You might also like
- 814 1991Document32 pages814 1991Balasubramanian Singaravelu100% (1)
- Amendment No. 1 November 2012 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationDocument4 pagesAmendment No. 1 November 2012 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationThetarun100% (1)
- 269 2015 Reff2020Document13 pages269 2015 Reff2020sunil kumar sharmaNo ratings yet
- Is 6006Document19 pagesIs 6006Sathish KumarNo ratings yet
- Amendment No. 4 July 2019 TO Is 1786: 2008 High Strength Deformed Steel Bars and Wires For Concrete Reinforcement - SpecificationDocument2 pagesAmendment No. 4 July 2019 TO Is 1786: 2008 High Strength Deformed Steel Bars and Wires For Concrete Reinforcement - SpecificationOMEGA CONSULTANT SERVICESNo ratings yet
- Is 16651-2017Document18 pagesIs 16651-2017Assistant Coordinator Business DevelopmentNo ratings yet
- Is 4218 4 2001Document9 pagesIs 4218 4 2001Milan PitrodaNo ratings yet
- Is 7861 Part-II Code of Practice For Extreme Weather Concr.182114718Document26 pagesIs 7861 Part-II Code of Practice For Extreme Weather Concr.182114718Neti N MurtyNo ratings yet
- RE Wall Drawing For Structure 31+329 & 31+820Document25 pagesRE Wall Drawing For Structure 31+329 & 31+820Vibekananda MohantyNo ratings yet
- IRC SP 98-2020 Final For EmailDocument18 pagesIRC SP 98-2020 Final For EmailcricketloversiitNo ratings yet
- MORTH Specification Book 4th RevisionDocument618 pagesMORTH Specification Book 4th Revisionfugga80% (10)
- Draft Indian Standard: Bureau of Indian StandardsDocument9 pagesDraft Indian Standard: Bureau of Indian StandardsPavan KumarNo ratings yet
- Is SP 23 1982 PDFDocument151 pagesIs SP 23 1982 PDFMano MaddulaNo ratings yet
- Quality of Blanket Material RDSODocument13 pagesQuality of Blanket Material RDSOVijay Soni100% (1)
- Irc 097-1987Document10 pagesIrc 097-1987kruttika_apNo ratings yet
- Railway USSORDocument123 pagesRailway USSORPrincipal DPWTCNo ratings yet
- Is 15388 (2003) - Specification For Silica FumeDocument13 pagesIs 15388 (2003) - Specification For Silica FumeN GANESAMOORTHYNo ratings yet
- Amendment No 56 To The SOP of RVNLDocument2 pagesAmendment No 56 To The SOP of RVNLRVNLPKG6B VBL-GTLM100% (1)
- Policy Circular No. 12.22Document1 pagePolicy Circular No. 12.22Karthik Reddy ArekutiNo ratings yet
- IS 456 2016 Google SearchDocument2 pagesIS 456 2016 Google Searchvasudeo_eeNo ratings yet
- Indian RDSO-Guidelines For HSFG Bolts On India RailDocument16 pagesIndian RDSO-Guidelines For HSFG Bolts On India RailUpaliFernando100% (1)
- 102Document10 pages102ahindra_kar100% (1)
- Aashto - Catalog, Volume 1, 2019 PDFDocument28 pagesAashto - Catalog, Volume 1, 2019 PDFMiroslavNo ratings yet
- Is 383 03092019 PDFDocument14 pagesIs 383 03092019 PDFjitender100% (1)
- MoRTH Research Scheme R-81) PDFDocument182 pagesMoRTH Research Scheme R-81) PDFSunil BoseNo ratings yet
- Licensed To Arun Kumar Das: (Reaffirmed 2002)Document11 pagesLicensed To Arun Kumar Das: (Reaffirmed 2002)Indira BanerjeeNo ratings yet
- 1786 4Document2 pages1786 4Indira BanerjeeNo ratings yet
- Is 2250 1981 PDFDocument36 pagesIs 2250 1981 PDFChockalingamNo ratings yet
- IS 2720 Part 1Document11 pagesIS 2720 Part 1kalam202020100% (1)
- 455 2015 Portland Slag CementAMD1 Reff2020Document14 pages455 2015 Portland Slag CementAMD1 Reff2020Debabrata PalNo ratings yet
- Parameters in Accordance With Fib Bulletin 20Document2 pagesParameters in Accordance With Fib Bulletin 20Inoshan Madushika JayawickramaNo ratings yet
- Tentative Seniority List of AEsDocument29 pagesTentative Seniority List of AEsNehaSharmaNo ratings yet
- Precast Concrete Kerbs, Channels, Edging, Quadrants and Other Associated Fittings - SpecificationDocument22 pagesPrecast Concrete Kerbs, Channels, Edging, Quadrants and Other Associated Fittings - SpecificationChandra Sekhar Babu GanjiNo ratings yet
- 0005 India Regulation On CoatingDocument33 pages0005 India Regulation On Coatingagustinusset100% (2)
- Method of Test For Permeability of Cement Mortar and Concrete 3085 PDFDocument12 pagesMethod of Test For Permeability of Cement Mortar and Concrete 3085 PDFSravan Kumar100% (1)
- MBIU Report Gorakhpur BypassDocument167 pagesMBIU Report Gorakhpur BypassRaghav SharmaNo ratings yet
- Toilet BlockDocument21 pagesToilet BlocklkovijayNo ratings yet
- Hincol Company ProfileDocument9 pagesHincol Company ProfileVenkateswaraRaoPothinaNo ratings yet
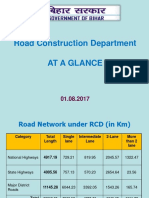
- RCD Bihar at A Glance 2017Document147 pagesRCD Bihar at A Glance 2017HR NagalandNo ratings yet
- Is 1786 A2Document1 pageIs 1786 A2sivaramNo ratings yet
- Iwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudDocument38 pagesIwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudPratik KharmateNo ratings yet
- PQC Design Tunnel PTLGDocument31 pagesPQC Design Tunnel PTLGrao shoaibNo ratings yet
- Adoption of Geo-Composites in Construction of RE WallsDocument1 pageAdoption of Geo-Composites in Construction of RE WallsVijayakrishna SingamsettiNo ratings yet
- Is 269-2015 PDFDocument13 pagesIs 269-2015 PDFSabari Nathan100% (1)
- Is 9142 Part 1 2018Document14 pagesIs 9142 Part 1 2018Varun GuggilamNo ratings yet
- IS Code ListDocument4 pagesIS Code Listasif_rahman06No ratings yet
- Schedule of Rates 2010 Northern Railway PDFDocument248 pagesSchedule of Rates 2010 Northern Railway PDFYong Shen LimNo ratings yet
- 2021 Annex C &DDocument24 pages2021 Annex C &DSaurav Kumar100% (1)
- Is 228 (Part1) - Methods For Chemical Analysis of Steels - Determination of Carbon by Volumetric MethodDocument4 pagesIs 228 (Part1) - Methods For Chemical Analysis of Steels - Determination of Carbon by Volumetric Methodjjosej100% (1)
- Highway EngineeringDocument26 pagesHighway EngineeringhariNo ratings yet
- Irc 063-1976Document9 pagesIrc 063-1976kruttika_apNo ratings yet
- Sma Final Code - IRC SP 79 2023 First Revision-03.12.2023Document23 pagesSma Final Code - IRC SP 79 2023 First Revision-03.12.2023SRINIVASNo ratings yet
- NH Sor-Compressed 10082019Document315 pagesNH Sor-Compressed 10082019AmajdNo ratings yet
- 2721 Chain LinkDocument8 pages2721 Chain LinkPankaj GargNo ratings yet
- IRC CatalogueDocument12 pagesIRC CatalogueMohnish Kaushal100% (1)
- Irc 25Document10 pagesIrc 25ਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟNo ratings yet
- 1786 Amendments1Document4 pages1786 Amendments1kiranNo ratings yet
- Is 1786 2008Document19 pagesIs 1786 2008Anonymous YHcvra8Xw6No ratings yet
- Structural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Document16 pagesStructural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Achuthan Kannankutty100% (2)
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDocument6 pagesSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedOrkun OrhanNo ratings yet
- IRC SP 112-2017 Manual For Quality Control in Road & Bridge WorksDocument111 pagesIRC SP 112-2017 Manual For Quality Control in Road & Bridge WorksKRamana Reddy75% (4)
- Iso 3677 2016Document8 pagesIso 3677 2016sukanta420No ratings yet
- Is 4905 - 1968 Methods For Random Sampling PDFDocument39 pagesIs 4905 - 1968 Methods For Random Sampling PDFbala subramanyamNo ratings yet
- Amendment To IS 456 5th July 2019Document7 pagesAmendment To IS 456 5th July 2019Vardhman Kothari100% (1)
- Amendment 1 of IS - 1786-2008Document11 pagesAmendment 1 of IS - 1786-2008sukanta420No ratings yet
- Delhi Metro MapDocument1 pageDelhi Metro Mapsukanta420No ratings yet
- Specification For 53 Grade Ordinary Portland CementDocument7 pagesSpecification For 53 Grade Ordinary Portland Cementsukanta420No ratings yet
- 4990Document17 pages4990voicegvkrNo ratings yet
- Materials ManualDocument720 pagesMaterials Manualsukanta420100% (1)
- AMIE Material Science Engineering Notes PDFDocument59 pagesAMIE Material Science Engineering Notes PDFSrimannarayana Nandam100% (4)
- Pellicon 2 Validation Guide PDFDocument45 pagesPellicon 2 Validation Guide PDFtakwahs12135No ratings yet
- Comparative Study On Serial and Parallel Manipulators - ReviewDocument23 pagesComparative Study On Serial and Parallel Manipulators - ReviewShaik Himam SahebNo ratings yet
- End of Summer Course Test August 2021Document16 pagesEnd of Summer Course Test August 2021Thanh Nguyen vanNo ratings yet
- Ruhangawebare Kalemera Godfrey Thesis PDFDocument116 pagesRuhangawebare Kalemera Godfrey Thesis PDFYoobsan Tamiru TTolaaNo ratings yet
- Test 8 D - Unit 2Document3 pagesTest 8 D - Unit 2IONELA MIHAELA POPANo ratings yet
- Mega StructuresDocument2 pagesMega StructuresSanthosh KumarNo ratings yet
- Eco Exercise 3answer Ans 1Document8 pagesEco Exercise 3answer Ans 1Glory PrintingNo ratings yet
- Birla MEEP Op ManualDocument43 pagesBirla MEEP Op ManualAshok ChettiyarNo ratings yet
- Gujral FCMDocument102 pagesGujral FCMcandiddreamsNo ratings yet
- Management of DredgedExcavated SedimentDocument17 pagesManagement of DredgedExcavated SedimentMan Ho LamNo ratings yet
- Hashimoto's Thyroiditis: Veena RedkarDocument10 pagesHashimoto's Thyroiditis: Veena RedkarSan RedkarNo ratings yet
- BIO 201 Chapter 11 LectureDocument34 pagesBIO 201 Chapter 11 LectureDrPearcyNo ratings yet
- Assessment of Diabetic FootDocument7 pagesAssessment of Diabetic FootChathiya Banu KrishenanNo ratings yet
- VavDocument8 pagesVavkprasad_56900No ratings yet
- DIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Document5 pagesDIVAR IP All-In-One 7000 3U Datasheet 51 en 66297110155Javier RochaNo ratings yet
- Aquaculture Scoop May IssueDocument20 pagesAquaculture Scoop May IssueAquaculture ScoopNo ratings yet
- Welcome To Our 2Nd Topic: History of VolleyballDocument6 pagesWelcome To Our 2Nd Topic: History of VolleyballDharyn KhaiNo ratings yet
- WeeklyDocument8 pagesWeeklyivaldeztNo ratings yet
- Maintenance Páginas-509-580Document72 pagesMaintenance Páginas-509-580Alexandra Gabriela Pacheco PrietoNo ratings yet
- Bchem 455 - Module 3Document42 pagesBchem 455 - Module 3WilliamNo ratings yet
- AS and A Level: ChemistryDocument11 pagesAS and A Level: ChemistryStingy BieNo ratings yet
- Theoretical CyclesDocument49 pagesTheoretical CyclesMariaEzzaSyUyNo ratings yet
- FactSet London OfficeDocument1 pageFactSet London OfficeDaniyar KaliyevNo ratings yet
- Kaged Muscle Magazine Issue 1Document41 pagesKaged Muscle Magazine Issue 1hashimhafiz1100% (1)
- OPTCL-Fin-Bhw-12Document51 pagesOPTCL-Fin-Bhw-12Bimal Kumar DashNo ratings yet
- Integration ConceptDocument34 pagesIntegration ConceptJANELLA ALVAREZNo ratings yet
- Raneem AlbazazDocument33 pagesRaneem AlbazazGordana PuzovicNo ratings yet
- Pusheen With Donut: Light Grey, Dark Grey, Brown, RoséDocument13 pagesPusheen With Donut: Light Grey, Dark Grey, Brown, RosémafaldasNo ratings yet
- 9A02502 Transmission of Electric PowerDocument6 pages9A02502 Transmission of Electric PowersivabharathamurthyNo ratings yet
- Asme b16-25Document22 pagesAsme b16-25JamesNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 3 out of 5 stars3/5 (1)
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)