You might also like
- TAP GuhringDocument2 pagesTAP GuhringErhanNo ratings yet
- Core Drill ChartDocument1 pageCore Drill ChartJithinNo ratings yet
- Composite Design Fundamentals: Materials, Analysis, AdvantagesDocument34 pagesComposite Design Fundamentals: Materials, Analysis, AdvantagesJAGUNo ratings yet
- IdiomsDocument11 pagesIdiomstshehzad100% (1)
- PDFDocument5 pagesPDFErhanNo ratings yet
- CS-29 Amdt. 1 PDFDocument123 pagesCS-29 Amdt. 1 PDFErhanNo ratings yet
- Managing Product and Process Variations in Support of 9103Document98 pagesManaging Product and Process Variations in Support of 9103ErhanNo ratings yet
- CS-29 Amdt 6Document226 pagesCS-29 Amdt 6ErhanNo ratings yet
- Tolerance Stack-Up AnalysisDocument22 pagesTolerance Stack-Up AnalysisPraveen ShandigeNo ratings yet
- Cook Book CakePHPDocument1,067 pagesCook Book CakePHPlochido2No ratings yet
- Aerospace America April2011 PDFDocument52 pagesAerospace America April2011 PDFErhanNo ratings yet
- CorelDRAW X7Document699 pagesCorelDRAW X7Naveen Sajja RsaNo ratings yet
- Ansys Workbench 14Document39 pagesAnsys Workbench 14LêĐạiHiệpNo ratings yet
- Chapter02 PDFDocument21 pagesChapter02 PDFkhudhayer1970No ratings yet
- Machining Advanced Materials For Aerospace PDFDocument4 pagesMachining Advanced Materials For Aerospace PDFErhanNo ratings yet
- AerospaceDocument88 pagesAerospaceKenNo ratings yet
- Brice M Willis Undergraduate ThesisDocument55 pagesBrice M Willis Undergraduate ThesismasturaabdulrahimNo ratings yet
- Machining Performance Study On Metal Matrix Composites-A Response Surface Methodology ApproachDocument6 pagesMachining Performance Study On Metal Matrix Composites-A Response Surface Methodology ApproachpptmnltNo ratings yet
- Aircraft Basic ConstructionDocument22 pagesAircraft Basic ConstructioncongngthanhNo ratings yet
- GDandTAdv PDFDocument27 pagesGDandTAdv PDFErhanNo ratings yet
- Advanced: CATIA V5 WorkbookDocument44 pagesAdvanced: CATIA V5 Workbookemiliyonk100% (1)
- Cutting Composites - A Discussion On Mechanics Modelling PDFDocument5 pagesCutting Composites - A Discussion On Mechanics Modelling PDFErhanNo ratings yet
- Dimensioning and TolerancingDocument94 pagesDimensioning and TolerancingidontlikeebooksNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Science Sample Paper Class-8 (2013 - 14) : (1x3 3) I. Very Short Answer QuestionsDocument3 pagesScience Sample Paper Class-8 (2013 - 14) : (1x3 3) I. Very Short Answer QuestionsTechnical GamingNo ratings yet
- 4 Post Tensioned Concrete SilosDocument8 pages4 Post Tensioned Concrete SilosSaqlain AwanNo ratings yet
- TDS CobaltDocument2 pagesTDS Cobaltumar buttNo ratings yet
- Zimmerlin PDFDocument87 pagesZimmerlin PDFАндрей ИнгельбергNo ratings yet
- Product Description: Optinet® Demand Control Ventilation (DCV) SystemDocument71 pagesProduct Description: Optinet® Demand Control Ventilation (DCV) SystemPatrisha SantosNo ratings yet
- Testing of Corrugated BoxDocument5 pagesTesting of Corrugated BoxVinod NairNo ratings yet
- PC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540Document3 pagesPC 0189 - Heat Resisting Silicone Aluminium Paint - Apcotherm 540onshore purchase100% (1)
- Price ListDocument30 pagesPrice ListFachrul Latif DentistNo ratings yet
- BS 970 Part 2 1988Document16 pagesBS 970 Part 2 1988Senthil Kumar GanesanNo ratings yet
- HW1 Water Treatment SchematicDocument1 pageHW1 Water Treatment SchematicABHIJEET NONDANo ratings yet
- Chapter 5 Structural Imperfections 1Document52 pagesChapter 5 Structural Imperfections 1耀慶No ratings yet
- MoRTH - Standard Data BookDocument342 pagesMoRTH - Standard Data BookNo OneNo ratings yet
- Fiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICDocument13 pagesFiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICMiguel QueirosNo ratings yet
- Block Diagram Nitric AcidDocument4 pagesBlock Diagram Nitric AcidBatrisyia AtikahNo ratings yet
- Trends in Group 2 Elements Alkaline Earth MetalsDocument52 pagesTrends in Group 2 Elements Alkaline Earth MetalsKemoy FrancisNo ratings yet
- Physical Metallurgy of SteelDocument174 pagesPhysical Metallurgy of SteelMarisa RobertsNo ratings yet
- Engineering Plastic Properties and Processing GuidelinesDocument28 pagesEngineering Plastic Properties and Processing GuidelinesSamuel Berger VeltenNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
- Berroco CambridgeDocument5 pagesBerroco CambridgeMelanie ManriquezNo ratings yet
- Innovate2020 Final 2Document26 pagesInnovate2020 Final 2Ken EdwardNo ratings yet
- The Reactivity Series PDFDocument17 pagesThe Reactivity Series PDFVictoria KairooNo ratings yet
- Research Paper - RRLDocument10 pagesResearch Paper - RRLRoy ManiquisNo ratings yet
- Tendernotice 3Document4 pagesTendernotice 3Balvir ChauhanNo ratings yet
- Fiber Trade Name and Generic NameDocument27 pagesFiber Trade Name and Generic NameGolam Sarwar100% (1)
- 7th Grade Science Lesson on Metals, Non-Metals & Semi-MetalsDocument6 pages7th Grade Science Lesson on Metals, Non-Metals & Semi-Metalsmarife gupaalNo ratings yet
- Summer Chemestry ProjectDocument8 pagesSummer Chemestry Projectshukla duttaNo ratings yet
- Catalogo Yg-1 2009 - CarburoDocument33 pagesCatalogo Yg-1 2009 - Carburo13pimoNo ratings yet
- Tool Steels E28093 Molybdenum High Speed SteelsDocument5 pagesTool Steels E28093 Molybdenum High Speed Steelswulfgang66No ratings yet
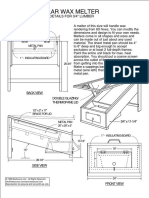
- Beehive Solar Wax MelterDocument1 pageBeehive Solar Wax MeltersesostrisserbiusNo ratings yet
- Chalking Rate Tester Acc. To Kempf Model 241: Din 53 159 Titangesellschaft MBH (Kronos Titan GMBH)Document4 pagesChalking Rate Tester Acc. To Kempf Model 241: Din 53 159 Titangesellschaft MBH (Kronos Titan GMBH)Fadi MagdyNo ratings yet