You might also like
- Ford Wa950Document2 pagesFord Wa950amanNo ratings yet
- TL 52065 EnglishDocument8 pagesTL 52065 EnglishMiguel FelipeNo ratings yet
- Worldwide Engineering Standards: Corrosion Performance SpecificationDocument8 pagesWorldwide Engineering Standards: Corrosion Performance SpecificationAkmal Nizametdinov100% (1)
- Worldwide Engineering Standards: Stone Impact Resistance of CoatingsDocument6 pagesWorldwide Engineering Standards: Stone Impact Resistance of CoatingsAlondra CVNo ratings yet
- GMW 8-2008Document9 pagesGMW 8-2008Clauco Tiago Seno RoqueNo ratings yet
- PS-8955 Zinc Alloy ElectrodepositedDocument8 pagesPS-8955 Zinc Alloy ElectrodepositedArturo Palacios100% (1)
- GMW16215Document7 pagesGMW16215JOECOOL67100% (1)
- FORD WX200 Rev2014Document4 pagesFORD WX200 Rev2014Amandeep SinghNo ratings yet
- Weld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelDocument8 pagesWeld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelMuhammad AliNo ratings yet
- Saej1459v004 PDFDocument9 pagesSaej1459v004 PDFvishalNo ratings yet
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDocument5 pagesCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- GMW 15645 (2008)Document5 pagesGMW 15645 (2008)MayllaNo ratings yet
- GM Approved Finishers - ApplicatorsDocument3 pagesGM Approved Finishers - ApplicatorsScott Kramer0% (1)
- Engineering Material SpecificationDocument10 pagesEngineering Material SpecificationMike FiorenNo ratings yet
- DBL 4023 2012-08Document7 pagesDBL 4023 2012-08Fernando MartínNo ratings yet
- Astm D572 PDFDocument4 pagesAstm D572 PDFPriyadarshini KrishnaswamyNo ratings yet
- GMW3232 PDFDocument15 pagesGMW3232 PDFIvan Dario Oyola RaveloNo ratings yet
- D1478-11 Standard Test Method For Low-Temperature Torque of Ball Bearing GreaseDocument7 pagesD1478-11 Standard Test Method For Low-Temperature Torque of Ball Bearing Greasejdiosbernal10No ratings yet
- GM4435M October 2004Document5 pagesGM4435M October 2004JOVANY LOPEZNo ratings yet
- SSP 465 12l 3 Cylinder Tdi Engine With Common Rail Fuel Injection SystemDocument56 pagesSSP 465 12l 3 Cylinder Tdi Engine With Common Rail Fuel Injection SystemJose Ramón Orenes ClementeNo ratings yet
- Mobrey CLT PDFDocument18 pagesMobrey CLT PDFAnonymous Oydnu9No ratings yet
- Organic Coat GMW 14670 PDFDocument4 pagesOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoNo ratings yet
- GMW - 4707-2002 Corrosion Protective Coating Zinc Plating OrganicDocument3 pagesGMW - 4707-2002 Corrosion Protective Coating Zinc Plating Organichorse888No ratings yet
- VW2.8.1 en 2009-12-01Document17 pagesVW2.8.1 en 2009-12-01mehmet ustunNo ratings yet
- GMW3001Document1 pageGMW3001skgolban0% (1)
- TSB1503G 9 P 1Document18 pagesTSB1503G 9 P 1kk_pammu_915176926No ratings yet
- Acrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedDocument7 pagesAcrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedJefferson CruzNo ratings yet
- GMW14672 ProfileID - 000070128Document15 pagesGMW14672 ProfileID - 000070128Muthu Ganesh100% (1)
- VW01155 en 2005-02-01Document8 pagesVW01155 en 2005-02-01koalaboi0% (1)
- TL245 English 2004Document8 pagesTL245 English 2004Elliott RussellNo ratings yet
- D271389 F' PDFDocument13 pagesD271389 F' PDFReza AbdolahiNo ratings yet
- DIN 3016 P-Clip Form DDocument2 pagesDIN 3016 P-Clip Form Dsrushti100% (1)
- WSS-M1A346-A - Calidad de ChapaDocument12 pagesWSS-M1A346-A - Calidad de ChapaDANIEL DIAZNo ratings yet
- Sae J864 1993 (En)Document4 pagesSae J864 1993 (En)Oh No PotatoNo ratings yet
- Performance Requirements For Engine Compartment Plastic PartsDocument5 pagesPerformance Requirements For Engine Compartment Plastic PartsAkmal Nizametdinov100% (1)
- M 3031 (2013-06)Document16 pagesM 3031 (2013-06)Hatada FelipeNo ratings yet
- GMW PQ140-250 PF144x72Document4 pagesGMW PQ140-250 PF144x72seriousguy2No ratings yet
- Astm B 328Document4 pagesAstm B 328martin andolini100% (1)
- Sae J933 1998 (En)Document8 pagesSae J933 1998 (En)Oh No PotatoNo ratings yet
- D1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberDocument15 pagesD1056-14 - Standard Specification For Flexible Cellular Materials - Sponge or Expanded RubberFrancoNo ratings yet
- VW13705 en 2003-08-01Document32 pagesVW13705 en 2003-08-01koalaboi100% (1)
- Ford - WSS-M21P41-A-A2 - Rev 10-13-2003 - Corrosion Protective Coating Anionic Epoxy Electrocoat BlackDocument4 pagesFord - WSS-M21P41-A-A2 - Rev 10-13-2003 - Corrosion Protective Coating Anionic Epoxy Electrocoat BlackJose CuellarNo ratings yet
- Iso 9717 2010 en FR - PDF Phosphate CoatingDocument11 pagesIso 9717 2010 en FR - PDF Phosphate CoatingGANESH ANo ratings yet
- BS Iso 00048-4-2018Document24 pagesBS Iso 00048-4-2018Samwel TarimoNo ratings yet
- VW 50019 PDFDocument4 pagesVW 50019 PDFSujay Nahalde100% (1)
- WSS M8P16 BDocument16 pagesWSS M8P16 Berik0007No ratings yet
- R 021 R 2 A 1 eDocument24 pagesR 021 R 2 A 1 egsuoag100% (1)
- BMS 0000147Document15 pagesBMS 0000147方綵樺No ratings yet
- Harmonized "Cluster" Document: Fasteners Property Classes of Special ServiceDocument7 pagesHarmonized "Cluster" Document: Fasteners Property Classes of Special ServiceIBRNo ratings yet
- E M0140 2009-N PDFDocument11 pagesE M0140 2009-N PDFAna Georgina Vidrio Longoria75% (4)
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- Handbook PDFDocument48 pagesHandbook PDFbhaskarjalanNo ratings yet
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNo ratings yet
- Sae Ams 5519N-2014Document5 pagesSae Ams 5519N-2014Mehdi MokhtariNo ratings yet
- TL244 en 2004-12-01Document6 pagesTL244 en 2004-12-01koalaboiNo ratings yet
- Geomet 321Document2 pagesGeomet 321Satnam Rachna FastenersNo ratings yet
- VW 011 03Document22 pagesVW 011 03Alexandre UrquizaNo ratings yet
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Document12 pagesBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- GM500M - September 2010Document8 pagesGM500M - September 2010JOVANY LOPEZNo ratings yet
- TL 226 en 2018Document13 pagesTL 226 en 2018Michal BílekNo ratings yet
- VW 13750 Englisch Superficial TratamentDocument16 pagesVW 13750 Englisch Superficial Tratamentrgi178No ratings yet
- Norma 80900NDS00Document48 pagesNorma 80900NDS00Mayra Mtz100% (1)
- JDM F17 Pintura IJDDocument14 pagesJDM F17 Pintura IJDcharssx100% (1)
- Magna Global Supplier Requirements 04-04-14Document27 pagesMagna Global Supplier Requirements 04-04-14JOVANY LOPEZ100% (1)
- WK 900 Stand 10-1996Document4 pagesWK 900 Stand 10-1996JOVANY LOPEZNo ratings yet
- GM7111M - October 2004Document3 pagesGM7111M - October 2004JOVANY LOPEZNo ratings yet
- Din en 10263-3 - 2001Document14 pagesDin en 10263-3 - 2001JOVANY LOPEZNo ratings yet
- GM500M - September 2010Document8 pagesGM500M - September 2010JOVANY LOPEZNo ratings yet
- GMW3044 - 2005Document5 pagesGMW3044 - 2005JOVANY LOPEZNo ratings yet
- Hospital - Data Collection & Literature StudyDocument42 pagesHospital - Data Collection & Literature StudyNagateja MallelaNo ratings yet
- Chapter 7 Unemployment, Inflation, and Long-Run GrowthDocument21 pagesChapter 7 Unemployment, Inflation, and Long-Run GrowthNataly FarahNo ratings yet
- E-Kabin - O Series - Monoblock Enclosure - ENGDocument12 pagesE-Kabin - O Series - Monoblock Enclosure - ENGCatalina CocoşNo ratings yet
- Blood DonationDocument19 pagesBlood DonationsuruthiNo ratings yet
- Microsoft Security Intelligence Report Volume 21 EnglishDocument180 pagesMicrosoft Security Intelligence Report Volume 21 EnglishAlejandro CadarsoNo ratings yet
- Safety AuditDocument9 pagesSafety AuditRobena Nagum BagasNo ratings yet
- Cemco T80Document140 pagesCemco T80Eduardo Ariel Bernal100% (3)
- Pyq of KTGDocument8 pagesPyq of KTG18A Kashish PatelNo ratings yet
- Sol. Mock Test CBSE BiologyDocument3 pagesSol. Mock Test CBSE BiologysbarathiNo ratings yet
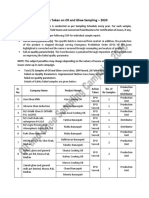
- Action Taken On Oil and Ghee Sampling - 2020Document2 pagesAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiNo ratings yet
- Checklist For Surge Arrester Rev00Document3 pagesChecklist For Surge Arrester Rev00Santhosh Kumar VinayagamNo ratings yet
- Packed Bed Reactor Slides (B)Document32 pagesPacked Bed Reactor Slides (B)Meireza Ajeng PratiwiNo ratings yet
- Remote Control Unit Manual BookDocument21 pagesRemote Control Unit Manual BookIgor Ungur100% (1)
- Grand Hyatt Manila In-Room Dining MenuDocument14 pagesGrand Hyatt Manila In-Room Dining MenuMetroStaycation100% (1)
- Tcu Module Pe1 Lesson 1Document7 pagesTcu Module Pe1 Lesson 1Remerata, ArcelynNo ratings yet
- ECE R10 Certification Guide-Edition 1.3Document33 pagesECE R10 Certification Guide-Edition 1.3Ôm Pŕâkẵsh PẵñdêýNo ratings yet
- Aeroskills DiplomaDocument6 pagesAeroskills DiplomaDadir AliNo ratings yet
- Literary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Document6 pagesLiterary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Pedro PorbénNo ratings yet
- PulpectomyDocument3 pagesPulpectomyWafa Nabilah Kamal100% (1)
- Inked CultureDocument90 pagesInked Culturemar phisNo ratings yet
- B1 Pendent SprinklerDocument2 pagesB1 Pendent SprinklerDave BrownNo ratings yet
- Classification of Nanostructured Materials: June 2019Document44 pagesClassification of Nanostructured Materials: June 2019krishnaNo ratings yet
- Scoop of Practice aOTADocument9 pagesScoop of Practice aOTAfercespedNo ratings yet
- Form 28 Attendence RegisterDocument1 pageForm 28 Attendence RegisterSanjeet SinghNo ratings yet
- OM Hospital NEFTDocument1 pageOM Hospital NEFTMahendra DahiyaNo ratings yet
- A Review On Bioactive Compounds of Beet Beta Vulgaris L Subsp Vulgaris With Special Emphasis On Their Beneficial Effects On Gut Microbiota and Gastrointestinal HealthDocument13 pagesA Review On Bioactive Compounds of Beet Beta Vulgaris L Subsp Vulgaris With Special Emphasis On Their Beneficial Effects On Gut Microbiota and Gastrointestinal HealthWinda KhosasiNo ratings yet
- Tri-Partite Agreement AssociationDocument9 pagesTri-Partite Agreement AssociationThiyagarjanNo ratings yet
- Tuyet W3 Unit 2 Tenses Adverbial Clause of Time Zalo HSDocument16 pagesTuyet W3 Unit 2 Tenses Adverbial Clause of Time Zalo HSVũ Thanh GiangNo ratings yet