You might also like
- B 43 - 98 R04 - QJQZ PDFDocument7 pagesB 43 - 98 R04 - QJQZ PDFTien PhamNo ratings yet
- Astm B42-2002Document7 pagesAstm B42-2002Sagar KadamNo ratings yet
- Astm B75M.11Document8 pagesAstm B75M.11Tiago SucupiraNo ratings yet
- Specification For Seamless Red Brass Pipe, Standard SizesDocument8 pagesSpecification For Seamless Red Brass Pipe, Standard SizesVCNo ratings yet
- A660Document4 pagesA660cristina20042000No ratings yet
- B43 PDFDocument7 pagesB43 PDFGissel TelloNo ratings yet
- General Requirements For Copper Alloy CastingsDocument6 pagesGeneral Requirements For Copper Alloy CastingsLC ChongNo ratings yet
- Astm b68 1995Document12 pagesAstm b68 1995leonardoportocNo ratings yet
- Astm B88Document7 pagesAstm B88caop217No ratings yet
- B88-14 Standard Specification For Seamless Copper Water TubeDocument7 pagesB88-14 Standard Specification For Seamless Copper Water TubeislamakthamNo ratings yet
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- ASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationDocument9 pagesASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationSandm MhNo ratings yet
- A 861 - 02 QTG2MS0WMG - PDFDocument28 pagesA 861 - 02 QTG2MS0WMG - PDFMung Duong XuanNo ratings yet
- Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesElectric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesSulchan Purnama SaputraNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- A 861 - 04 QTG2MQ - PDFDocument28 pagesA 861 - 04 QTG2MQ - PDFMung Duong Xuan100% (1)
- A 861 - 02 Qtg2ms1sruq - PDFDocument43 pagesA 861 - 02 Qtg2ms1sruq - PDFMung Duong XuanNo ratings yet
- Astm A49Document3 pagesAstm A49Johnny WalkerNo ratings yet
- Astm f136 Rev ADocument4 pagesAstm f136 Rev AAhmad BrianNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesRizwanNo ratings yet
- Astm A-192Document2 pagesAstm A-192LoriGalbanusNo ratings yet
- Astm A214 1996Document4 pagesAstm A214 1996Hernan RodriguezNo ratings yet
- Astm A179 1990Document4 pagesAstm A179 1990DhruvNambiarNo ratings yet
- ASTM B88 - 1996 - Standard Specification For Seamless Copper Water TubeDocument14 pagesASTM B88 - 1996 - Standard Specification For Seamless Copper Water Tubefininho555100% (1)
- A 954 - 96 QTK1NC05NGDocument4 pagesA 954 - 96 QTK1NC05NGsachinguptachdNo ratings yet
- Astm A502 1976Document6 pagesAstm A502 1976dharlanuctcomNo ratings yet
- Astm b280 1997 PDFDocument10 pagesAstm b280 1997 PDFvaradha184100% (1)
- A 990 - 00 Qtk5mc0wma - PDFDocument6 pagesA 990 - 00 Qtk5mc0wma - PDFMung Duong XuanNo ratings yet
- A521 96 PDFDocument9 pagesA521 96 PDFJohano AraújoNo ratings yet
- Astm A501Document6 pagesAstm A501Sra R Gil100% (1)
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- ASTM A502 Steel Structural RivetsDocument6 pagesASTM A502 Steel Structural RivetsKaliita Chavez GarciaNo ratings yet
- PDFsam - B 42 - 15aDocument7 pagesPDFsam - B 42 - 15amike.jensen0581No ratings yet
- Austenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeDocument4 pagesAustenitic Chromium-Nickel-Silicon Alloy Steel Seamless and Welded PipeJosé Ramón GutierrezNo ratings yet
- Asme SA 249Document10 pagesAsme SA 249gst ajahNo ratings yet
- Astm A192 (Tubos de Calderas) PDFDocument2 pagesAstm A192 (Tubos de Calderas) PDFHenry CruzNo ratings yet
- Astm A874Document3 pagesAstm A874DendeNo ratings yet
- A-485 - 94Document4 pagesA-485 - 94José Ramón GutierrezNo ratings yet
- A618 PDFDocument4 pagesA618 PDFSadashiva sahooNo ratings yet
- A 953 - 96 Qtk1my05ngDocument3 pagesA 953 - 96 Qtk1my05ngsachinguptachdNo ratings yet
- Astm A485Document4 pagesAstm A485Vikash YadavNo ratings yet
- A660Document4 pagesA660Amreusit SaschimbnumeleNo ratings yet
- A500/a500m - 09Document5 pagesA500/a500m - 09Jeff GallandNo ratings yet
- B 42 - 15aDocument7 pagesB 42 - 15aphaindikaNo ratings yet
- Standard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1Document3 pagesStandard Specification For Aluminum-Alloy 5005 Drawing Stock For Electrical Purposes1HugoStiglicNo ratings yet
- Austenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature Service (Metric)Document5 pagesAustenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature Service (Metric)Mohd LokmanNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessJosé Ramón GutierrezNo ratings yet
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocument6 pagesSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Seamless and Welded Copper-Nickel Tubes For Water Desalting PlantsDocument6 pagesSeamless and Welded Copper-Nickel Tubes For Water Desalting PlantsphuongqcNo ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNo ratings yet
- B 43 PDFDocument7 pagesB 43 PDFmanuel floresNo ratings yet
- A 953 - 96 Qtk1my1sruqDocument4 pagesA 953 - 96 Qtk1my1sruqsachinguptachdNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Mechanical Engineers' Handbook, Volume 1: Materials and Engineering MechanicsFrom EverandMechanical Engineers' Handbook, Volume 1: Materials and Engineering MechanicsNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
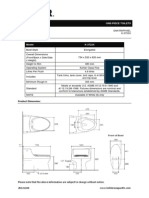
- Product Specification:: One-Piece ToiletsDocument1 pageProduct Specification:: One-Piece ToiletsTien PhamNo ratings yet
- Before You Begin Before You Begin: LisonDocument2 pagesBefore You Begin Before You Begin: LisonTien PhamNo ratings yet
- Product Specification:: Kitchen SinksDocument1 pageProduct Specification:: Kitchen SinksTien PhamNo ratings yet
- Before You Begin Before You Begin: SinguliarDocument5 pagesBefore You Begin Before You Begin: SinguliarTien PhamNo ratings yet
- Asme B16.22Document26 pagesAsme B16.22Tien Pham100% (2)
- Thermal Insulation Materials Made of Rigid Polyurethane Foam (PURDocument33 pagesThermal Insulation Materials Made of Rigid Polyurethane Foam (PURvtintin2006No ratings yet
- 2011 06 13-DI-PER8-Acoustic Insulation Catalogue-Rev 01Document12 pages2011 06 13-DI-PER8-Acoustic Insulation Catalogue-Rev 01Tien PhamNo ratings yet
- Exercise Questions For Section VIII Div.Document13 pagesExercise Questions For Section VIII Div.Karthikeyan Nadarajan100% (1)
- API 510 572 576 Questions AnswersDocument33 pagesAPI 510 572 576 Questions Answersnikafiq100% (7)
- Verity & Ss Ansys West PNGDocument32 pagesVerity & Ss Ansys West PNGcklconNo ratings yet
- PPL Su 5193 CDocument36 pagesPPL Su 5193 Cresp-ect50% (2)
- Alloy Steel Plates TdsDocument6 pagesAlloy Steel Plates TdsSrikanth SrikantiNo ratings yet
- Safety Valve PDFDocument4 pagesSafety Valve PDFTARIQ IQBALNo ratings yet
- Exam 1 On API 510 Code .Close BookDocument24 pagesExam 1 On API 510 Code .Close Bookdjaber abadlia100% (1)
- 01 Samss 016Document13 pages01 Samss 016Jeck MaquitedNo ratings yet
- Pre Qualification DocumentDocument65 pagesPre Qualification DocumentPhanHatham100% (1)
- JB4726-2000 Chinese StandandDocument17 pagesJB4726-2000 Chinese Standandsiens2304No ratings yet
- Probabilistic Fracture Mechanics and Fatigue MethodsDocument221 pagesProbabilistic Fracture Mechanics and Fatigue MethodsMarcel Silva100% (1)
- Nasa Technical Standard NASA-STD-5012BDocument47 pagesNasa Technical Standard NASA-STD-5012BNavamani PrakashNo ratings yet
- Design of Pressure Vessel by Amanuel Minale .Wolkite UniversityDocument41 pagesDesign of Pressure Vessel by Amanuel Minale .Wolkite UniversityAdam AndualemNo ratings yet
- GB150 3-2011en PDFDocument271 pagesGB150 3-2011en PDFirfanlarikhotmailcom100% (2)
- Pressure Vessel Rivets Welded Joints MDSP PrimeDocument16 pagesPressure Vessel Rivets Welded Joints MDSP PrimeIvanNo ratings yet
- Difference-between-MAWP and Design PressureDocument2 pagesDifference-between-MAWP and Design Pressure이가람100% (1)
- Chart Energy & Chemicals IOM ManualDocument32 pagesChart Energy & Chemicals IOM ManualfeedericodecuzziNo ratings yet
- Qa/Qc Mechanical Inspection Engineer Resume: Buvanes222@yahoo - Co.inDocument5 pagesQa/Qc Mechanical Inspection Engineer Resume: Buvanes222@yahoo - Co.inpradeep100% (2)
- Standards Description: 1-American Petroleum Institute (API)Document9 pagesStandards Description: 1-American Petroleum Institute (API)Mohammed Samy DarwishNo ratings yet
- PSV and FlareDocument116 pagesPSV and FlareShanmuga Muthukumar100% (6)
- Bcga Code of Practice CP 33: The Bulk Storage of Gaseous Hydrogen at Users' PremisesDocument23 pagesBcga Code of Practice CP 33: The Bulk Storage of Gaseous Hydrogen at Users' PremisesshailendraNo ratings yet
- Operation Manual 1 SamgongDocument60 pagesOperation Manual 1 SamgongMustafa GözütokNo ratings yet
- Iacs - UrDocument247 pagesIacs - UrDenny AgusNo ratings yet
- 32-Samss-036. Small Pressure VesselDocument33 pages32-Samss-036. Small Pressure VesseledwinNo ratings yet
- Astm A266x 2021Document5 pagesAstm A266x 2021amitNo ratings yet
- Asme Viii Pressure Vessels Full English 1Document5 pagesAsme Viii Pressure Vessels Full English 1Sterling100% (1)
- Part A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves FurnacesDocument25 pagesPart A1 Chapter 2 - ASME Code Calculations Stayed Surfaces Safety Valves Furnacesfujiman35100% (1)
- Calculation of Working Pressure For Cylindrical Vessel Under External PressureDocument7 pagesCalculation of Working Pressure For Cylindrical Vessel Under External Pressuremiftahul hidayahNo ratings yet
- 32 Samss 007Document38 pages32 Samss 007naruto256No ratings yet
- Senior Lead Mechanical Engineer in Houston TX Resume Jim WadeDocument7 pagesSenior Lead Mechanical Engineer in Houston TX Resume Jim WadeJim WadeNo ratings yet