You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Aerial Sling Manual: Prev Iew Prev IewDocument13 pagesThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- The Aerial Sling Manual: Prev Iew Prev IewDocument13 pagesThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
- Rings One Manual Ebook PDFDocument87 pagesRings One Manual Ebook PDFAarif Akbari67% (3)
- Lynne EnsorDocument32 pagesLynne Ensortito1628No ratings yet
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Korea Lifescience Resource Guidebook2009Document26 pagesKorea Lifescience Resource Guidebook2009Basso KimNo ratings yet
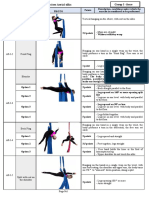
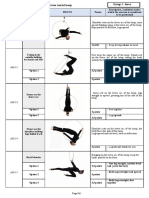
- Appendix 1 Compulsory Exercises Aerial Silk Eng 2018Document23 pagesAppendix 1 Compulsory Exercises Aerial Silk Eng 2018tito1628100% (6)
- FMEA - A Guide For Continuous ImprovementDocument36 pagesFMEA - A Guide For Continuous Improvementvipin_chaudhary100% (1)
- 1-5 Equipment QualificationDocument47 pages1-5 Equipment QualificationSandip NajanNo ratings yet
- NeuroMuscular Blocking AgentsDocument3 pagesNeuroMuscular Blocking AgentsdrugdrugNo ratings yet
- Alberto Villoldo Book PDFDocument120 pagesAlberto Villoldo Book PDFtito1628100% (3)
- Appendix 2 Compulsory Exercises Aerial Hoop 2018 EngDocument28 pagesAppendix 2 Compulsory Exercises Aerial Hoop 2018 Engtito1628100% (1)
- The Formalized Risk Assessment For Excipients - GenialDocument22 pagesThe Formalized Risk Assessment For Excipients - Genialtito1628No ratings yet
- Book For PharmaceuticalsDocument63 pagesBook For PharmaceuticalsPentesh NingaramainaNo ratings yet
- HACCP en Drogas AnticancerDocument7 pagesHACCP en Drogas Anticancertito1628No ratings yet
- Analisis de RiesgoDocument1 pageAnalisis de Riesgotito1628No ratings yet
- Skinfold Sume Referencee Valuese For Tope AthletesDocument7 pagesSkinfold Sume Referencee Valuese For Tope Athletestito1628No ratings yet
- Tutorial AnillasDocument40 pagesTutorial Anillastito1628No ratings yet
- Celex 52015XC0321 (02) enDocument4 pagesCelex 52015XC0321 (02) entito1628No ratings yet
- Shamal 1206Document134 pagesShamal 1206tito1628No ratings yet
- FDA Guidance - Submission of CMC Info For RDDPs and MAbsDocument30 pagesFDA Guidance - Submission of CMC Info For RDDPs and MAbsNelson Alejandro FierroNo ratings yet
- Workshop 2 Spanish FDA RequirementsDocument29 pagesWorkshop 2 Spanish FDA Requirementstito1628No ratings yet
- CCP - en European CTD PDFDocument7 pagesCCP - en European CTD PDFtito1628No ratings yet
- Handouts - GMP Workshop 27-28 Feb 2014Document76 pagesHandouts - GMP Workshop 27-28 Feb 2014tito1628No ratings yet
- Company - Business Form: Business System Management Review TemplateDocument12 pagesCompany - Business Form: Business System Management Review Templatetito1628No ratings yet
- EffectivenessofTrainingArthur Etal PDFDocument12 pagesEffectivenessofTrainingArthur Etal PDFIrene KangNo ratings yet
- S3 Guo Sherry Temperature ExcursionDocument51 pagesS3 Guo Sherry Temperature Excursiondian fitri anandaNo ratings yet
- Optimized Interval Training ProtocolDocument6 pagesOptimized Interval Training Protocoltito1628No ratings yet
- A Historical View of Human Resource ManagementDocument12 pagesA Historical View of Human Resource Managementtito1628No ratings yet
- CCP - en European CTD PDFDocument7 pagesCCP - en European CTD PDFtito1628No ratings yet
- Online OgilvieDocument7 pagesOnline Ogilvietito1628No ratings yet
- Data Kesehatan PanitiaDocument4 pagesData Kesehatan PanitiaDinda ApriliaNo ratings yet
- Pharmacology DrugsDocument16 pagesPharmacology DrugsTamim IshtiaqueNo ratings yet
- Halozyme Therapeutics, Inc. 2009 Investor Day PresentationDocument88 pagesHalozyme Therapeutics, Inc. 2009 Investor Day Presentationsstrumello7395No ratings yet
- Drug Formulary Neonatal 2006Document109 pagesDrug Formulary Neonatal 2006Nisar ShaikNo ratings yet
- Nama: Putri Yolanda Utama NPM: 20330005 Prodi: Diii KeperawatanDocument6 pagesNama: Putri Yolanda Utama NPM: 20330005 Prodi: Diii KeperawatanPutri yolanda UtamaNo ratings yet
- Pelletization PDFDocument6 pagesPelletization PDFASHOK KUMAR LENKANo ratings yet
- IPS Poster Award Competition For World CongressDocument7 pagesIPS Poster Award Competition For World CongressInternational Pharmaceutical Students' Federation (IPSF)No ratings yet
- January 2021Document36 pagesJanuary 2021rammvr05No ratings yet
- Norethisterone LeafletDocument2 pagesNorethisterone LeafletAditya Syah PutraNo ratings yet
- Insulin Glargine Injection (rDNA) : Basalog RefilDocument2 pagesInsulin Glargine Injection (rDNA) : Basalog Refilvijay rNo ratings yet
- NTS Past PaperDocument6 pagesNTS Past PaperZujajah Gull50% (2)
- Novo GenDocument11 pagesNovo GenNicole Grasparil100% (1)
- Himachal Pradesh Aayush ListDocument9 pagesHimachal Pradesh Aayush ListplanetsandtarotNo ratings yet
- HIV/AIDS Symptoms and SignsDocument3 pagesHIV/AIDS Symptoms and SignsAmin MofrehNo ratings yet
- CRO and Sponsor - Integrated Application FormDocument42 pagesCRO and Sponsor - Integrated Application FormVillaruelJasperNo ratings yet
- Drug Development For Pediatric Populations - Regulatory AspectsDocument25 pagesDrug Development For Pediatric Populations - Regulatory AspectsRizqi Dinni FauziaNo ratings yet
- Zinc Manufacturers v13 July30 2014Document22 pagesZinc Manufacturers v13 July30 2014IMPEL Learning SolutionsNo ratings yet
- Daftar Obat KeluarDocument54 pagesDaftar Obat KeluarAlfred OctavianusNo ratings yet
- Risperidone Risperdal Oral Injection Equivalent GuidanceDocument3 pagesRisperidone Risperdal Oral Injection Equivalent GuidancemaladominiNo ratings yet
- IV To PO Antibiotic Step Down GuidelinesDocument1 pageIV To PO Antibiotic Step Down GuidelinesGayle GreyNo ratings yet
- Contoh Formulir EDDocument8 pagesContoh Formulir EDnenengNo ratings yet
- Drug Classification - PhenytoinDocument3 pagesDrug Classification - Phenytoinkedwards108No ratings yet
- Natural Products ChemistryDocument12 pagesNatural Products ChemistryJyotiNo ratings yet
- NSAIDDocument5 pagesNSAIDAndrei CluNo ratings yet
- Administrative Order No. 2014-0029 QPIRA 23 24 April 2015Document49 pagesAdministrative Order No. 2014-0029 QPIRA 23 24 April 2015Richel Eve Torralba Marabe100% (2)
- SWT Pharmacology DamsDocument84 pagesSWT Pharmacology DamsvamshidhNo ratings yet
- Immunology 1Document41 pagesImmunology 1Maruf Raza DarubagiNo ratings yet
- Electronic SLP-FDADocument8 pagesElectronic SLP-FDAlisschavezNo ratings yet