You might also like
- RADIATION SAFETY FUNDAMENTALSDocument69 pagesRADIATION SAFETY FUNDAMENTALSJay Lawson100% (1)
- Citric Acid Passivation of Stainless SteelDocument41 pagesCitric Acid Passivation of Stainless Steelnqh2009100% (2)
- Aade 11 Ntce 31Document11 pagesAade 11 Ntce 31df_campos3353100% (1)
- Aade 11 Ntce 31Document11 pagesAade 11 Ntce 31df_campos3353100% (1)
- EMX - 11 - G - MB - EN - GS - 016 - En-Gas Turbine Functional Description, 7HA.02Document21 pagesEMX - 11 - G - MB - EN - GS - 016 - En-Gas Turbine Functional Description, 7HA.02RichardLemus100% (2)
- Liburdi TipClearanceOptimization GE6B June2011Document30 pagesLiburdi TipClearanceOptimization GE6B June2011Gustavo PalaciosNo ratings yet
- Wire Rope User GuideDocument40 pagesWire Rope User GuideMaey Akim100% (3)
- P& H 320XPC Blasthole Drill BrochureDocument6 pagesP& H 320XPC Blasthole Drill Brochurezimscho100% (1)
- Adeptus Evangelion 2.5 - Operations ManualDocument262 pagesAdeptus Evangelion 2.5 - Operations ManualGhostwheel50% (2)
- GEI41042 O Compressor WashingDocument12 pagesGEI41042 O Compressor WashingChidiebere Samuel OkogwuNo ratings yet
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDocument3 pagesGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- Repair & MaintenanceDocument14 pagesRepair & MaintenanceMohammad Ibnul HossainNo ratings yet
- Igv 7eaDocument2 pagesIgv 7eaSamir BenabdallahNo ratings yet
- GE Gas Turbines Were Basically Divided Into 3 DifferentDocument3 pagesGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36No ratings yet
- Natural Gas Fuel Specifications for GE Gas TurbinesDocument29 pagesNatural Gas Fuel Specifications for GE Gas Turbinesphoenix609No ratings yet
- Cumulative List of Notices to MarinersDocument2 pagesCumulative List of Notices to MarinersResian Garalde Bisco100% (2)
- GTDocument33 pagesGTowais_36100% (4)
- Proven Upgrade SGT5-4000FDocument9 pagesProven Upgrade SGT5-4000FThanapaet Rittirut100% (1)
- TIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesDocument10 pagesTIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesAkramNo ratings yet
- Mitsubishi's - Upgraded 50 - HZ - F - Class - Gas - Turbine - For - High - Efficiency PDFDocument22 pagesMitsubishi's - Upgraded 50 - HZ - F - Class - Gas - Turbine - For - High - Efficiency PDFThanapaet Rittirut100% (2)
- GearboxDocument16 pagesGearboxMehul zareNo ratings yet
- Turbo ExpanderDocument24 pagesTurbo ExpandermartinandreiNo ratings yet
- GE Frame 9E Turbine Stator and Rotor ConstructionDocument14 pagesGE Frame 9E Turbine Stator and Rotor ConstructionArashNo ratings yet
- GE Power Systems 7F Users Conference PresentationsDocument27 pagesGE Power Systems 7F Users Conference Presentationsatfrost4638No ratings yet
- GT Gas Fuel and Air FlowDocument38 pagesGT Gas Fuel and Air FlowhinaNo ratings yet
- MHPS Jac GTDocument7 pagesMHPS Jac GTkp pkNo ratings yet
- Til 1213 R1Document6 pagesTil 1213 R1Hernan GirautNo ratings yet
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDocument5 pagesTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoNo ratings yet
- Summary of Bolt TensioningDocument16 pagesSummary of Bolt TensioningManojkumar ThilagamNo ratings yet
- Summary of Bolt TensioningDocument16 pagesSummary of Bolt TensioningManojkumar ThilagamNo ratings yet
- Summary of Bolt TensioningDocument16 pagesSummary of Bolt TensioningManojkumar ThilagamNo ratings yet
- GE 9HA Gas TurbineDocument4 pagesGE 9HA Gas TurbinejparmarNo ratings yet
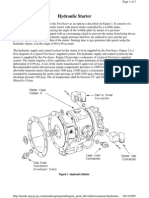
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Gas Turbine Lm5000 Operations ManualDocument4 pagesGas Turbine Lm5000 Operations ManualMuhammad Ilham RiyadiNo ratings yet
- Sulzer Vertical Pump TroubleshootingDocument20 pagesSulzer Vertical Pump TroubleshootingNguyễn Thanh SơnNo ratings yet
- Oman Energy Conference - World Record Gas Turbine Service ExperiencesDocument16 pagesOman Energy Conference - World Record Gas Turbine Service ExperiencesabelsgNo ratings yet
- GEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFDocument14 pagesGEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFsarathkumar100% (1)
- Til 1323-3R1Document2 pagesTil 1323-3R1Hernan GirautNo ratings yet
- Til 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsDocument9 pagesTil 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsMichael Sanchez100% (1)
- Ansaldo Energia AE94.2 Upgrading ProjectDocument20 pagesAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- Technical Information Letter: Energy Services Engineering Product Service TIL 1713Document5 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1713ankarao69No ratings yet
- C15 Acert Spec SheetDocument4 pagesC15 Acert Spec SheetMalasquez Leon XavierNo ratings yet
- NitrocelluloseDocument7 pagesNitrocellulosejumpupdnbdjNo ratings yet
- Til 1236-R2Document5 pagesTil 1236-R2makarov.olegNo ratings yet
- Siemens Gas Turbine Product Range Comparison Chart 0-130 MWDocument2 pagesSiemens Gas Turbine Product Range Comparison Chart 0-130 MWdvcher78No ratings yet
- 1 151125221535 Lva1 App6892Document40 pages1 151125221535 Lva1 App6892Darmawan PutrantoNo ratings yet
- LM TM2500 Upgrade Solutions PDFDocument2 pagesLM TM2500 Upgrade Solutions PDFLibyanManNo ratings yet
- TIL 1132 2R1 - VIGV Inspection, Thrust WasherDocument5 pagesTIL 1132 2R1 - VIGV Inspection, Thrust WasherHernan Giraut100% (2)
- MS5002E NewDocument8 pagesMS5002E Newecs71100% (2)
- Til 1214-3R3Document7 pagesTil 1214-3R3Hernan Giraut100% (2)
- CatalogoPGT25 PDFDocument4 pagesCatalogoPGT25 PDFshihabjamaan100% (4)
- GE Gas Turbine Extendor Combustion SystemDocument2 pagesGE Gas Turbine Extendor Combustion SystemRaden Mas100% (1)
- Stories of Prophets - 2Document19 pagesStories of Prophets - 2Hadis MusaNo ratings yet
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Document7 pagesTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamNo ratings yet
- T 2055 R 1Document6 pagesT 2055 R 1srinivasNo ratings yet
- T 1566Document5 pagesT 1566Erwin Mauricio Alarcon PradenasNo ratings yet
- Repair Document RD-51-B1-1001 Rev: BDocument13 pagesRepair Document RD-51-B1-1001 Rev: BCiro MontielNo ratings yet
- 4608 Eed 01Document29 pages4608 Eed 01NickNo ratings yet
- Technical Information Letter: GE PowerDocument6 pagesTechnical Information Letter: GE PowerHashim BukhariNo ratings yet
- TIL 1819 ImplementationDocument4 pagesTIL 1819 ImplementationManuel L LombarderoNo ratings yet
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDocument7 pagesUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Monte Carlo Simulation in Engineering (MCSimDocument98 pagesMonte Carlo Simulation in Engineering (MCSimrenatoNo ratings yet
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDocument4 pagesTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- Industrial Gas Turbines - Siemens PDFDocument8 pagesIndustrial Gas Turbines - Siemens PDFeankiboNo ratings yet
- 1420-2R1 Lube Oil Logic Enhancement PDFDocument4 pages1420-2R1 Lube Oil Logic Enhancement PDFManuel L LombarderoNo ratings yet
- Gas Turbines Maintenance Report PDFDocument2 pagesGas Turbines Maintenance Report PDFdf_campos33530% (1)
- Siemens GTDocument8 pagesSiemens GThbalu007No ratings yet
- EEI 7FA Supplement r1 2octDocument42 pagesEEI 7FA Supplement r1 2octkshalawi0% (1)
- Aero Grid Stability PAPER Sept 2011Document25 pagesAero Grid Stability PAPER Sept 2011igunhakam55No ratings yet
- Vol 01Document153 pagesVol 01chandrasingh4564No ratings yet
- Increase Performance and Flexibility with GT26 MXL2 UpgradeDocument4 pagesIncrease Performance and Flexibility with GT26 MXL2 UpgradeMai DangNo ratings yet
- Technical Specifications, Fuel Nozzle GR 127 PDFDocument8 pagesTechnical Specifications, Fuel Nozzle GR 127 PDFMadhan KumarNo ratings yet
- GE Gas Turbine Compressor Washing GuideDocument18 pagesGE Gas Turbine Compressor Washing GuideEmadAlhosien AlhosienNo ratings yet
- MHPS GT F ClassDocument9 pagesMHPS GT F Classkp pkNo ratings yet
- AE64.3A Fast Flexible Gas TurbineDocument2 pagesAE64.3A Fast Flexible Gas TurbineIvana SpanovicNo ratings yet
- FDRB538UK SuperimpactorDocument12 pagesFDRB538UK SuperimpactordanieljcopleyNo ratings yet
- 23339Document8 pages23339Lola Tapia PinedaNo ratings yet
- Contact Problems and StressDocument13 pagesContact Problems and Stressdf_campos3353No ratings yet
- Ductile Instability Analysis of HSLA Coiled Tubing: 11 International Congress On Metallurgy & Materials SAM/CONAMET 2011Document8 pagesDuctile Instability Analysis of HSLA Coiled Tubing: 11 International Congress On Metallurgy & Materials SAM/CONAMET 2011df_campos3353No ratings yet
- Review Design Guideline VDI2230fdaDocument16 pagesReview Design Guideline VDI2230fdadf_campos3353No ratings yet
- Fatigue Analysis of Aluminum Drill PipesDocument7 pagesFatigue Analysis of Aluminum Drill Pipesdf_campos3353No ratings yet
- Asset Doc Loc 2521843 Apc RawDocument44 pagesAsset Doc Loc 2521843 Apc Rawdf_campos3353No ratings yet
- Operating Bolt Load Calculation in Joints of Complex Elastic StructuresDocument8 pagesOperating Bolt Load Calculation in Joints of Complex Elastic Structuresdf_campos3353No ratings yet
- 1 s2.0 0094114X9500041V MainDocument16 pages1 s2.0 0094114X9500041V Maindf_campos3353No ratings yet
- Fatigue Analysis of Aluminum Drill PipesDocument7 pagesFatigue Analysis of Aluminum Drill Pipesdf_campos3353No ratings yet
- 2012 181Document9 pages2012 181df_campos3353No ratings yet
- 2012 181Document9 pages2012 181df_campos3353No ratings yet
- 3Document11 pages3mapasabcNo ratings yet
- 1 s2.0 S1350630704000056 MainDocument9 pages1 s2.0 S1350630704000056 Maindf_campos3353No ratings yet
- 1 s2.0 0094114X9500041V MainDocument16 pages1 s2.0 0094114X9500041V Maindf_campos3353No ratings yet
- Fatigue Analysis of Aluminum Drill PipesDocument7 pagesFatigue Analysis of Aluminum Drill Pipesdf_campos3353No ratings yet
- Scad 2011 2 2 237Document9 pagesScad 2011 2 2 237df_campos3353No ratings yet
- Three-Dimensional Finite Element Analysis of ThreaDocument20 pagesThree-Dimensional Finite Element Analysis of ThreaDelmouly CélineNo ratings yet
- D Yamaguchi TakashiDocument113 pagesD Yamaguchi Takashidf_campos3353No ratings yet
- An Experimental Method For Measuring Clamping Force in Bolted Connections and Effect of Bolt Threads Lubrication On Its ValueDocument4 pagesAn Experimental Method For Measuring Clamping Force in Bolted Connections and Effect of Bolt Threads Lubrication On Its Valuedf_campos3353No ratings yet
- NASA Technical Mem Randum: E-Flutter N78Document17 pagesNASA Technical Mem Randum: E-Flutter N78gfsdg dfgNo ratings yet
- Pump Course Material Chapter 2Document16 pagesPump Course Material Chapter 2engr victorNo ratings yet
- Advanced Radiographic Techniques PDFDocument21 pagesAdvanced Radiographic Techniques PDFelokfaiqNo ratings yet
- The Creators College of Science & Commerce: 1 TermDocument2 pagesThe Creators College of Science & Commerce: 1 TermJhangir Awan33% (3)
- Meningitis & EncephalitisDocument7 pagesMeningitis & EncephalitisABAKADANo ratings yet
- Hot Tub BrochureDocument124 pagesHot Tub BrochureMai Tuan AnhNo ratings yet
- Fund. of EnterpreneurshipDocument31 pagesFund. of EnterpreneurshipVarun LalwaniNo ratings yet
- UPSC IFS Botany Syllabus: Paper - IDocument3 pagesUPSC IFS Botany Syllabus: Paper - IVikram Singh ChauhanNo ratings yet
- Abundance BlocksDocument1 pageAbundance BlockssunnyNo ratings yet
- Cdd153167-Samsung Un32d6500vf Un32 40 46 55d6400uf 6420uf 6450uf 6500vf 6900wf Chassis U63a SM PDFDocument87 pagesCdd153167-Samsung Un32d6500vf Un32 40 46 55d6400uf 6420uf 6450uf 6500vf 6900wf Chassis U63a SM PDFMilciades MurilloNo ratings yet
- MUCLecture 2021 10311889Document11 pagesMUCLecture 2021 10311889Ramon Angelo MendezNo ratings yet
- IruChem Co., Ltd-Introduction of CompanyDocument62 pagesIruChem Co., Ltd-Introduction of CompanyKhongBietNo ratings yet
- Digital B&W Copiers (D154/D155-NA) Parts CatalogDocument118 pagesDigital B&W Copiers (D154/D155-NA) Parts Catalogkhoi vuNo ratings yet
- Electrical Machines Multiple Choice Questions - Mcqs - QuizDocument10 pagesElectrical Machines Multiple Choice Questions - Mcqs - Quiztooba mukhtarNo ratings yet
- 2 - Alaska - WorksheetsDocument7 pages2 - Alaska - WorksheetsTamni MajmuniNo ratings yet
- Electrical EngineerDocument3 pagesElectrical Engineer12343567890No ratings yet
- Product CataloguepityDocument270 pagesProduct CataloguepityRaghuRags100% (1)
- Spin - 2021Document60 pagesSpin - 2021Tanel LaanemägiNo ratings yet
- Shapes FlashcardsDocument5 pagesShapes FlashcardsHome Organising by JRNo ratings yet
- 3 Variable Cramers Rule PDFDocument4 pages3 Variable Cramers Rule PDFElton DiocsonNo ratings yet
- IITG MA101 Endsem Question PaperDocument12 pagesIITG MA101 Endsem Question PaperNarravula Harshavardhan100% (2)
- SAMMAJIVA - VOLUME 1, NO. 3, September 2023 Hal 235-250Document16 pagesSAMMAJIVA - VOLUME 1, NO. 3, September 2023 Hal 235-250Nur Zein IzdiharNo ratings yet
- Ericsson Microwave Outlook 2021Document16 pagesEricsson Microwave Outlook 2021Ahmed HussainNo ratings yet