You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Martin FairleyDocument8 pagesMartin FairleyVishalNo ratings yet
- FNW CommoditiesPVFSpecSalesSheetDocument28 pagesFNW CommoditiesPVFSpecSalesSheetVishalNo ratings yet
- Calculation Software of The Surface AreaDocument4 pagesCalculation Software of The Surface AreaVishalNo ratings yet
- Design of AgitatorDocument6 pagesDesign of AgitatorVishalNo ratings yet
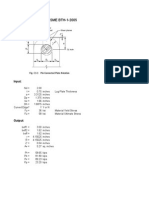
- Lifting Lug Design Per ASME BTH-1-2005: InputDocument4 pagesLifting Lug Design Per ASME BTH-1-2005: InputcoolkaisyNo ratings yet
- Basic Pump Formulas: TDH 184.8 TDH ResultDocument4 pagesBasic Pump Formulas: TDH 184.8 TDH ResultVishal100% (1)
- Storage TankDocument5 pagesStorage TankVishalNo ratings yet
- Calculation Sheet For Flares: User Supplied Inputs (Grey Cells)Document1 pageCalculation Sheet For Flares: User Supplied Inputs (Grey Cells)VishalNo ratings yet
- Taper CalculatorDocument1 pageTaper CalculatorVishalNo ratings yet
- Cone BottomDocument1 pageCone BottomVishalNo ratings yet
- Bend AllowanceDocument4 pagesBend AllowanceVishalNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Agrofarm 410 420 430 LP EN 02 12Document119 pagesAgrofarm 410 420 430 LP EN 02 12Lacatusu Mircea100% (1)
- TRF InspectionDocument15 pagesTRF InspectionSonny RaymundoNo ratings yet
- Question Set 1 PDFDocument6 pagesQuestion Set 1 PDFSeljen AceNo ratings yet
- Filtro Carbon ActivoDocument1 pageFiltro Carbon ActivoZzmangostazZNo ratings yet
- Circuit A Pression Prioritaire Proportionnelle Compensee 3PCDocument22 pagesCircuit A Pression Prioritaire Proportionnelle Compensee 3PCEbrahem Ahmed Hafez100% (3)
- Propeller Shaft: Models FA and FBDocument15 pagesPropeller Shaft: Models FA and FBKomatsu Perkins HitachiNo ratings yet
- 4011b PDFDocument46 pages4011b PDFlungu mihaiNo ratings yet
- Poster On Quantifying Atomic Vibration at Solid Liquid InterfaceDocument1 pagePoster On Quantifying Atomic Vibration at Solid Liquid InterfaceDeep PatelNo ratings yet
- Multi ElementDocument1 pageMulti Elementapi-3703371No ratings yet
- PROBLEM 17.137: SolutionDocument7 pagesPROBLEM 17.137: SolutiontaNo ratings yet
- 5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperDocument13 pages5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperpeterNo ratings yet
- ControlFlow GateValveDocument37 pagesControlFlow GateValveclaudio godinezNo ratings yet
- AUMA enDocument60 pagesAUMA enEmma AlexandruNo ratings yet
- NEW NEW: Silent Diesel Generating SetsDocument2 pagesNEW NEW: Silent Diesel Generating SetsMladen MarićNo ratings yet
- Electrical Systems Console (S - N 512911001 - 512911999) - 331Document3 pagesElectrical Systems Console (S - N 512911001 - 512911999) - 331Ronaldo Javier Vergara AnayaNo ratings yet
- Grundfosliterature 6014937 PDFDocument8 pagesGrundfosliterature 6014937 PDFIbrahima BANo ratings yet
- Quasiturbine EngineDocument16 pagesQuasiturbine Engineapi-238832008100% (1)
- Transducer: TypesDocument39 pagesTransducer: Typestujuh belasNo ratings yet
- 2600 Peeler Scrubber Eng No MarksDocument2 pages2600 Peeler Scrubber Eng No MarksWillian BarrosNo ratings yet
- SY16 Maintenance ManualDocument148 pagesSY16 Maintenance ManualAndres SorinNo ratings yet
- Wind Analysis (Print)Document43 pagesWind Analysis (Print)Limwell AquinoNo ratings yet
- Schwing SP 500 EnglishDocument222 pagesSchwing SP 500 EnglishManuel Andres Manrique Lopez92% (12)
- EXCW Hyndai R140W-9SDocument10 pagesEXCW Hyndai R140W-9SImron RosyadiNo ratings yet
- Interacción Suelo EstructuraDocument10 pagesInteracción Suelo EstructuraDar FallNo ratings yet
- Assembly and Disaassembly of PumpsDocument5 pagesAssembly and Disaassembly of Pumpsshin deiru100% (1)
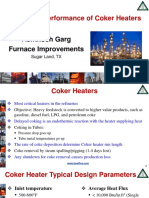
- AFRC - Improving Performance of Coker HeatersDocument29 pagesAFRC - Improving Performance of Coker Heatersashutosh_garg_10No ratings yet
- 9 Storage TanksDocument10 pages9 Storage TanksFebriannada Abiyyu100% (1)
- Design of Helical SpringsDocument60 pagesDesign of Helical SpringsKelvin Kindice MapurisaNo ratings yet
- Angular GripperDocument12 pagesAngular GripperAman RajNo ratings yet
- The Laws of Motion: Physics Experiment Project Lab ReportDocument18 pagesThe Laws of Motion: Physics Experiment Project Lab Reportapi-335646206No ratings yet