You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Vernier Calipers (Procedure) - Class 11 - Physics - Amrita Online LabDocument3 pagesVernier Calipers (Procedure) - Class 11 - Physics - Amrita Online Labgetashishvaid100% (1)
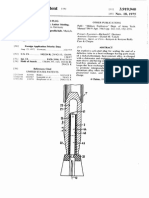
- Us 2575871Document3 pagesUs 2575871erwerNo ratings yet
- Us 4497676Document5 pagesUs 4497676erwerNo ratings yet
- July 3, J 1923. ' 1,461,013: H. D. HodgeDocument4 pagesJuly 3, J 1923. ' 1,461,013: H. D. HodgeerwerNo ratings yet
- Patented Oct. 18, 1932: Black Powder Compositions by Incorporating Ing Co-Pending Application of Bringing AboutDocument2 pagesPatented Oct. 18, 1932: Black Powder Compositions by Incorporating Ing Co-Pending Application of Bringing AbouterwerNo ratings yet
- Us 2841481Document5 pagesUs 2841481erwerNo ratings yet
- Us 4068589Document9 pagesUs 4068589erwerNo ratings yet
- Us 4881993Document3 pagesUs 4881993erwerNo ratings yet
- Adulph Frank, of Charlqtteh: Lilo. 792,511., Tetented (Limo 13, FigiltinDocument2 pagesAdulph Frank, of Charlqtteh: Lilo. 792,511., Tetented (Limo 13, FigiltinerwerNo ratings yet
- Us 3919940Document4 pagesUs 3919940erwerNo ratings yet
- ,united States Patent Office: Patented Feb. 7, 1950Document4 pages,united States Patent Office: Patented Feb. 7, 1950erwerNo ratings yet
- Us 3020181Document3 pagesUs 3020181erwerNo ratings yet
- Chum/W: April 8, 194?. H. C. HebardDocument3 pagesChum/W: April 8, 194?. H. C. HebarderwerNo ratings yet
- Us 2700603Document1 pageUs 2700603erwerNo ratings yet
- Us 4570540Document3 pagesUs 4570540erwerNo ratings yet
- Us 2966822Document5 pagesUs 2966822erwerNo ratings yet
- Effect of Temperature on Diesel HydrotreatingDocument6 pagesEffect of Temperature on Diesel HydrotreatingArchana RaviNo ratings yet
- PHY 310 Modern Physics Course OutlineDocument6 pagesPHY 310 Modern Physics Course OutlineNur HamizahNo ratings yet
- CHE 202 TUTORIAL QUESTIONSDocument6 pagesCHE 202 TUTORIAL QUESTIONSFawziyyah AgboolaNo ratings yet
- ReynaDocument8 pagesReynaLuke BelmarNo ratings yet
- One Liners Geography Final PDFDocument10 pagesOne Liners Geography Final PDFanmolsaini01No ratings yet
- Chemical Reactor Design-CHEM-E7135: Yongdan LiDocument57 pagesChemical Reactor Design-CHEM-E7135: Yongdan Likiranpatil1014532No ratings yet
- Geochemistry of Coal Mine DrainageDocument22 pagesGeochemistry of Coal Mine DrainageFirmanullahyusufNo ratings yet
- BIOCHEMISTRY CARBOHYDRATESDocument100 pagesBIOCHEMISTRY CARBOHYDRATESJiezl Abellano AfinidadNo ratings yet
- Lab Report 5 BMBDocument6 pagesLab Report 5 BMBJennifer Driskell100% (1)
- Overview of In-Orbit Radiation Induced Spacecraft Anomalies: R. Ecoffet, Member, IEEEDocument25 pagesOverview of In-Orbit Radiation Induced Spacecraft Anomalies: R. Ecoffet, Member, IEEEalexanderNo ratings yet
- MPA4112Document128 pagesMPA4112José Esteban Mascareña VázquezNo ratings yet
- Ficha Tecnica ZeolitaDocument1 pageFicha Tecnica ZeolitaPaulette Brocel ZeballosNo ratings yet
- The Dirac Sea and The AetherDocument8 pagesThe Dirac Sea and The AetherFrederick David TombeNo ratings yet
- Simulation Propylene PropaneDocument6 pagesSimulation Propylene PropaneFabrizzio Renzo Chanco CapuchoNo ratings yet
- 7697A HeadspaceSamplers Site Preparation GuideDocument28 pages7697A HeadspaceSamplers Site Preparation GuidedriveNo ratings yet
- 1983 Book Atomistics of FractureDocument1,043 pages1983 Book Atomistics of FractureHuynh ThuongNo ratings yet
- HW 6 SolDocument13 pagesHW 6 SolAleffSantosNo ratings yet
- Lecture-1-Fluid PropertiesDocument38 pagesLecture-1-Fluid PropertiesCh ZainNo ratings yet
- Mock TestDocument4 pagesMock TestRufa NarioNo ratings yet
- SGK Hoa Hoc 10 PDFDocument176 pagesSGK Hoa Hoc 10 PDFAnkinNh100% (1)
- Extraction and Selective Purification of Gallium (III), Vanadium (IV) From Aluminum (III) Contained Acid Sulphate Solutions Using D2ehfaDocument5 pagesExtraction and Selective Purification of Gallium (III), Vanadium (IV) From Aluminum (III) Contained Acid Sulphate Solutions Using D2ehfaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Jinsoon Choi Dong Jin Suh (2007) - Catalytic Applications of Aerogels., 11 (3)Document11 pagesJinsoon Choi Dong Jin Suh (2007) - Catalytic Applications of Aerogels., 11 (3)EcNo ratings yet
- Energy Dispersive X-Ray Spectroscopy (EDX)Document6 pagesEnergy Dispersive X-Ray Spectroscopy (EDX)Ali Raza100% (2)
- E-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFDocument10 pagesE-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFSamar HusainNo ratings yet
- Introduction To Second QuantizationDocument34 pagesIntroduction To Second QuantizationPABLO ISMAEL LUJAN PRADONo ratings yet
- Equilibrium of Rigid BodiesDocument13 pagesEquilibrium of Rigid BodiesFarhad AliNo ratings yet
- Instrumental ChemistryDocument3 pagesInstrumental ChemistrypepeNo ratings yet
- Fenofibrate Impurities Manufacturer - Fenofibrate Impurity A, B, C, D, E, F, G - Olympus Chemicals & FertilizersDocument13 pagesFenofibrate Impurities Manufacturer - Fenofibrate Impurity A, B, C, D, E, F, G - Olympus Chemicals & Fertilizersolympus impuritiesNo ratings yet
- Peñon MineralizacionDocument4 pagesPeñon MineralizacionramondiaznNo ratings yet