You might also like
- Mig MagDocument9 pagesMig MagPablo SolizNo ratings yet
- Soldadura Mig Mag II Sem S-1 (202220)Document43 pagesSoldadura Mig Mag II Sem S-1 (202220)Dany YordanNo ratings yet
- Soldadura Smaw Variacion de Parametros ElectricosDocument7 pagesSoldadura Smaw Variacion de Parametros ElectricosdcaraballopNo ratings yet
- Soldadura Gmaw y GtawDocument25 pagesSoldadura Gmaw y GtawEnrique Fabian Cardenas100% (1)
- TEMA 4 Fundamentos de La Soldadura MIG-MAGDocument45 pagesTEMA 4 Fundamentos de La Soldadura MIG-MAGJose Antonio Neciosup CabanillasNo ratings yet
- Libro VI - Corte Por PlasmaDocument4 pagesLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZNo ratings yet
- Proceso GMAW: Guía completa sobre soldadura con gas metalDocument16 pagesProceso GMAW: Guía completa sobre soldadura con gas metalcarlosNo ratings yet
- Trabajo Final (Parra)Document9 pagesTrabajo Final (Parra)Antony Ll0% (1)
- Defectos 2Document34 pagesDefectos 2francescoNo ratings yet
- Figura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxDocument50 pagesFigura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxJonathan OlavarriaNo ratings yet
- Plan de Trabajo Del EstudianteDocument10 pagesPlan de Trabajo Del EstudianteCinthia ricalesNo ratings yet
- Soldadura por oxiacetileno UNIDocument20 pagesSoldadura por oxiacetileno UNIAntonio OreaNo ratings yet
- Soldadura OxiacetilinicaDocument9 pagesSoldadura OxiacetilinicapauloNo ratings yet
- Tema 10 - Soldadura TIGDocument36 pagesTema 10 - Soldadura TIGCarlos Quispe Martinez100% (1)
- Definición Del Proceso de La Soldadura MIG MAGDocument8 pagesDefinición Del Proceso de La Soldadura MIG MAGAmAnda DvNo ratings yet
- Angulos para SoldarDocument87 pagesAngulos para SoldarAlex Mendoza Miranda75% (4)
- Soldadura MIGDocument6 pagesSoldadura MIGAvelino SantiagoNo ratings yet
- 000920707py PDFDocument62 pages000920707py PDFAlberto OrihuelaNo ratings yet
- Tesis SoldaduraDocument17 pagesTesis SoldaduraJoan MarquezNo ratings yet
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Document8 pagesSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaNo ratings yet
- Especificaciones del sistema de corte por plasmaDocument21 pagesEspecificaciones del sistema de corte por plasmaAnonymous 8qJo2flsueNo ratings yet
- Ejercicios de Soldadura FuerteDocument5 pagesEjercicios de Soldadura FuerteYoanela VargasNo ratings yet
- Informe Soldadura SAWDocument1 pageInforme Soldadura SAWChristian Castro Mh100% (1)
- SOLDADURADocument6 pagesSOLDADURALucero GuillermoNo ratings yet
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDocument3 pagesJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoNo ratings yet
- Proceso MCAWDocument38 pagesProceso MCAWJE JosephNo ratings yet
- Guía de Soldadura de Aluminio Con OxiacetilenoDocument5 pagesGuía de Soldadura de Aluminio Con OxiacetilenoNicolas Prado OrellanaNo ratings yet
- Trabajo (Informe de Soldadura Gmaw)Document16 pagesTrabajo (Informe de Soldadura Gmaw)PamelaNo ratings yet
- Informe de Soldadura Por Arco ElectricoDocument14 pagesInforme de Soldadura Por Arco ElectricoElmer catacoraNo ratings yet
- Soldadura Oxiacetilenica IIDocument18 pagesSoldadura Oxiacetilenica IIRicardo PeraltaNo ratings yet
- Comparacion de Procesos de Soldadura Gmaw, Fcaw y McawDocument5 pagesComparacion de Procesos de Soldadura Gmaw, Fcaw y McawAnonymous m43RBxOVZ2No ratings yet
- Soldadura-25 preguntasDocument2 pagesSoldadura-25 preguntasFernandoiNo ratings yet
- Soldadura SmawDocument21 pagesSoldadura SmawRichard HANo ratings yet
- 10-Proceso GMAWDocument44 pages10-Proceso GMAWJosé Juan Jiménez AlejandroNo ratings yet
- Corte TermicoDocument76 pagesCorte Termicoprueba1997100% (2)
- Soldadura 1 Cuestionario Preguntas BasicasDocument9 pagesSoldadura 1 Cuestionario Preguntas BasicasChristian PereiraNo ratings yet
- Gema Costos SoldaduraDocument9 pagesGema Costos SoldaduraHectorNo ratings yet
- Texto TigDocument43 pagesTexto TigLusmila FloresNo ratings yet
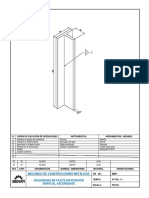
- Hoja de Tarea en Filete Vertical AscendenteDocument5 pagesHoja de Tarea en Filete Vertical AscendentecarlosNo ratings yet
- Posición VerticalDocument21 pagesPosición VerticalJaviercito VelascoNo ratings yet
- Proceso GMAW-MIGDocument86 pagesProceso GMAW-MIGmichelemariNo ratings yet
- Avance Foro TIGDocument3 pagesAvance Foro TIGdelhuXD xNo ratings yet
- Informe Del Proceso de Mecanizado de Cizallado, Tecnología Industrial I.Document18 pagesInforme Del Proceso de Mecanizado de Cizallado, Tecnología Industrial I.Marcela FloresNo ratings yet
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDocument18 pagesInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianNo ratings yet
- Proceso Soldadura GMAWDocument33 pagesProceso Soldadura GMAWMario Solis100% (3)
- Cuaderno de Informes Semana 2 TerminadoDocument11 pagesCuaderno de Informes Semana 2 TerminadodelhuXD xNo ratings yet
- Cuestionario SoldaduraDocument5 pagesCuestionario SoldaduraCesar EduardoNo ratings yet
- Trefilado alambre mejorar característicasDocument23 pagesTrefilado alambre mejorar característicasDavid CaraoNo ratings yet
- Cordon de SoldaduraDocument11 pagesCordon de SoldaduraAlexis QuilliganaNo ratings yet
- Soldador Sztructural (METAL MECANICA) : TemaDocument3 pagesSoldador Sztructural (METAL MECANICA) : TemaCinthia ricalesNo ratings yet
- Simbolo InduraDocument8 pagesSimbolo InduraMiguel Enrique Gonzalez CastroNo ratings yet
- Soldadura Al Arco Eléctrico II GMAW, FCAW, GTAW PDFDocument90 pagesSoldadura Al Arco Eléctrico II GMAW, FCAW, GTAW PDFHenry Centeno ToledoNo ratings yet
- Soldadura TigDocument7 pagesSoldadura Tigalejandra contrerasNo ratings yet
- Examen Recuperacion 2 - FcawDocument5 pagesExamen Recuperacion 2 - FcawFrancisco BanderaNo ratings yet
- Materiales de aportación MIG/MAG y TIGDocument16 pagesMateriales de aportación MIG/MAG y TIGAnto MoralesNo ratings yet
- Trabajo Entregable 2Document13 pagesTrabajo Entregable 2Dylan MQNo ratings yet
- Clasificacion de Electrodo-FcawDocument4 pagesClasificacion de Electrodo-FcawEddieJhonC.OrdoñoNo ratings yet
- Soldadura MIG - MAG - Wikipedia, La Enciclopedia LibreDocument42 pagesSoldadura MIG - MAG - Wikipedia, La Enciclopedia Libresandro burzumNo ratings yet
- Instituto Tecnologico Santa CruzDocument25 pagesInstituto Tecnologico Santa CruzEdwin RocaNo ratings yet
- Soldadura MIG - MAG - Wikipedia, La Enciclopedia LibreDocument13 pagesSoldadura MIG - MAG - Wikipedia, La Enciclopedia LibreVictor RicardiNo ratings yet
- Actividad Física y La Promoción de La SaludDocument26 pagesActividad Física y La Promoción de La SaludJonathan Sp0% (1)
- Convertidor Pierce - SmithDocument4 pagesConvertidor Pierce - SmithWilliamEliezerCl100% (2)
- FUNGICIDAS HerbicidasDocument11 pagesFUNGICIDAS HerbicidasJonathan SpNo ratings yet
- Mecanica Cuantica !!! QuimicaDocument13 pagesMecanica Cuantica !!! QuimicaJonathan SpNo ratings yet
- Lixiviacion en AutoclavesDocument5 pagesLixiviacion en AutoclavesJonathan Sp50% (2)
- Resumen TesisDocument7 pagesResumen TesisJonathan SpNo ratings yet
- BiolixiviacionDocument8 pagesBiolixiviacionJonathan SpNo ratings yet
- Contaminantes InorgánicosDocument13 pagesContaminantes InorgánicosJonathan SpNo ratings yet
- Fundicion de MetalesDocument67 pagesFundicion de MetalesclarizalcNo ratings yet
- Balance de Materiales Alto HornoDocument9 pagesBalance de Materiales Alto HornoWh TayaNo ratings yet
- Apuntes de CombustionDocument8 pagesApuntes de CombustionJordan Muñoz GarciaNo ratings yet
- Electrodeposición de CobreDocument4 pagesElectrodeposición de Cobrehigienequimica504167% (3)
- Contaminación Del AguaDocument2 pagesContaminación Del AguaJonathan SpNo ratings yet
- Minerales de Hierro 8 25Document18 pagesMinerales de Hierro 8 25Evee Lynn ToledoNo ratings yet
- Soldadura ArticuloDocument4 pagesSoldadura ArticuloLenin TorresNo ratings yet
- Normas Tecnicas de EdificacionDocument20 pagesNormas Tecnicas de EdificacionpeleivaNo ratings yet
- Tectonica Como El Angulo de Subduccion Influye en La Formacion de Yacimientos Minerales MetalicosDocument26 pagesTectonica Como El Angulo de Subduccion Influye en La Formacion de Yacimientos Minerales MetalicosGiantt VelizNo ratings yet
- Determinación Ley, Potencia, Reservas, EtcDocument32 pagesDeterminación Ley, Potencia, Reservas, EtcAbraham Quispe CcasaniNo ratings yet
- Quimica 2Document2 pagesQuimica 2Ronal Ardiles Mamani ArapaNo ratings yet
- Repaso tercer corte cerámicos y compósitosDocument39 pagesRepaso tercer corte cerámicos y compósitosJhon Freddy RUBIANO CUASPUDNo ratings yet
- Usos rocas construcciónDocument16 pagesUsos rocas construcciónRicardo MatosNo ratings yet
- Normas SAEy DINDocument2 pagesNormas SAEy DINAlexiz CruzNo ratings yet
- Tesis MetalografiaDocument37 pagesTesis MetalografiaKleyjarhCorreaNo ratings yet
- Ejercicios de Equilibrio de Oxido ReduccionDocument2 pagesEjercicios de Equilibrio de Oxido ReduccionAlfredo DuranNo ratings yet
- PTO KHP-08101 Final PDFDocument115 pagesPTO KHP-08101 Final PDFYesid AssiaNo ratings yet
- Petrología Orbicular QuirioDocument11 pagesPetrología Orbicular QuirioKone12345No ratings yet
- Procesos Necesarios para La Elaboración de La PoleaDocument20 pagesProcesos Necesarios para La Elaboración de La PoleaEduardo Moreno80% (5)
- Nomenclatura Inorgánica OkDocument16 pagesNomenclatura Inorgánica OkJorge Luis Valdez Condeña100% (1)
- Capitulo 6 (Estructura de Los Compuestos)Document47 pagesCapitulo 6 (Estructura de Los Compuestos)cecyNo ratings yet
- Cuadro ComparativoDocument2 pagesCuadro Comparativorafaela jocobi100% (1)
- Proceso de Obtención Del Acero y NomenclaturaDocument10 pagesProceso de Obtención Del Acero y NomenclaturaKarina ZamloNo ratings yet
- CeticosDocument40 pagesCeticosKatheryn VictoriaNo ratings yet
- Determinacion Dela Concentracion de Sulfatos en Baños de CromoDocument3 pagesDeterminacion Dela Concentracion de Sulfatos en Baños de CromoFran Martin RodriguezNo ratings yet
- Proyecto de FundiciónDocument16 pagesProyecto de FundiciónErik AlvarezNo ratings yet
- Proceso de Soldadura de Los MetalesDocument10 pagesProceso de Soldadura de Los MetalesJun Sang KangNo ratings yet
- Dioxido de TitanioDocument2 pagesDioxido de TitanioMaria Guadalupe Lopez CastilloNo ratings yet
- Tintoreria, IntruduccionDocument10 pagesTintoreria, IntruduccionCristian CustodioNo ratings yet
- Universidad Catolica de HondurasDocument8 pagesUniversidad Catolica de HondurasMarvin Rodriguez Moncada100% (2)
- Nomenclatura InorganicaDocument2 pagesNomenclatura InorganicaMAXIMILIANO ALVARADO ROSASNo ratings yet
- Microscopía de MenasDocument22 pagesMicroscopía de MenasGonzalo Muñoz MoreiraNo ratings yet
- Baño de OroDocument20 pagesBaño de OroVanessaRuiz100% (1)
- Grupo Aracuan - Buloneria AeronauticaDocument4 pagesGrupo Aracuan - Buloneria Aeronauticaale12neo453No ratings yet