format FiniDocument17 pagesRa Wah Night Shift - Word Format FiniREHOBOTH YAMBO KAHILUNo ratings yet
- Most Important One Liner Questions and Answers May 2022Document15 pagesMost Important One Liner Questions and Answers May 2022pradeepNo ratings yet
- NDTDocument2 pagesNDTRoop Sathya kumarNo ratings yet
- 1 Name of Work:-Improvement of Epum Road (Northern Side) Connecting With Imphal-Saikul Road I/c Pucca DrainDocument1 page1 Name of Work:-Improvement of Epum Road (Northern Side) Connecting With Imphal-Saikul Road I/c Pucca DrainHemam PrasantaNo ratings yet
- Arc 2019-2020Document95 pagesArc 2019-2020AEN HTM DD1 HTM DD1No ratings yet
- Wic ReflectionDocument3 pagesWic Reflectionapi-307029735No ratings yet
- 1 Introduction To Microsoft VirtualizationDocument36 pages1 Introduction To Microsoft VirtualizationRavinder KantNo ratings yet
- Mobile Communication Networks: Exercices 4Document2 pagesMobile Communication Networks: Exercices 4Shirley RodriguesNo ratings yet
- Varactor AssignmentDocument9 pagesVaractor Assignmentjawad_h89No ratings yet
- Electric Bike Monitoring and Controlling System Based On Internet of ThingsDocument8 pagesElectric Bike Monitoring and Controlling System Based On Internet of ThingsEarl PhamtonhiveNo ratings yet
- Neet Code W Question Paper AkashDocument21 pagesNeet Code W Question Paper AkashGlen PintoNo ratings yet
- Lcnews227 - Nexera SeriesDocument47 pagesLcnews227 - Nexera SeriesMuhammad RohmanNo ratings yet
- Age ProblemDocument31 pagesAge ProblemKenny CantilaNo ratings yet
- Important Notice 38-2021 Dated 24-03-2021 Available Seats Foreign National Spon INI CET PG Courses July 2021Document3 pagesImportant Notice 38-2021 Dated 24-03-2021 Available Seats Foreign National Spon INI CET PG Courses July 2021Priyobrata KonjengbamNo ratings yet
- Solid Mens ModuleDocument158 pagesSolid Mens ModuleAzha Clarice VillanuevaNo ratings yet
- Eoi QAMDocument6 pagesEoi QAMPeeyush SachanNo ratings yet