You might also like
- Functions of Dispersing Additives in InkDocument71 pagesFunctions of Dispersing Additives in InkBoonyarit LurdgrienggraiyingNo ratings yet
- BASF - PVP and More - 2009 - BrochureDocument20 pagesBASF - PVP and More - 2009 - Brochureb4rfNo ratings yet
- Duroftal VPE 7186 Coil - e PDFDocument24 pagesDuroftal VPE 7186 Coil - e PDFPratik MehtaNo ratings yet
- Dispersing AgentsDocument6 pagesDispersing AgentsEdward MenezesNo ratings yet
- BASF Brochure Packaging Everyday LifeDocument23 pagesBASF Brochure Packaging Everyday LifeKiệt ĐỗNo ratings yet
- BYK Rheology AdditivesDocument127 pagesBYK Rheology AdditivesAlbertNo ratings yet
- AkzoNobel Paint Eng Tcm54-18194Document20 pagesAkzoNobel Paint Eng Tcm54-18194a2009sNo ratings yet
- Dirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.DDocument31 pagesDirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.Dichsan hakimNo ratings yet
- FoamStar ST 2412 August 2018 R3 ED2Document2 pagesFoamStar ST 2412 August 2018 R3 ED2APEX SONNo ratings yet
- 7020P Version 7thDocument1 page7020P Version 7thDuc NguyenNo ratings yet
- LoVOCoat - For Low VOC High Performance Solvent Borne CoatingsDocument4 pagesLoVOCoat - For Low VOC High Performance Solvent Borne CoatingskarlaNo ratings yet
- Edaplan DispersantDocument12 pagesEdaplan DispersantVictor LopezNo ratings yet
- 09-40-002 LP Printing Inks - 4S GB - FinDocument4 pages09-40-002 LP Printing Inks - 4S GB - FinFiras_karboujNo ratings yet
- SpecialChem - Coalescing Agents in Coatings - Definition, Types & PropertiesDocument5 pagesSpecialChem - Coalescing Agents in Coatings - Definition, Types & Propertiesichsan hakimNo ratings yet
- Formulation Additives - Economic Solutions For Solventborne Tinting SystemsDocument24 pagesFormulation Additives - Economic Solutions For Solventborne Tinting SystemsSantos Garcia100% (1)
- UC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFDocument24 pagesUC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFchayanunNo ratings yet
- Jo GradeDocument40 pagesJo GradeEvonne TanNo ratings yet
- Additives John Du BYKDocument78 pagesAdditives John Du BYKdougNo ratings yet
- MODAFLOWDocument24 pagesMODAFLOWuzzy2100% (1)
- Croda How To LoVOCoatDocument6 pagesCroda How To LoVOCoatkarla100% (1)
- Multifunctional Additives: For Paints and CoatingsDocument2 pagesMultifunctional Additives: For Paints and Coatingspandep22No ratings yet
- ExtendersDocument33 pagesExtenderssbttbsNo ratings yet
- Ropaque HP-1096Document6 pagesRopaque HP-1096Manuel XhireNo ratings yet
- New Wet Grinding Process Improves Calcium Carbonate PerformanceDocument6 pagesNew Wet Grinding Process Improves Calcium Carbonate Performancekensley oliveira100% (1)
- Arkema Global Coatings Offer 2014Document12 pagesArkema Global Coatings Offer 2014Ahmed TahaNo ratings yet
- Product Fact Sheet: Emulsogen TS 200Document2 pagesProduct Fact Sheet: Emulsogen TS 200Arturo Hernández100% (1)
- Dispersing Agents PDFDocument14 pagesDispersing Agents PDFalmasNo ratings yet
- Rhodoline Ote 500Document2 pagesRhodoline Ote 500ReginaldojoaquimNo ratings yet
- EvonikDocument20 pagesEvonikMohit Singhal0% (1)
- Acronal S 400 Ap PDFDocument3 pagesAcronal S 400 Ap PDFRajuNSanaboinaNo ratings yet
- Dow Performance Solvents: - Your Choice of Coalescent in Waterborne CoatingsDocument4 pagesDow Performance Solvents: - Your Choice of Coalescent in Waterborne CoatingsAPEX SONNo ratings yet
- OMG Americas - Additives BrochureDocument8 pagesOMG Americas - Additives BrochureUsama AwadNo ratings yet
- Omnova Coatings PresentationDocument12 pagesOmnova Coatings PresentationNatalia Rodriguez100% (1)
- Low foaming nonionic surfactants guideDocument13 pagesLow foaming nonionic surfactants guideARTHA -LESTARI100% (1)
- TDS Celvolit 1326 (SG)Document2 pagesTDS Celvolit 1326 (SG)Duc Nguyen100% (1)
- Rheology Modifiers Product Recommendations For EuropeDocument2 pagesRheology Modifiers Product Recommendations For EuropeHamood AbdoNo ratings yet
- Maxemul Alkyd Emulsifiers How ToDocument13 pagesMaxemul Alkyd Emulsifiers How ToFernando Stuar Campos MendozaNo ratings yet
- Metal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesDocument10 pagesMetal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesRICHARD ODINDONo ratings yet
- Acrysol rm-8w 3Document4 pagesAcrysol rm-8w 3Forever0% (1)
- Evonik-Ancamide 221-X70 - EUDocument5 pagesEvonik-Ancamide 221-X70 - EUMOHAMED100% (1)
- Nuosperse FA 196Document2 pagesNuosperse FA 196Sandra Rojas100% (1)
- Polyurethane DispersionsDocument10 pagesPolyurethane DispersionsalpersakirmetinNo ratings yet
- Primal Ac 369sDocument20 pagesPrimal Ac 369shongducxxx100% (1)
- How To Achieve Better Than Acrylic Performance Without Acrylics For Architectural and Masonry PaintsDocument45 pagesHow To Achieve Better Than Acrylic Performance Without Acrylics For Architectural and Masonry Paintssriatul2006No ratings yet
- Additives For Solvent-Free Epoxy Floor CoatingsDocument6 pagesAdditives For Solvent-Free Epoxy Floor CoatingscockeiserNo ratings yet
- Four Steps to Effective Pigment Dispersions: Starting from ScratchDocument5 pagesFour Steps to Effective Pigment Dispersions: Starting from ScratchEyad AlsheiikhNo ratings yet
- Attagel 50: AttapulgiteDocument2 pagesAttagel 50: AttapulgiteAPEX SON100% (1)
- Eastman Product For Ink and CoatingDocument28 pagesEastman Product For Ink and CoatingshikhajainNo ratings yet
- EDAPLAN & METOLAT Guide Formulations for Inorganic PigmentsDocument18 pagesEDAPLAN & METOLAT Guide Formulations for Inorganic Pigmentsmanuel h.ddc.No ratings yet
- Introduction To Waterborne Paints & Coatings Rheology: Technical DocumentDocument46 pagesIntroduction To Waterborne Paints & Coatings Rheology: Technical DocumentAPEX SONNo ratings yet
- Jan 2010 Oxylink Updated Sales Presentation PDFDocument44 pagesJan 2010 Oxylink Updated Sales Presentation PDFdainguyenlamNo ratings yet
- Ucar Latex 379G: The Best Just Got BetterDocument12 pagesUcar Latex 379G: The Best Just Got BetterQuimicosgenericosgaffaro GaffaroNo ratings yet
- BASF Technical Guide For PUDocument40 pagesBASF Technical Guide For PUshikhajainNo ratings yet
- 07 Hungary Interior VINNAPAS VAE Dispersions 2018e KotschiDocument62 pages07 Hungary Interior VINNAPAS VAE Dispersions 2018e KotschiForeverNo ratings yet
- Modern Coating Additives for SustainabilityDocument8 pagesModern Coating Additives for Sustainabilitynano100% (1)
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3From EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3No ratings yet
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
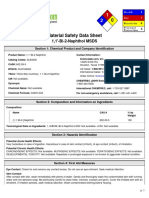
- 1,2-Benzodihydropyrone MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pages1,2-Benzodihydropyrone MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNo ratings yet
- Catechin MSDSDocument5 pagesCatechin MSDSPulbere NeagraNo ratings yet
- Msds wd482671453Document4 pagesMsds wd482671453Mani SainiNo ratings yet
- (4-Chlorophenylthio) Acetic Acid MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pages(4-Chlorophenylthio) Acetic Acid MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNo ratings yet
- 666Document5 pages666Pulbere NeagraNo ratings yet
- Msds Sulphuric Acid PDFDocument7 pagesMsds Sulphuric Acid PDFVeiliLookNo ratings yet
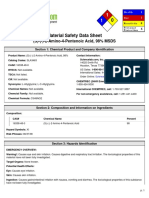
- Material Safety Data Sheet: (RS) - 4-Bromo-Homo-Ibotenic Acid MSDSDocument5 pagesMaterial Safety Data Sheet: (RS) - 4-Bromo-Homo-Ibotenic Acid MSDSPulbere NeagraNo ratings yet
- (D) (+) - Galactose MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pages(D) (+) - Galactose MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNo ratings yet
- 7655Document5 pages7655Pulbere NeagraNo ratings yet
- (S) - (-) - 2-Amino-4-Pentenoic Acid, 98% MSDS: Section 1: Chemical Product and Company IdentificationDocument6 pages(S) - (-) - 2-Amino-4-Pentenoic Acid, 98% MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNo ratings yet
- Abscisic acid MSDSDocument5 pagesAbscisic acid MSDSPulbere NeagraNo ratings yet
- 1223Document5 pages1223Pulbere NeagraNo ratings yet
- Safety Data Sheet (SDS) Linn Cientific NC: Fertilizer SolutionDocument2 pagesSafety Data Sheet (SDS) Linn Cientific NC: Fertilizer SolutionPulbere NeagraNo ratings yet
- (S) - (+) - Camptothecin MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pages(S) - (+) - Camptothecin MSDS: Section 1: Chemical Product and Company IdentificationPulbere Neagra100% (1)
- +/-Limonene MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pages+/-Limonene MSDS: Section 1: Chemical Product and Company IdentificationPulbere NeagraNo ratings yet
- Ethyl Methyl Phenyl Glyc I DateDocument2 pagesEthyl Methyl Phenyl Glyc I DatePulbere NeagraNo ratings yet
- Usnic Acid MSDSDocument5 pagesUsnic Acid MSDSPulbere NeagraNo ratings yet
- Camphorsulfonic Acid MSDSDocument6 pagesCamphorsulfonic Acid MSDSPulbere NeagraNo ratings yet
- Fast Green FCFSolDocument2 pagesFast Green FCFSolPulbere NeagraNo ratings yet
- Catechin MSDSDocument5 pagesCatechin MSDSPulbere NeagraNo ratings yet
- Ferro in Indicator SolDocument2 pagesFerro in Indicator SolPulbere NeagraNo ratings yet
- Material Safety Data Sheet: (Triethylsilyl) Acetylene MSDSDocument5 pagesMaterial Safety Data Sheet: (Triethylsilyl) Acetylene MSDSPulbere NeagraNo ratings yet
- Ferro FluidDocument2 pagesFerro FluidPulbere NeagraNo ratings yet
- Faa SolutionDocument2 pagesFaa SolutionPulbere NeagraNo ratings yet
- FerrousAmmoniumSulfateSol PDFDocument2 pagesFerrousAmmoniumSulfateSol PDFPulbere NeagraNo ratings yet
- Ethylene Di ChlorideDocument2 pagesEthylene Di ChloridePulbere NeagraNo ratings yet
- Ferric Ammonium CitrateDocument2 pagesFerric Ammonium CitratePulbere NeagraNo ratings yet
- Ethyl AlcoholDocument2 pagesEthyl AlcoholPulbere NeagraNo ratings yet
- Ethylene GlycolDocument2 pagesEthylene GlycolPulbere NeagraNo ratings yet
- Ethyl AcetateDocument2 pagesEthyl AcetatePulbere NeagraNo ratings yet
- Solwezi General Mental Health TeamDocument35 pagesSolwezi General Mental Health TeamHumphreyNo ratings yet
- Utilization of Wood WasteDocument14 pagesUtilization of Wood WasteSalman ShahzadNo ratings yet
- PanimulaDocument4 pagesPanimulaCharmayne DatorNo ratings yet
- Clinnic Panel Penag 2014Document8 pagesClinnic Panel Penag 2014Cikgu Mohd NoorNo ratings yet
- 2022 - J - Chir - Nastase Managementul Neoplaziilor Pancreatice PapilareDocument8 pages2022 - J - Chir - Nastase Managementul Neoplaziilor Pancreatice PapilarecorinaNo ratings yet
- Asian Games African Games: Beach VolleyballDocument5 pagesAsian Games African Games: Beach VolleyballJessan Ybañez JoreNo ratings yet
- ENVPEP1412003Document5 pagesENVPEP1412003south adventureNo ratings yet
- Assessing Khazaria-Serpent PeopleDocument1 pageAssessing Khazaria-Serpent PeopleJoao JoseNo ratings yet
- LaQshya Labour Room Quality Improvement InitiativeDocument2 pagesLaQshya Labour Room Quality Improvement InitiativeHimanshu SharmaNo ratings yet
- Compabloc Manual NewestDocument36 pagesCompabloc Manual NewestAnonymous nw5AXJqjdNo ratings yet
- CPS Layoffs BreakdownDocument21 pagesCPS Layoffs BreakdownjroneillNo ratings yet
- 2018 Diesel TOYOTA Jun11Document90 pages2018 Diesel TOYOTA Jun11eko sulistyo75% (4)
- All Types of Switch CommandsDocument11 pagesAll Types of Switch CommandsKunal SahooNo ratings yet
- Hmdu - EnglishDocument20 pagesHmdu - EnglishAbdulaziz SeikoNo ratings yet
- TR-Pharmacy Services NC IIIDocument135 pagesTR-Pharmacy Services NC IIIAljon Fortaleza Balanag100% (2)
- 360 PathwaysDocument4 pages360 PathwaysAlberto StrusbergNo ratings yet
- Perbandingan Penggunaan Refrigeran R22 Dengan R407 Pada Performa ACDocument15 pagesPerbandingan Penggunaan Refrigeran R22 Dengan R407 Pada Performa ACYuli RahmawatiNo ratings yet
- New Microwave Lab ManualDocument35 pagesNew Microwave Lab ManualRadhikaNo ratings yet
- Roxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaDocument2 pagesRoxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaJennilyn omnosNo ratings yet
- Human Resource Management (MGT 4320) : Kulliyyah of Economics and Management SciencesDocument9 pagesHuman Resource Management (MGT 4320) : Kulliyyah of Economics and Management SciencesAbuzafar AbdullahNo ratings yet
- EDUC 5 - QuestionairesDocument7 pagesEDUC 5 - QuestionairesWilliam RanaraNo ratings yet
- Literature Revisited: Understanding Key Concepts and Applying Analytical SkillsDocument31 pagesLiterature Revisited: Understanding Key Concepts and Applying Analytical SkillsMuhammad Furqan Aslam Awan100% (2)
- PLC of MaggiDocument19 pagesPLC of Maggikrati agarwalNo ratings yet
- Design Process at LEGODocument5 pagesDesign Process at LEGOkapsarcNo ratings yet
- Adventures in PioneeringDocument202 pagesAdventures in PioneeringShawn GuttmanNo ratings yet
- EA Flora 1Document3 pagesEA Flora 1A. MagnoNo ratings yet
- Flight Instructor Patter Ex17Document1 pageFlight Instructor Patter Ex17s ramanNo ratings yet
- Pengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakDocument9 pagesPengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakSaadah HasbyNo ratings yet
- Unit 01 Family Life Lesson 1 Getting Started - 2Document39 pagesUnit 01 Family Life Lesson 1 Getting Started - 2Minh Đức NghiêmNo ratings yet
- Karate Writing AssessmentDocument2 pagesKarate Writing AssessmentLeeann RandallNo ratings yet