You might also like
- Wind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsFrom EverandWind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsNo ratings yet
- Parametric Modelling of Large Wind Turbine Blades: Paul A. Bonnet, and Geoff DuttonDocument15 pagesParametric Modelling of Large Wind Turbine Blades: Paul A. Bonnet, and Geoff DuttonhoudiefaNo ratings yet
- 1 s2.0 S019689049900103X MainDocument32 pages1 s2.0 S019689049900103X MainAndreza CardosoNo ratings yet
- 0011 Structural Design of A Composite Wind Turbine Blade Using FiniteDocument8 pages0011 Structural Design of A Composite Wind Turbine Blade Using FiniteKhalil DeghoumNo ratings yet
- Design NACA63215 Airfoil Wind Turbine BladeDocument9 pagesDesign NACA63215 Airfoil Wind Turbine BladeJorge VarelaNo ratings yet
- 24 Struktur Wind TurbinDocument8 pages24 Struktur Wind TurbinErwin BondanNo ratings yet
- Diseño Aerogenerador1Document32 pagesDiseño Aerogenerador1mac_08No ratings yet
- Lit 14 ASEE - 2009-TB3 - 1Document9 pagesLit 14 ASEE - 2009-TB3 - 1kumarpskNo ratings yet
- Structural Investigation of Composite Wind Turbine Blade Considering Various Load Cases and Fatigue LifeDocument14 pagesStructural Investigation of Composite Wind Turbine Blade Considering Various Load Cases and Fatigue LifeNabeel YounasNo ratings yet
- Design and Testing of A Universal Motor Using A Soft Magnetic Composite StatorDocument5 pagesDesign and Testing of A Universal Motor Using A Soft Magnetic Composite StatorGagandeepSinghWaliaNo ratings yet
- Analysis of Axial Flux MotorDocument4 pagesAnalysis of Axial Flux MotorAvi GuptaNo ratings yet
- 3D Simulation (5MW) of Wind Turbine Rotors at Full Scale. Part I - GeometryDocument29 pages3D Simulation (5MW) of Wind Turbine Rotors at Full Scale. Part I - GeometryAbdel Salam AlsabaghNo ratings yet
- Impact of Blade Geometry Differences For The CFD Performance Analysis of Existing TurbinesDocument11 pagesImpact of Blade Geometry Differences For The CFD Performance Analysis of Existing TurbinesFabio FolpiniNo ratings yet
- Fatigue Analysis of Girth Gear of A Rotary DryerDocument16 pagesFatigue Analysis of Girth Gear of A Rotary DryertaghdirimNo ratings yet
- .....Document14 pages.....55MESuman sahaNo ratings yet
- Fracture Analysis of Wind Turbine Main Shaft PDFDocument11 pagesFracture Analysis of Wind Turbine Main Shaft PDFKaio Dos Santos SilvaNo ratings yet
- Smart Structure For Small Wind Turbine BDocument10 pagesSmart Structure For Small Wind Turbine BalaskaNo ratings yet
- CFD Analysis of Automotive Ventilated Disc Brake Rotor: Amol V. More, Prof - Sivakumar RDocument5 pagesCFD Analysis of Automotive Ventilated Disc Brake Rotor: Amol V. More, Prof - Sivakumar RSai Krishna SKNo ratings yet
- Structural_modification_of_a_steam_turbine_bladeDocument7 pagesStructural_modification_of_a_steam_turbine_bladeEMS CommerceNo ratings yet
- Vibrational Behaviour of The Turbo Generator Stator End Winding in CaseDocument12 pagesVibrational Behaviour of The Turbo Generator Stator End Winding in Casekoohestani_afshin50% (2)
- Vibration Analysis of An Induction MotorDocument25 pagesVibration Analysis of An Induction Motorrahul reddyNo ratings yet
- Structural-Response Analysis, Fatigue-Life Prediction, and Material Selection For 1 MW Horizontal-Axis Wind-Turbine BladesDocument12 pagesStructural-Response Analysis, Fatigue-Life Prediction, and Material Selection For 1 MW Horizontal-Axis Wind-Turbine Bladesmac_08No ratings yet
- Design of Horizontal Axis Tidal TurbinesDocument8 pagesDesign of Horizontal Axis Tidal TurbinesMarwa ElzalabaniNo ratings yet
- Analysis and Design Optimization of An Improved AxDocument9 pagesAnalysis and Design Optimization of An Improved AxSubrat DasNo ratings yet
- (20634269 - International Review of Applied Sciences and Engineering) Numerical Modal Analysis of A 850 KW Wind Turbine Steel TowerDocument9 pages(20634269 - International Review of Applied Sciences and Engineering) Numerical Modal Analysis of A 850 KW Wind Turbine Steel TowerAmela ShahiniNo ratings yet
- Wind Rotor Blade Construction - ITDG PDFDocument27 pagesWind Rotor Blade Construction - ITDG PDFDavid Merayo FernándezNo ratings yet
- SolarDocument9 pagesSolarPablo TrujilloNo ratings yet
- Wind Turbine Blade Design ThesisDocument5 pagesWind Turbine Blade Design Thesissandrawoodtopeka100% (2)
- Experimental Thermal and Fluid Science: Kazumasa Ameku, Baku M. Nagai, Jitendro Nath RoyDocument8 pagesExperimental Thermal and Fluid Science: Kazumasa Ameku, Baku M. Nagai, Jitendro Nath RoyBhagyashree KadaleNo ratings yet
- Effect of Tip Speed Ratio on H-Darrieus Wind Turbine PerformanceDocument8 pagesEffect of Tip Speed Ratio on H-Darrieus Wind Turbine PerformanceFares NasserNo ratings yet
- E3sconf Icmpc2023 01254Document8 pagesE3sconf Icmpc2023 01254I Made Widhi SuryawanNo ratings yet
- Stress Behaviour Improvement of Automobile Flywheel Under High Centrifugal ForcesDocument6 pagesStress Behaviour Improvement of Automobile Flywheel Under High Centrifugal ForcesParag NaikNo ratings yet
- Aerodynamic Optimization and Open Field Testing of A 1 KW Vertical-Axis Wind TurbineDocument10 pagesAerodynamic Optimization and Open Field Testing of A 1 KW Vertical-Axis Wind Turbinemtl0612No ratings yet
- Wind Turbine Building For Saving Home Electricity: Mohammed Jasim Mohammed, Salam MohammedDocument8 pagesWind Turbine Building For Saving Home Electricity: Mohammed Jasim Mohammed, Salam MohammedyunanNo ratings yet
- The Aerodynamic Shape Optimization For A Small Horizontal Axis Wind Turbine Blades at Low Reynolds NumberDocument12 pagesThe Aerodynamic Shape Optimization For A Small Horizontal Axis Wind Turbine Blades at Low Reynolds NumberTJPRC PublicationsNo ratings yet
- Ac 2010-2282: A Practical Blade Manufacturing Technique For A Wind Turbine Design Project in A Renewable Energy Engineering CourseDocument11 pagesAc 2010-2282: A Practical Blade Manufacturing Technique For A Wind Turbine Design Project in A Renewable Energy Engineering CourseUdhasu NayakNo ratings yet
- A7.3 BrownDocument10 pagesA7.3 Browndai83No ratings yet
- A New Design of Blade For Small Horizontal-Axis Wind Turbine With Low Wind Speed OperationDocument7 pagesA New Design of Blade For Small Horizontal-Axis Wind Turbine With Low Wind Speed OperationKarthi KeyanNo ratings yet
- Vibration Analysis of An Induction MotorDocument25 pagesVibration Analysis of An Induction MotorSanthosh KumarNo ratings yet
- Structural Optimization Procedure of A Composite Wind Turbine Blade For Reducing Both Material Cost and Blade WeightDocument20 pagesStructural Optimization Procedure of A Composite Wind Turbine Blade For Reducing Both Material Cost and Blade WeightNasser ShelilNo ratings yet
- Abu Talib CDSDocument8 pagesAbu Talib CDSMatthew SmithNo ratings yet
- 2003 Design of A New Axial Flux Permanent Magnet Generator For Hybrid Electric VehiclesDocument5 pages2003 Design of A New Axial Flux Permanent Magnet Generator For Hybrid Electric VehiclesFazal Karim MahsudNo ratings yet
- VIBRATION ANALYSES OF THE WIND TURBINE BLADEDocument6 pagesVIBRATION ANALYSES OF THE WIND TURBINE BLADEsunderrajansmNo ratings yet
- Design and Analysis of Highway Windmill Electric GenerationDocument5 pagesDesign and Analysis of Highway Windmill Electric GenerationAJER JOURNALNo ratings yet
- Wind Tunnel DesignDocument9 pagesWind Tunnel Designgumua100% (1)
- Design and Implementation of A Controllable ModelDocument11 pagesDesign and Implementation of A Controllable ModelNour3' 'No ratings yet
- High Torque Nozzle MK66Document12 pagesHigh Torque Nozzle MK66Sergio SacristanNo ratings yet
- Design & Failure Analysis of Solar Street Light Pole Under Wind Load EffectDocument4 pagesDesign & Failure Analysis of Solar Street Light Pole Under Wind Load EffectRahul GautamNo ratings yet
- Optimization of Welding Joint Between Tower and Bottom Flange Based On Residual Stress Considerations in A Wind Turbine 1Document7 pagesOptimization of Welding Joint Between Tower and Bottom Flange Based On Residual Stress Considerations in A Wind Turbine 1esmaeel ghafariNo ratings yet
- 570 3146 1 PBDocument9 pages570 3146 1 PBPaulo Augusto StrobelNo ratings yet
- Wind Turbine Blade ThesisDocument4 pagesWind Turbine Blade Thesischerylbrownprovo100% (2)
- Design of Water Brake DynamometerDocument6 pagesDesign of Water Brake DynamometerSúta SzalaiNo ratings yet
- Wind Turbine Final ReportDocument47 pagesWind Turbine Final ReportPrafitri KurniawanNo ratings yet
- Thermal Characteristics of The Spindle Bearing System With A Gear Located On The Bearing SpanDocument14 pagesThermal Characteristics of The Spindle Bearing System With A Gear Located On The Bearing SpanVenkat KrishnaNo ratings yet
- Wind Turbine Gearbox Technologies: April 2010Document19 pagesWind Turbine Gearbox Technologies: April 2010Adarsh ShindeNo ratings yet
- Contact Pressure Validation of Steam Turbine CasingDocument6 pagesContact Pressure Validation of Steam Turbine Casingshashank sharmaNo ratings yet
- Electromagnetic Design of SynchronousDocument6 pagesElectromagnetic Design of SynchronousedumacerenNo ratings yet
- Small Wind: Planning and Building Successful InstallationsFrom EverandSmall Wind: Planning and Building Successful InstallationsRating: 5 out of 5 stars5/5 (2)
- Wind Sheer: It Is The Vertical Gradient in The Wind Velocity Developed Because of The FrictionDocument12 pagesWind Sheer: It Is The Vertical Gradient in The Wind Velocity Developed Because of The FrictionAnonymous 80p9OVNo ratings yet
- Wind Sheer: It Is The Vertical Gradient in The Wind Velocity Developed Because of The FrictionDocument12 pagesWind Sheer: It Is The Vertical Gradient in The Wind Velocity Developed Because of The FrictionAnonymous 80p9OVNo ratings yet
- Change LogDocument2 pagesChange LogAnonymous 80p9OVNo ratings yet
- Ffap V 110 Dynstall PDFDocument56 pagesFfap V 110 Dynstall PDFAnonymous 80p9OVNo ratings yet
- AeroDyn PDFDocument60 pagesAeroDyn PDFAnonymous 80p9OVNo ratings yet
- Me509 FN sp2016 Sol PDFDocument8 pagesMe509 FN sp2016 Sol PDFAnonymous 80p9OVNo ratings yet
- DocumentDocument2 pagesDocumentAnonymous 80p9OVNo ratings yet
- CDDocument13 pagesCDAnonymous 80p9OVNo ratings yet
- GDocument2 pagesGAnonymous 80p9OVNo ratings yet
- 2Document5 pages2Anonymous 80p9OVNo ratings yet
- Analysis of A StructuralDocument1 pageAnalysis of A StructuralAnonymous 80p9OVNo ratings yet
- Program 14.6: MATLAB Program To Find The Frequency of A Timoshenko BeamDocument4 pagesProgram 14.6: MATLAB Program To Find The Frequency of A Timoshenko BeamAnonymous 80p9OVNo ratings yet
- License en USDocument1 pageLicense en USGilang Budi AriawanNo ratings yet
- With Large Scale Wind TurbinesDocument1 pageWith Large Scale Wind TurbinesAnonymous 80p9OVNo ratings yet
- Forced VibrationsDocument2 pagesForced VibrationsAnonymous 80p9OVNo ratings yet
- With Large Scale Wind TurbinesDocument1 pageWith Large Scale Wind TurbinesAnonymous 80p9OVNo ratings yet
- Analysis of A StructuralDocument1 pageAnalysis of A StructuralAnonymous 80p9OVNo ratings yet
- Program 14.6: MATLAB Program To Find The Frequency of A Timoshenko BeamDocument4 pagesProgram 14.6: MATLAB Program To Find The Frequency of A Timoshenko BeamAnonymous 80p9OVNo ratings yet
- New 1Document106 pagesNew 1Anonymous 80p9OVNo ratings yet
- AbstractDocument1 pageAbstractAnonymous 80p9OVNo ratings yet
- DocumentDocument2 pagesDocumentAnonymous 80p9OVNo ratings yet
- AbstractDocument1 pageAbstractAnonymous 80p9OVNo ratings yet
- 2Document5 pages2Anonymous 80p9OVNo ratings yet
- Plot FASToutputDocument1 pagePlot FASToutputAnonymous 80p9OVNo ratings yet
- DocumentDocument2 pagesDocumentAnonymous 80p9OVNo ratings yet
- Plot FASToutputDocument1 pagePlot FASToutputAnonymous 80p9OVNo ratings yet
- Coupling of An Unsteady Lifting Line Free Vortex Wake Code To TheDocument17 pagesCoupling of An Unsteady Lifting Line Free Vortex Wake Code To TheAnonymous 80p9OVNo ratings yet
- A Novel Dynamic Aeroelastic Framework For Aeroelastic Tailoring and Structural OptimisationDocument1 pageA Novel Dynamic Aeroelastic Framework For Aeroelastic Tailoring and Structural OptimisationAnonymous 80p9OVNo ratings yet
- Run DTU 10MW RWT turbine files with FASTDocument1 pageRun DTU 10MW RWT turbine files with FASTAnonymous 80p9OVNo ratings yet
- ParametersDocument1 pageParametersAnonymous 80p9OVNo ratings yet
- Generator Power Application Guide: Blue Star 145/185 Bobcat 225Document16 pagesGenerator Power Application Guide: Blue Star 145/185 Bobcat 225Younus BakshiNo ratings yet
- Generator Behavior on an Infinite BusDocument7 pagesGenerator Behavior on an Infinite BusAnonymous dqbb02DUhNo ratings yet
- Gate Made Easy Mock Test 2018Document11 pagesGate Made Easy Mock Test 2018Ravi PatelNo ratings yet
- PT6A Engine Inspection Guidelines After Propeller Strike or Sudden StoppageDocument3 pagesPT6A Engine Inspection Guidelines After Propeller Strike or Sudden StoppageVagner OliveiraNo ratings yet
- Electrical Machines and DrivesDocument43 pagesElectrical Machines and DrivesPijaya ChartpolrakNo ratings yet
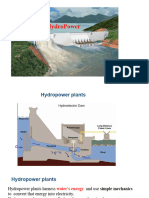
- CH 3 HydroPower ClassDocument44 pagesCH 3 HydroPower ClassrkewyengNo ratings yet
- GU3303 GU3304Genset Controller Operation ManualDocument44 pagesGU3303 GU3304Genset Controller Operation ManualArc Hie100% (4)
- Standard Manual LV Motors ML RevF LoresDocument164 pagesStandard Manual LV Motors ML RevF LoresAlicsirp Bericoto TorrealbaNo ratings yet
- MTU 16V4000G63 Diesel Generating Sets Technical DataDocument6 pagesMTU 16V4000G63 Diesel Generating Sets Technical DataMahnooshNo ratings yet
- 3KC ATC6300 Manual EnUS en-USDocument210 pages3KC ATC6300 Manual EnUS en-USJurofra Rojas FrancoNo ratings yet
- Heat Energy Recovery System From Internal Combustion Engine by Using Thermo Electric GeneratorDocument10 pagesHeat Energy Recovery System From Internal Combustion Engine by Using Thermo Electric GeneratorResearch Publish JournalsNo ratings yet
- Ozone-The Story of PDFDocument44 pagesOzone-The Story of PDFAG100% (1)
- Economic Operation of Power Systems: Dr. Ahmed Mohamed AzmyDocument34 pagesEconomic Operation of Power Systems: Dr. Ahmed Mohamed AzmyAli HussienNo ratings yet
- What Are The Main Effects of Electric Current and Its ApplicationsDocument2 pagesWhat Are The Main Effects of Electric Current and Its ApplicationsMrinal K Roy75% (4)
- Journal Jpe 14-2 1420244966Document11 pagesJournal Jpe 14-2 1420244966Hua Hidari YangNo ratings yet
- Motionless Electromagnetic Generator (MEG)Document3 pagesMotionless Electromagnetic Generator (MEG)dundonaldsNo ratings yet
- Synchronous Generator Transient AnalysisDocument19 pagesSynchronous Generator Transient AnalysiskasunchamaraNo ratings yet
- Report On Final All WTG Description 111113Document35 pagesReport On Final All WTG Description 111113Jiaqing SuNo ratings yet
- p1 - EEE Interview QuestionsDocument4 pagesp1 - EEE Interview Questionsjabrukesh31No ratings yet
- Technology Procedures and ProcessesDocument24 pagesTechnology Procedures and Processesdeion29No ratings yet
- File Name StamperDocument35 pagesFile Name StampersohaibazamNo ratings yet
- TM 5-6115-323-14 (1.5kW Generator)Document139 pagesTM 5-6115-323-14 (1.5kW Generator)Patrick RoodNo ratings yet
- Manual1 1Document14 pagesManual1 1ahmed020202No ratings yet
- Design Analysis of Magnetohydrodynamic MHD Electrical Power Generation TechnologyDocument6 pagesDesign Analysis of Magnetohydrodynamic MHD Electrical Power Generation TechnologyAli HashmiNo ratings yet
- SEBU7789-00 - Operation & Maintenance, Service InformationDocument5 pagesSEBU7789-00 - Operation & Maintenance, Service InformationSayed Younis SadaatNo ratings yet
- Questions & Answers On Efficiency and TestingDocument22 pagesQuestions & Answers On Efficiency and Testingkibrom atsbha100% (1)
- Generator Polarization Index (Pi) Test: 1 10/10/2014 Generators Automated Example Plant Example OwnerDocument17 pagesGenerator Polarization Index (Pi) Test: 1 10/10/2014 Generators Automated Example Plant Example OwnerJUAN CARLOS BERNAL MEJIANo ratings yet
- IE2 High Efficiency Motors Up to 355kWDocument12 pagesIE2 High Efficiency Motors Up to 355kWhardik033No ratings yet
- CADUCEUS COIL - The Soliton Pulses GeneratorDocument9 pagesCADUCEUS COIL - The Soliton Pulses Generatorv8karlo100% (1)
- RANGER 305g LincolnDocument6 pagesRANGER 305g LincolnWilfredoNo ratings yet