You might also like
- Astm A563-07aDocument9 pagesAstm A563-07aJhonata ChimeloNo ratings yet
- ASTM A153-A153M - 2016a enDocument5 pagesASTM A153-A153M - 2016a enszafak100% (3)
- A492-95 (2013) Standard Specification For Stainless Steel Rope WireDocument2 pagesA492-95 (2013) Standard Specification For Stainless Steel Rope Wiretjt4779100% (1)
- Astm C955-09Document4 pagesAstm C955-09rodrigoNo ratings yet
- Mil STD 2073 1DDocument212 pagesMil STD 2073 1Dsahelzer100% (1)
- A 1070 - 16Document8 pagesA 1070 - 16Nguyễn Như ThếNo ratings yet
- Astm e 572 Rev A 2002 e 2006 R 2006Document10 pagesAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNo ratings yet
- Astm e 572 Rev A 2002 e 2006 R 2006Document10 pagesAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNo ratings yet
- Astm A847Document5 pagesAstm A847Mohamed FaroukNo ratings yet
- Military Specification for Heat Cured Corrosion Inhibiting Solid Film LubricantDocument21 pagesMilitary Specification for Heat Cured Corrosion Inhibiting Solid Film LubricantGoogle User100% (1)
- Astm A572Document4 pagesAstm A572Kaushal KishoreNo ratings yet
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 pagesASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNo ratings yet
- Astm E691-99Document22 pagesAstm E691-99Jorge ToribioNo ratings yet
- Astm E691-99Document22 pagesAstm E691-99Jorge ToribioNo ratings yet
- A 879Document2 pagesA 879Gustavo SuarezNo ratings yet
- Steel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistanceDocument4 pagesSteel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistancePham Huu Loc Ho100% (1)
- Legally Binding ASTM Standard for High-Strength SteelDocument4 pagesLegally Binding ASTM Standard for High-Strength SteelbkprodhNo ratings yet
- Equilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsDocument24 pagesEquilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsAtef NazNo ratings yet
- Scania 12L - EMS - Operator - Manual - enDocument60 pagesScania 12L - EMS - Operator - Manual - enАнатолий ЩербаковNo ratings yet
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 pagesSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNo ratings yet
- Piping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator TrainingDocument12 pagesPiping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator Trainingmember1000100% (1)
- Astm A293-2022Document10 pagesAstm A293-2022CarlosNo ratings yet
- Astm A 564-A 564M-2004 R2009Document7 pagesAstm A 564-A 564M-2004 R2009yzmouseNo ratings yet
- Astm E515-00Document3 pagesAstm E515-00Jorge ToribioNo ratings yet
- Steel Bars, Alloys, For NitridingDocument2 pagesSteel Bars, Alloys, For Nitridingruben carcamoNo ratings yet
- Astm F 2329Document5 pagesAstm F 2329haharameshNo ratings yet
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Document2 pagesSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchNo ratings yet
- Calculate heating and cooling loads for buildingsDocument8 pagesCalculate heating and cooling loads for buildingsdpadrianNo ratings yet
- Foundation LayoutDocument1 pageFoundation LayoutrendaninNo ratings yet
- Astm A1010-A1010m E-2001Document2 pagesAstm A1010-A1010m E-2001Jorge ToribioNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Astm B75M.11Document8 pagesAstm B75M.11Tiago SucupiraNo ratings yet
- C1513 PDFDocument4 pagesC1513 PDFByron Paiz AragonNo ratings yet
- Thinking ForthDocument311 pagesThinking ForthCristianNo ratings yet
- Astm F3111-16 PDFDocument15 pagesAstm F3111-16 PDFHa Dao SongNo ratings yet
- A1018Document5 pagesA1018Aleksei AvilaNo ratings yet
- Aisi 1008 Carbon Steel (Uns g10080)Document3 pagesAisi 1008 Carbon Steel (Uns g10080)parasite01100% (1)
- A108Document4 pagesA108Mathew CherianNo ratings yet
- Sae J429Document8 pagesSae J429David Lay IINo ratings yet
- Astm b85 1984Document7 pagesAstm b85 1984Siddhi Sharma100% (1)
- A1003Document6 pagesA1003hamidharvardNo ratings yet
- US Legal Document Establishes ASTM Standard for Steel BoltsDocument7 pagesUS Legal Document Establishes ASTM Standard for Steel BoltsrensieoviNo ratings yet
- Ams QQ A250 12Document8 pagesAms QQ A250 12aldiNo ratings yet
- Astm f1554Document9 pagesAstm f1554Namtaru Ba'alNo ratings yet
- Astm A 1011M PDFDocument8 pagesAstm A 1011M PDFJuan CarlosNo ratings yet
- Astm A480 Plate ToleranceDocument25 pagesAstm A480 Plate ToleranceCik NisaNo ratings yet
- Modeling of SO2 Scrubbing in Spray TowersDocument16 pagesModeling of SO2 Scrubbing in Spray Towersrebelde96100% (1)
- Astm 608 PDFDocument6 pagesAstm 608 PDFIslam FawzyNo ratings yet
- ASTM A108-07 Aço Carbono e Ligas, Acabados A FrioDocument7 pagesASTM A108-07 Aço Carbono e Ligas, Acabados A FrioVinicius BacellarNo ratings yet
- F879MDocument6 pagesF879MmsbarretosNo ratings yet
- A 6 - A 6M - 01 Qtytmde - PDFDocument63 pagesA 6 - A 6M - 01 Qtytmde - PDFdaemsalNo ratings yet
- Astm E505-01Document3 pagesAstm E505-01Jorge ToribioNo ratings yet
- Astm A116 PDFDocument7 pagesAstm A116 PDFbanglvhNo ratings yet
- SAE BoltDocument1 pageSAE BoltAnuj ShahiNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocument9 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanNo ratings yet
- Astm Si 10Document69 pagesAstm Si 10gabrielNo ratings yet
- ASME B18 8 100M 2000 Spring PinsDocument57 pagesASME B18 8 100M 2000 Spring Pinshcsharma1967No ratings yet
- Astm A325m PDFDocument8 pagesAstm A325m PDFDastaggir KarimiNo ratings yet
- Astm 434Document3 pagesAstm 434Fabián MartínezNo ratings yet
- Esr 1308Document21 pagesEsr 1308dkimNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNo ratings yet
- Sae Arp1331Document12 pagesSae Arp1331niky186No ratings yet
- Astm-A36 Chapa Grossa Ate 19mmDocument1 pageAstm-A36 Chapa Grossa Ate 19mmAndre MelloNo ratings yet
- Laminated Shim Stock SpecificationDocument11 pagesLaminated Shim Stock SpecificationAsker Ali TPNo ratings yet
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument9 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarNo ratings yet
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocument3 pagesIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızNo ratings yet
- Astm A449Document9 pagesAstm A449Sameercmore0% (1)
- Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripDocument8 pagesStainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripJosé Ramón GutierrezNo ratings yet
- A 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFDocument5 pagesA 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFTiến Lượng NguyễnNo ratings yet
- Astm A264 (1999)Document8 pagesAstm A264 (1999)Vo Trong ThaiNo ratings yet
- Adsk Inventor 2009 GetStartDocument309 pagesAdsk Inventor 2009 GetStartJorge ToribioNo ratings yet
- Astm e 648 Rev A 2006Document14 pagesAstm e 648 Rev A 2006Jorge ToribioNo ratings yet
- Astm E276-03Document4 pagesAstm E276-03Jorge ToribioNo ratings yet
- Ductile Iron Castings: Standard Reference Radiographs ForDocument2 pagesDuctile Iron Castings: Standard Reference Radiographs ForJorge ToribioNo ratings yet
- Astm E527-83 R03 (Uns)Document7 pagesAstm E527-83 R03 (Uns)Jorge ToribioNo ratings yet
- E 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProDocument6 pagesE 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProJorge ToribioNo ratings yet
- ASTM D 16-03 Standard Terminology For Paint, Related Coatings, Materials, and Applications1Document8 pagesASTM D 16-03 Standard Terminology For Paint, Related Coatings, Materials, and Applications1Jorge ToribioNo ratings yet
- E 566 - 99 Standard Practice For Electromagnetic (Eddy-Current) Sorting of Ferrous Metals1Document5 pagesE 566 - 99 Standard Practice For Electromagnetic (Eddy-Current) Sorting of Ferrous Metals1Jorge ToribioNo ratings yet
- Preparation of Fire-Test-Response Standards: Standard Practice ForDocument7 pagesPreparation of Fire-Test-Response Standards: Standard Practice ForJorge ToribioNo ratings yet
- Astm e 516 Rev A 1995 R 2005Document10 pagesAstm e 516 Rev A 1995 R 2005Jorge ToribioNo ratings yet
- Astm F 552-02Document4 pagesAstm F 552-02Jorge ToribioNo ratings yet
- Selection and Use of ASTM Standards For The Determination of Flash Point of Chemicals by Closed Cup MethodsDocument6 pagesSelection and Use of ASTM Standards For The Determination of Flash Point of Chemicals by Closed Cup MethodsJorge ToribioNo ratings yet
- Astm F 519-97 E98Document12 pagesAstm F 519-97 E98Jorge ToribioNo ratings yet
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioNo ratings yet
- E 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProDocument6 pagesE 570 - 97 Standard Practice For Flux Leakage Examination of Ferromagnetic Steel Tubular ProJorge ToribioNo ratings yet
- Astm F 2356 Rev A 2005Document2 pagesAstm F 2356 Rev A 2005Jorge ToribioNo ratings yet
- Intensity of Scratches On Aerospace Transparent Plastics: Standard Test Method ForDocument4 pagesIntensity of Scratches On Aerospace Transparent Plastics: Standard Test Method ForJorge ToribioNo ratings yet
- Astm F 437-99Document4 pagesAstm F 437-99Jorge ToribioNo ratings yet
- Astm F 435-03Document6 pagesAstm F 435-03Jorge ToribioNo ratings yet
- Astm F 436M-04Document5 pagesAstm F 436M-04Jorge ToribioNo ratings yet
- Astm F 438-04Document7 pagesAstm F 438-04Jorge ToribioNo ratings yet
- Astm A1012-2002Document4 pagesAstm A1012-2002Jorge ToribioNo ratings yet
- Astm A1007-2002Document9 pagesAstm A1007-2002Jorge ToribioNo ratings yet
- FAA Significant Regulatory DifferencesDocument3 pagesFAA Significant Regulatory DifferencesOpteron K.No ratings yet
- ITILDocument16 pagesITILelenviegas82No ratings yet
- كتاب الهيدروديناميكا-4 The HydrodynamicDocument25 pagesكتاب الهيدروديناميكا-4 The HydrodynamicHocine Gherbi FaycelNo ratings yet
- End All Red Overdrive: Controls and FeaturesDocument6 pagesEnd All Red Overdrive: Controls and FeaturesBepe uptp5aNo ratings yet
- Ceramic Terminal BlocksDocument1 pageCeramic Terminal BlockselijbbNo ratings yet
- Specification for biodiesel (B100) - ASTM D6751-08Document1 pageSpecification for biodiesel (B100) - ASTM D6751-08Alejandra RojasNo ratings yet
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSDocument20 pagesHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- 3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFDocument6 pages3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFRene ParedesNo ratings yet
- InverterDocument8 pagesInverterrajinipre-1No ratings yet
- Rockaway Beach Branch Community Impact StudyDocument98 pagesRockaway Beach Branch Community Impact StudyHanaRAlbertsNo ratings yet
- Roebuck 1942Document12 pagesRoebuck 1942Imam Saja DechNo ratings yet
- IEC CsODESDocument2 pagesIEC CsODESArun KumarNo ratings yet
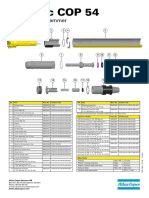
- 9853 1239 01 - COP 54 Service Poster - LOWDocument1 page9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasNo ratings yet
- Solar TrackerDocument13 pagesSolar TrackerMuthuRajNo ratings yet
- NDI Manual 2013 - v10Document13 pagesNDI Manual 2013 - v10Yudha Bhakti NugrahaNo ratings yet
- YCMOU-6th Semester Question Papers-7Document5 pagesYCMOU-6th Semester Question Papers-7phase_shekhar21No ratings yet
- Power and Simplicity: Pace ScientificDocument16 pagesPower and Simplicity: Pace ScientificAnonymous mNQq7ojNo ratings yet
- Application of PLC and SCADA in Auto-Control Systems For Silo Grain HandlingDocument4 pagesApplication of PLC and SCADA in Auto-Control Systems For Silo Grain Handlingshahid_scribdNo ratings yet
- Operation Manual: Daikin Room Air ConditionerDocument92 pagesOperation Manual: Daikin Room Air ConditionerbenNo ratings yet
- 25kl SS Tank EstimateDocument1 page25kl SS Tank EstimateRaja ManiNo ratings yet
- Customize ADFS sign-in page brandingDocument4 pagesCustomize ADFS sign-in page brandingmicu0% (1)
- Engine & Transmission ToolsDocument45 pagesEngine & Transmission Toolsabduallah muhammad100% (1)
- Compact 1NC+1NO limit switch data sheetDocument2 pagesCompact 1NC+1NO limit switch data sheetJose AkinoNo ratings yet