You might also like
- Item File 20485 Eurocode 1-4-A-WindDocument62 pagesItem File 20485 Eurocode 1-4-A-Windgemo_n_fabrice69No ratings yet
- Davies - Sandwich PanelsDocument20 pagesDavies - Sandwich PanelsGuillermo Agustín Yáñez QuezadaNo ratings yet
- Keratek - Ventilated FacadesDocument22 pagesKeratek - Ventilated FacadesGuillermo Agustín Yáñez QuezadaNo ratings yet
- Seismic Installations and Armstrong Ceiling SystemsDocument20 pagesSeismic Installations and Armstrong Ceiling SystemsGuillermo Agustín Yáñez QuezadaNo ratings yet
- Acceptable Water Leakage: Technical Update 11Document1 pageAcceptable Water Leakage: Technical Update 11Guillermo Agustín Yáñez QuezadaNo ratings yet
- Mini Dropin AnchorsDocument4 pagesMini Dropin AnchorsGuillermo Agustín Yáñez QuezadaNo ratings yet
- Hexcel Sandwich DesignDocument28 pagesHexcel Sandwich DesignAdnan AnsariNo ratings yet
- Jeep Wrangler 2014 - Owners ManualDocument678 pagesJeep Wrangler 2014 - Owners ManualGuillermo Agustín Yáñez QuezadaNo ratings yet
- Guide To Standards and Tolerances 2015 PDFDocument70 pagesGuide To Standards and Tolerances 2015 PDFSathishNo ratings yet
- Members in Compression - IIIDocument45 pagesMembers in Compression - IIIMohamed El-zamanyNo ratings yet
- A Critical Analysis of The Lusitania Bridge, Merida, SpainDocument11 pagesA Critical Analysis of The Lusitania Bridge, Merida, SpainVasilescu Cristian100% (1)
- LRFD Steel DesignDocument59 pagesLRFD Steel DesignGuillermo Agustín Yáñez QuezadaNo ratings yet
- Beam Design For Moment Asd LRFD (Example)Document13 pagesBeam Design For Moment Asd LRFD (Example)Guillermo Agustín Yáñez Quezada100% (2)
- 3m VHB - Glazing Tech GuideDocument36 pages3m VHB - Glazing Tech GuideGuillermo Agustín Yáñez QuezadaNo ratings yet
- Diaphragm Action and Design - SpringerDocument3 pagesDiaphragm Action and Design - SpringerGuillermo Agustín Yáñez QuezadaNo ratings yet
- Levels and Level-Transits for Precision MeasurementDocument20 pagesLevels and Level-Transits for Precision MeasurementGuillermo Agustín Yáñez QuezadaNo ratings yet
- MIL-STD-889B Corrosion of Dissimilar MetalsDocument39 pagesMIL-STD-889B Corrosion of Dissimilar MetalswrowletNo ratings yet
- Strength of Screw Connections Subject To Shear ForceDocument34 pagesStrength of Screw Connections Subject To Shear ForceGuillermo Agustín Yáñez QuezadaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Washing Machine: Service ManualDocument34 pagesWashing Machine: Service Manualn95kNo ratings yet
- Stat Prob Q3 Module 3Document29 pagesStat Prob Q3 Module 3Reign Evans0% (1)
- MCTRL300 Independent Controller Specifications V2.3 1Document11 pagesMCTRL300 Independent Controller Specifications V2.3 1jerome larinNo ratings yet
- Computation of Area and Volume NotesDocument15 pagesComputation of Area and Volume NotesMEGHA JAINNo ratings yet
- "Bye Bye Birdie" score/CD InfoDocument3 pages"Bye Bye Birdie" score/CD InfoCasey on the KeysNo ratings yet
- Railway ProjectDocument51 pagesRailway Projectsanojjose75No ratings yet
- Virtual Memory I OverviewDocument46 pagesVirtual Memory I OverviewCao HùngNo ratings yet
- Relationship of Personal Growth Initiative With Self-EfficacyDocument12 pagesRelationship of Personal Growth Initiative With Self-Efficacyeva pandanaNo ratings yet
- 1 s2.0 S10738746040003495 MainDocument13 pages1 s2.0 S10738746040003495 MainAlina AlinaNo ratings yet
- IGCSE Physics Revision PlannerDocument10 pagesIGCSE Physics Revision Plannerivan micoNo ratings yet
- Geometry m2 Topic C Lesson 12 TeacherDocument14 pagesGeometry m2 Topic C Lesson 12 TeacherMae RohNo ratings yet
- Inheritace 9Document36 pagesInheritace 9Pubg King0% (1)
- Half wave rectifier experimentDocument9 pagesHalf wave rectifier experimentSidhartha Sankar RoutNo ratings yet
- 8.1 Lesson: Raster To Vector Conversion: EightDocument16 pages8.1 Lesson: Raster To Vector Conversion: Eightສີສຸວັນ ດວງມະນີNo ratings yet
- Component Views: Veiw A-ADocument2 pagesComponent Views: Veiw A-Ajose quispeNo ratings yet
- Active Directory Interview Questions and AnswersDocument4 pagesActive Directory Interview Questions and AnswersUlaga NathanNo ratings yet
- 6600mgwa JKT Psi - FatDocument6 pages6600mgwa JKT Psi - FatanandakoeNo ratings yet
- Solution 3.11 Problem Statement: F I J I JDocument5 pagesSolution 3.11 Problem Statement: F I J I JPandji Arie NugrahaNo ratings yet
- Multi Channel Queueing Able and Baker ExampleDocument4 pagesMulti Channel Queueing Able and Baker ExampleKanwar ZainNo ratings yet
- 6.1 HWDocument3 pages6.1 HWcocochannel2016No ratings yet
- CPA Review School Philippines Final Exam GuideDocument14 pagesCPA Review School Philippines Final Exam GuideAzureBlazeNo ratings yet
- Stiffness Matrix MethodDocument102 pagesStiffness Matrix MethodAkash PaudelNo ratings yet
- Logistic Regression Based Machine Learning Technique For Phishing Website DetectionDocument4 pagesLogistic Regression Based Machine Learning Technique For Phishing Website Detectionsarath kumar jaladiNo ratings yet
- Elance Service Manaual - Rev H PDFDocument94 pagesElance Service Manaual - Rev H PDFJuanAguileraOlivo67% (3)
- DG 09 006-E 12-09 HELENOS IDocument61 pagesDG 09 006-E 12-09 HELENOS IBalu MNo ratings yet
- 1Document27 pages1saranyakathiravanNo ratings yet
- Polymer Flooding - IntechOpen - 1629669729888Document41 pagesPolymer Flooding - IntechOpen - 1629669729888Bichara DjimetNo ratings yet
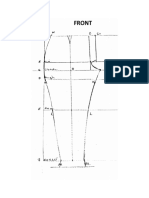
- Measure Front & Back Pants PatternDocument8 pagesMeasure Front & Back Pants PatternAlicia MyersNo ratings yet
- Abstract Algebra - Wikipedia PDFDocument5 pagesAbstract Algebra - Wikipedia PDFjflksdfjlkaNo ratings yet