Professional Documents
Culture Documents
Manual de Torno
Uploaded by
Marcus Samaniego100%(1)100% found this document useful (1 vote)
92 views160 pagesmanual para maquinas herramientas
Original Title
Manual de torno
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentmanual para maquinas herramientas
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
100%(1)100% found this document useful (1 vote)
92 views160 pagesManual de Torno
Uploaded by
Marcus Samaniegomanual para maquinas herramientas
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 160
sab.
MRED... .crrmacanororacerncon Procew 0 CNC LAO,
Fae’ cosube a CAPLAB
MANUAL DE TORNO
MODULO !
PROGRAMA DE CAPACITACION LABORAL - CAPLAB
Agencia Suiza para el Desarrollo y la Cooperacién - COSUDE
Material revisado y actualizado por el Sr. Hermann Probst, Senior Expert del SEC, durante
‘su Misién en el Peru como Asesor en el drea de Metal Mecanica.
Se autoriza a citar 0 reproducir el contenido de la presente publicacién siempre y cuando
se mencione la fuente y se remita un ejemplar al Programa de Capacitacién Laboral —
CAPLAB, de la Agencia Suiza para el Desarrollo y la Cooperacién - COSUDE.
Calle Roma 455, San Isidro
Teléfonos 442,95.40 / 4421.91.12
E-mail; cosudecaplab@terra,com.pe
© 2° Edi
por COSUDE-CAPLAB
Lima, enero del 2001
PRESENTACION
El Programa de Capacitacién Laboral -°CAPLAB, surgié como respuesta al problema de!
empleo generado por los grandes cambios que aceleran la economia y la modema tecnologia,
aportando una propuesta técnico-pedagégica con la versatilidad y flexibiidad necesarias para
atender procesos de aprendizaje de acuerdo a las necesidades de desarrollo humano y
profesional de los participantes.
Dicha propuesta, que conecta el mundo del trabajo con la educacién y la sociedad en
general, asume la nocién de competencias, reconceptualizanda en muchos aspectas los enfoques
educativos tradicionales.
Asumiendo este enfoque y con sujecién a las particularidades del desarrollo socio
econémico en el Pert, CAPLAB busca fundamentalmente contribuir a mejorar el nivel de vida de
los jévenes varones y mujeres de los sectores menos favorecidos, promoviendo su integracién
sostenida al mercado laboral mediante la articulacién de su propuesta con los sectores
productivos en los Centros de Educacién Ocupacionel, CEOs.
Los representantes de esos sectores, especialmente de las PYMES, han participado en
‘este nuevo proceso de formacién laboral, tanto en el disefio curricular como en Ia definicién de
perfiles ocupacionales, consolidando asi una adecuada relacién entre la oferta educativa y la
demanda laboral,
Asimismo, CAPLAB promueve permanentemente el desarrollo y el perfeccionamiento de
las capacidades profesionales y de manejo empresarial entre los responsables de la capacitacion
en los CEOs.
Consecuentemente, este Manual de Mecanico de Torno | se apoya en el convencimiento
de que la capacitacién laboral puede optimizar sus resultados si responde a una visién certera de
la realidad en la que opera asi como a la determinacién previa de lo que se pretende en el futuro y
la organizacién de actividades para alcanzar ese objetivo.
Esta concebido para animar a los docentes de la especialidad de Mecénico de Torno a
que utiicen ampliamente los contenidos que se proponen en sus actividades cotidianas de
formacién laboral. El Manual se explica en un lenguaje sencillo, tanto en sus aspectos tedricos
como en los procesos que orientan el trabajo para la implementacion de esta area de formacién
profesional, en la construccién de aprendizajes significativos.
Su elaboracién demandé, en sus distintas etapas, la participacién de los sectores
productivos, equipos de especialistas en formacién profesional y docentes experimentados de
esta area ocupacional.
CAPLAB es un programa de fa Agencia Suiza para el Desarrollo y la Cooperacion-
COSUDE, que se plantea cada vez escenarios nuevos de ejecucién y el mejoramiento constante
de su propia propuesta de capacitacién; por tanto, este Manual ~como otros que publicamos con
idéntica finalidad — no puede ser un documento definitivo, apuesta més bien a ser enriquecido con
la experiencia de los docentes a quienes esté especialmente dirigido.
Esperamos igualmente que se adapte a las condiciones de aprendizaje y premrequisitos de
Jos y las participantes que acuden a los CEOs en busqueda de una formacion de calidad.
Norma Afiafios Castilla
Directora del Programa de Capacitacién Laboral
CAPLAB
AW 12 Asari 8 oesaROUOY UA CoOrEKOON PROGRAMA DE CAPACITACION LABORAL
ofBy COSUDE NA CART AB
wr
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
MEDICION ‘TEORIA 1.1/4
Medir.- Es la operacién por la cual se establece cuantas
veces una magnitud es mayor o menor gue otra, tomado como
unidad (Fig. 01).
Fig. NQ 01 Medicién con regla ¥ con
©
Q
3
5
3
a
o
Ey
Unidad de Medicién
Para indicar las dimensiones de una pieza se emplean
unidades de longitud. Una de tales unidades de longitud es
el metro (m).
Centimetro
£1 metro
esta dividido en 100 partes iguales. La
centésima parte del metro se llama centimetro (com) (Fig.
02). Por tanto. cien centimetros valen un metro.
123 45
wut, — ¥24metro
A su vez. un centimetro
esta dividido en diez
Partes iguales y cada
una de estas partes se
llama milimetro (mm)
(Pig. 3).
Fig. N@ 02 y 03.
resentacién del centinstro
y el milimetro
MEDICION TEORIA 11)Q
Instrumentos de medicién
La regla graduada
La regla es generalmente de 20 cm de longitud. con
divisiones en centimetros y el milimstro..' Algunas veces
tiene tembién una eacala con divisiones de medio milimetro.
(Fig. 04). ey
Aqui al lado se muestran unas
correspondientes longitudes indicadas.
El vernier
Es el
industria metal
rumento de medicién md:
mecaénica. Es adecuado
répidas de‘ exteriores. interiores ¥ Fro:
sistema métrice y en pulgad d
se fabrican de acero inoxidable templado (Fig-£05
Puntas de medici6n ps
Noni ,
Quijada fija ijada
Superficias paj Ls ras
Fig. 05 El Vernier
MEDICION TEORIA 4/1/5
Ejemples de medicién
adas : 24 mm
En esta figura el cere del nenio coincige con la
divisién 24 mm grabada en la gla (ver flecha
blanca}.
En este caso la separacién entre las guijadas es de 24
mm.
re
postal anuahanoebuaadsy fy
“ee th
os
a
sun!
@
lah
c. Separacién entre quijadas : 18.4 mm
Aqui el cero del nonio sobrepasa la divisién 18 mm.
gue la
grabada en la regla (flecha blanca}. mient:
una div
divisisn 4 del nonio coincide ec: n de la
regle (flecha negra).
En este caso la lectura es 18.4 mm. y. por tanto, la
ién de 18,4 mm.
Separacién de las guijadas es tai
ial
MEDICION TEORIA 4.1/0
an ta Lie"
La aduada en Wis" i ie1e Boca
ot
Til UU
I Te pp
3! a!
eads una por
TL
En_la_regla 8/108"
4. La diferencia es de 2/1)
2
5. Separsciénentre auijada 1/J2a"
Cuand> la division unc del nenic
de la regla. la separacién entre las
MEDICION THORIA 4.4 /F
mplos de medicién
1. Separscion_entre las cuisadas ; i316"
Aqui el cero del ic eoine con la divi
decimotercera de la regla. (Fi
Por tante, 1a lectura es de 13/16
casa
eee
- a “ff we)
tp.
En la figura 7 el cero del nonic scbrepaca la divisién
1" y también la divisién 3/16" més. Per otra part
isién del nonic coincide con una de las
de la regla. Esto sicnif. 4/128" 4
tanto. la lectura tomada es:
1" + 3/18" 4 1/32"
aa
[for
MEDICION HOJA DE EVALUACION
Ejercicios de lectura de vernier con escalas mnétricas de
0,1 mm de precisién.
if aly An thu uly ay
i PUTT ry
ill ah ll Pu i
6
i i ul I stata lull
MEDICION
HOJA DE EVALUACION
Ejercicios de lectura de vernier con escalas en pulgadas de
1/128" de precision.
Illy
“2 .
if | popper] HEY]
1 2
| II]! rp ery ill
: 3!
2
A
ra
LH
WATE
1 rer IHN
o>
ry) mt iH HTT
"
TEORIA 1.1/1
CONOCIMIENTOS SOBRE MATERIALES
ACERO DE
CONSTRUCCION
ACERO DE
CEMENTACION
El acero de construccién es muy resistente y puede ser
transformado a través de proceso de fraguado.
La resistencia minima a la traccién es de 330 N/mm2 y llega.
hasta 700 N/mm2 de acuerdo al incremento de! contenido de C.
A partir de 0,2 % de C se puede templar, pero Hene la dureza
requerida para una herramienta
Uso: 330 N/mm2_ tornillos, tuercas, palancas. ciguefiales
500 N/mm2 engranajes, husos
600 N/mm2 chavetas, pasadores de ajuste
700 Nimm2_ cilindros, levas (herramientas)
Un tipo de acero de construccién, con o sin algacién y con un
contenido de C por debajo de 0,2% se utiliza como acero de
cementacion.
A través de la denominada carburacién se eleva el contenido de
carbono en la capa de la superficie del acero. De este modo, el
acero de cementacién endurecido posee una gran dureza y
resistencia al desgaste en la superficie.
Uso: ruedas de. engranaje, tornillos, arboles de leva, ejes,
bulones.
ACERO MEJORADO El acero de construccién con o sin aleacién, con un
contenido de 0,3-0,6%de de C, se utiliza como acero mejorado.
Mediante un proceso de recocido a 800° C y enfriado lento se
produce una estructura homogénea. Luego de un nuevo
calentamiento a 8002 - 900° C, el acero se endurece. Luego de
un tercer recalentamiento a aproximadamente 600° C, el acero
se enfria en agua nuevamente y se normaliza. Con ello, el
mejoramiento es comparable con el endurecimiento y con la
normalizacién que se produce a continuacién a una temperatura
mas elevada.
La resistencia a la traccién en el caso del acero mejorado sin
aleacion alcanza los 1000 N/mm2. En el caso del acero
mejorado con aleacién alcanza 1900 N/imm2.
Uso: ejes de cigilefial, ejes, ruedas de engranaje, mandriles 0
vastagos.
TEORIA 1.12
ACERO DE
CONSTRUCGION con aleacién de Cr, y Ni. Es un acero resistente & la
ALEADO corrosion
ACERO PARA Con este tipo de acero se fabrica herramientas y contiene
HERRAMIENTAS mas de 0,8% de C, y por esta raz6n es duro.
ACERO SIN ALEACION PARA HERRAMIENTAS, se endurece a aproximadamente
800°C y es enfriado en agua.
0,7% de C: resistente, moderadamente duro;
t martillos, cierras, hachas, troqueles.
0,9% de
muy resistente, duro;
cinceles, cuchillas, galgas.
4,1% de C: muy duro;
limas, cuchillos, calibradores
1,4% de C: extraordinariamente duro;
escariadores, galgas
ACERO PARA HERRAMIENTAS CON BAJO NIVEL DE ALEACION, posee menos
de 5% de componentes de aleacién. Este tipo de acero se
utiliza cuando existen altas exigencias en la consistencia y
capacidad del corte, La temperatura de trabajo no debe superar
los 400°C.
El acero para herramientas con bajo nivel de aleacién se calienta
2 800° C y por lo general se enfria en aceite. Los metales de
aleaci6n para este tipo de acero son Ww, Cr, Niy V.
ACERO PARA HERRAMIENTAS CON ALTO NIVEL DE ALEACION, posee més de
5% de componentes de aleacién. Este tipo de acero se utiliza
para herramientas que deben soportar un alto nivel de tension
en el trabajo y un prolongado tiempo de duracién = acero rapido.
La temperatura de trabajo no debe superar los 550°C. El acero
es calentado en aproximadamente 12008 C y generalmente es
enfriado al aire o en aceite y sometido por dos oportunidades a
500 - 650° C.
Los metales de aleacion para este tipo de acero son W, Mo, V
Coy Cr.
TEORIA 1.1/3
HIERRO FUNDIDO (GG) posee*una estructura de rotura y una estructura de rotura
de color gris y es facil de fundir. Sin embargo, no es maleable,
no puede ser doblado o..ratorcido y es sensible a los golpes. La
resistencia al caior alcanza los 450° C. Densidad: 7,2 gr/oms.
Punto de fusién: 120°C. Resistencia a la traccién: 100 — 400
N/mm2
Debido a sus propiedades se utiliza diferentes tipos de hierro
fundido en casi todas las areas técnicas, para piezas de molde
de fundicion.
TEORIA 1.1/4
COBRE
ZINC
LATON
ESTANO
(Ou) tiens un color rojo claro. Luego de ur almacenamiento
prolongado, fa superficie se pone o color pardo rojizo y,
finalments negro, debido a la formacién de une capa de éxido.
Tiene una buena capacidad de sonduecién siécirica, a prueba
Je la intemperie y la corrosion. Densidad: 8.2 gi/m3. Punto de
fusion: 19802 C. Resistencia a la traccion: 200 - 300 N/mm2
Uso: industria eléctrica, gasfiteria, industria dé maquinaria.
(Zn), al fraccionarse se observa un color blanco plateado. El
zine puro no se utiliza como'macerial de fabricacion, debido a su
escasa resistencia. Densidad: 7.1 gricm3. Punto de fusion: 420°
C. Resistencia a la traccién: 15C — 250 Nimmz.
| zine se utiliza como compiemento de aleacion en la fundicién
del laton, bronce y plata alemana o plata nueva.
(Ms), es de color amarillo, y cuando contiene mas de 70% de Cu
ag da color pardo rojizo.
Fuera d2 los procedimientos de composici6n. las propiedades de
resistencia pueden ser mejoradas mediante procedimientos de
forjamiento en frio, como el laminado y embutido, Se diferencia
entre laton blando, semiduro. duro y de temple de muelle.
Densidad: 8,5 gr/em3. Punto ce fusion: aproximadamente 900*
C. Resistencia a la traccién:. 200 - 600 Nimm2.
En base a la aleacién de cobdre y zinc, sé fabrican muchas
piezas de instalacién en electrotecnia, especialmente pequefias
piezas como bornes de conexién, termineles para soldadura,
piezas para interruptores y lamparas; tornillos, tuercas:
arandelas, remaches, soldaduras fuertes, etc.
(Sn), es de color plateado brillante. Al ser doblado se puede
escuchar un crujide
El estafio es de tal manera que 2s Muy | de modelario sin
arranaue de viruta, Densidad: 7.3 griem3. Punto de fusion:
230°C. Resistencia a la traccion: 20 — 40 Nimm2.
El e
aleacién (bronce, bronce de zin
© se utiliza con frecuencia como complemento de
ate.)
TEORIA 1.1/5
PLOMO. (Pb), es de color gris. El plomo es extremadamente suave y
estirable. Densidad: 11,3 gr/cm3. Punto de fusion: 330° C.
Resistencia a la traccin: 25 Nimm2.
En electrotecnia se fabrican especialmente cubiertas de cables y
placas acumuladoras. Ademas, el plomo se utiliza como metal
de aleacién en soldaduras, asi como un ligero complemento sn
otro tipo de aleaciones.
El plomo favorece la maquinabilidad, se usa con acero en tomes
automaticos y laton.
BRONCE (Bz), son aleaciones de por lo menos 60% de cobre y algunos
otros complementos de aleacion mas.
Existen los siguientes tipos de bronce:
Bronce de estafio: es elastico, blando, resistente a la corrosion;
25% de Sn: muelies, cojinetes de deslizamiento.
10% de Sn: ruedas de turbinas, ruedas de engranaje
Bron aluminio: es resistente a la corrosion y al agua
marina; se usa en asientos de valvulas en motores de
combustion.
Bronce plomado: es resistente a la corrosion, tiene buenas
propiedades de deslizamiento; usado en vias de deslizamiento.
Bronce al manganeso: es resistente a la corrosién y al calor.
Utilizado como metal de resistencia.
Bronce al silicio: muy utilizado en el area mecanica y quimica,
asi como en la industria quimica.
nce de conduccién: tiene menor conductibilidad eléctrica que
el cobre. Utilizado para lineas eléctricas aéreas.
ALUMINIO (Al), ademas de poseer buena conduetibilidad eléctrica (60% del
Cu, pero es més liviano), es también un buen conductor del
calor. Es duro y resistente al desgaste. Densidad: 2,7 gricm3.
Punto de fusion: 660°C. Resistencia a la traccion. 100 - 200
N/mm2.
MATERIALES
SINTETICOS
COBALTO
TEORIA 1.1/6
Le mecanizacién del aluminio requiere herramientas con gran
Angulo y de elevada velocidad. El aluminio'y sus aleaciones se
utiiizan en muchas areas de la electrotecnia. ©I aluminio tiene
buena fusibilidad y puede ser muy bien en frio y en calor.
Se utiliza también con frecuencia el nombre de plastico. Los
materiales siniéticos estén compuestos de los siguientes
elementos fundamentales:
Carbono (C), hi¢rogeno (H), oxigeno (0). Densidad: 0,9 ~ 2.5
gricm3. En la mecanizaci6n se requiere un elevada velocidad
de corte. Puesto que los materiales sintéticos son malos
conductores del calor, se debe manipularios cuidadosamente
para evitar los nesgos.
|manes permanentes, acero para herramientas, metal auxiliar
en la fabricacién de metal duro
TEORIA 1.1/7
BAILS) UPSOUO Ble BOUTSOT
‘aduua} op Bunyesodwie} A oydway
sejuotwezay ered ols0e ‘so}uaueULed soueUl| UgIoeIeNp 8p objy| _‘soreo Te A ugwoRN B] B eIUAISISeY ONSISONAL
“USDE|VOUIBD 9p
1208 & sopeiolaw soraoe ‘sojuajepoi exed o1008 -
‘oben; je saquaisisa1 A saiqep)xou! sosaoe ‘sepeneie
Seinjeiodwe} @ soyose: { sayenus e1ed S080 coneuBew oxduio} ‘ug'so1u09
‘se|uaqWenay eed o1808 ‘so|Ua|s|so1 so199e 2] 8 efousisisa1 ‘pepmiqerdwe} “ezeunp
‘sejueueued souewy a soopuBeW ou sa1oy uopetenp ap o6ty| —_‘Yo!eo fe A ug}poeN B| B BIoUAISISay owou
“sopeiolow soseoe ‘ugperueweo ep sore ug|soui09 ee
‘soueyoeijas soia0e ‘se|uajsisa1 so1eoe “alqep!xou! e1ouejsisas ‘janbiu op sopiuajuco soye
1908 ‘eluaveuniad upui ‘soonguBew ou soley tun gp ose9 Us ezainp “e1ouaIsisay aanoINn
sooiewioine sowio} eved oreoy sadjo6 so} & vjousisisay | einuta ep enbuewe 1d pepiiqeunbew susnzv
Soonpwojne sown} vied o1oay| __sodjo6 so} v wouais|so1 ‘upper | Anut ‘s0}e9 151804 "POUOISISOLY ouossos
owieup ep edeyo seoniog9 “peproujsaia e| e & soprae so}
‘seuose! 0 sajenui eed 01008 ‘sopeiojaui soreoy |__ sepinugd ‘pepmmepios ‘pepiigeopjow |B eioueisisas ‘pepronsefa ‘epouaisisoy, oirs
UIA op onbuvue
Jod pepiiqeuinbew ‘pepiiqeajeu oNoguvo
$0108 $0} Sopo} UB Op|ue|UOD PISe.D
rosy,
4 popuigeplos ‘e-ou9}sjses ‘ug(oe
soAnujwrsig
ora) ‘ezaip “erpiNsIsOy}
resolew
“BIQe} P| UB SepedIpUI SeonSs}/a}9eIE9 Sej UBIOVA}EP O UBJO[OW UDIOEAIe e] Ep So|UeIBelUI So|USWE|a $07
NOIOVA1V 3d SOLNAW3TA SOT 3d VIONANTANI
-soinp
Seei0W Us sarejow uo sojuBioWIOIBe sopeialn
neubeu adwia) ‘oiduioy jop
“seqetwenay eed o1aoe ‘sajuaueuned souewy OlwaWe|UE;eDeIG0s Ep pepioeden Binjeredusa} B] ep pnidwe ‘pepuibes OLwao0o
arduioy
Seinieleduio] seye ua Sayosei o sayfenw eid ©P pepioedeo ‘ebne; Bj e erouajsiso!
01008 ‘opbioloui o1208 ‘sejuanweiioy Bied olooy CROMEWATEOGIGOS OP PEPIDEMED| A Jo}BO Rw ‘uHoeh eI eres au olavnva
‘sopeiofaw soiaoe A eisebsep je viouersisay ‘pepyigerdwiay
Selueiweiey eied 108 ‘sejualurerioy exed o1a0y eUdIIso1 op eoipus “eOUAISISOy OSANVONWW
Sopeiofew sorace K
SPiuanuesioy wed o1a0e ‘sejualueLay ered o1eoy UuoIoReND £ pepiigeliog 2 ‘Up}99eN) BB BDOUAISBAY ON3aGenow
I ‘oonpuBeur _]
S/U'T WIMORL
Trazar.- Es al traslado a is pieca de trabajar las cotas
de dibujos 2 de Astos indicadss por medio del trazado de
Ventajas del trazado :
- La comprebacién durant e1 trabaic
- La fabricacién de piezas a medida requerida.
Instrumentos para el trazado
- funtas de trasar (rayadores)
Reglas
- Escuadras.
- Compaces
Vernier
moles
Técnica de trazado
Trazads con dos superficies de referencia (Fig. 02).
a Marea una las cotas de tracais con el metro de
acero desde la surerficie de referoncia (a).
licar la escuadra con espaldén a la superficie de
referencia ib). :
- Acerca ol lado largo de la cecuadra hasta le
reacién.
azar la linea de trazsde con la sausa.
Lier aes
AINA AK
2 Trazado con 02 cuperfici de referencia
TRAZADO TEORIA 12/2,
la punta de la aguja en la pieza de trabajo y
stra la regla. (Fig. NZ 03).
Nantener la aguja apartada de 1s regla e inclinada en
del trazado. Trazar la linea una acla vez.
fenduecién de la agu
acién de longitudes:
tomar en cuenta le siguiente:
- fuficiente preeisién al trasladar las cotas.
isibilidad de loc trazos.
Euena
dafiar la superficie de la piesa.
Uso del trazado
trasado se emplea en la construccién de
calibres y utiles yen la fabricacién de
de la mecanisac.
Cuando no se utiliza el trazado
zn
la fabricacién de rfieza en serie puesto que las
miquinas herramientas se adustan con exactitud se
progrinan cutomdticamente.
MEDICION TEORIA 4.4/3
Medicién con el vernier
Con el
fores y profundidaces (Fig. 6. 7. y¥ 8.
ricre:
Oo
ones
ier pusi
€ Medicidn de
ones extericres
2
3
Medi
Fig.
dimensiones inte
WTP.
oO
o
a
Fie. NQ@Q 68 Medicién
profundidad
MEDICION TEORIA 4.4 [uy
Precisioén hasta 0.1 mm
Medir con ¢1vernier hasta 9.1 mm. El nei
dividido en 10 partes iguales.
Estas 10 divisicnes dol nenio con igual a § mm.
escala de la regla del
milimetro:
Escala en la regla 1 ma
3. En el nonio 0.9 mm
Cada divisién es igual a 9/10 mm.
4. La diferencia es
Por consiguiente,
la escala de la regla vy uns d
re una divis.
vision de la oscala del
nonio es de 1/10 mn.
ir-O
lle @ ©
paracién entre lag quijadas 0.2 mm
a
Cuando la division 2 dei nonic coincide con la
divisién’ 2mm dela reals. como se mu stra en 1s
fisura la separacién entre las quijadas es de 2/10 mn.
24s
usta
GRANETEADO TEORIA 1,3)3
Granetear.- Es la aplicacién de concavidades mediante una
herramienta cénica con punta, el granete, en lineas o
puntos de intercseccién deter
inados. Graciac al zranete se
determinan de manera duradera las lineas de trazado + sus
puntos de. interseccién con lo que se asegura un control
eficaz del trabajo. Granetear se usa para fines de control.
we —.
oN ~
a 7 rr
Fie. N@ 01 Puntos de interceccién en el eraneteado ~
MEDIO DE TRABAJO
El granete
Es una herramienta de acero duro. que posee una cunta
ecénica templada, aque se utiliza para realizar pequefias
concavidades en planchas.
Nomenclatura del granete
El granete consta de lac sizuientes partes: (Fig "2 02).
punta mango cabeza
cono
Partes del granete
Proceso de trabajo
Al granetear. el golpe del
martillo., pr penetracién
dela punta templada del granete
encl material. con lo que se
forma una cavidad cuneiforme (Fig.
03).
Fig. N203 £1 aranstesds
GRANETEADO OPERATIVIDAD 4.2/4
Técnica de trabajo
Para granetear. colocar la piesa de trabajo sobre un
apoyo de acers.
4
se pone de splica el
el granete apoyando
> en la pieza
Jo.
Fig. 2 7
ete debe
arse con él
itud del trazado martillo en
+ de la punta afilada del direceién del eje
+ de la splicacién del i del granete.
la corr, a condy Al granetear. la
artillo a dobe dirigir-
lar el trabag
TRAZADO Y GRANETEADO TIOJA DE EVALUACION
Gué finalid:
bien visibles.
3 Porqué se determinan en lag piezas de trabajo
superficies je re
4. Citar las herramiontas de tracer
itudes.
para verizicar le
o
iy
2
o
cases de fabricscién no s: plea el crazadc.
el graneteads.
son lzs var un granete.
9. Te que depends la precisién de un gransteads.
‘10. Leseribe la téeni 2 trabato del sranetead
ELASERRADO TEORIA 4.3/1
Aserrar
Aserrar e@ arrancar
ero de files en forms de
uno tras otro en el cants de una os
cuales siempre hay varics que actacn
El aserrado sirve sstre todo materiales.
ademas para ranurar y entallar.
Herramienta para aserrar
‘cc una herramienta en forma de
El arco de cierra.
arco que sujeta una hoja de sierra y aus se utiliza para el
tronzado de los metales.
Nomenclatura del arco de sierra
Constan de la siguientes rertes : «F
pevonae Har con azuiete |}
Toner LY
Figura Re O1 v
oje oe 3
Direccién de los dientes en las hojas do sierra (Fig. 02)
Figura te GM direccién del core
Angulos de loo diontes de la ciorra (Figura 03).
QB = dngulo de filo (Betas
a = 4ngulo de ataque (Alpha)
y = angule de corte (Gamma)
Fig. 92 $ Aussie de loz atentee de le sierra,
EL ASERRADO TEORIA 1.3/2
Proceso de trabajo
Al mover ls sierra cn la direcsién del
entc del corte) y ederciendo simzltdneament
bre la sierra «rr n del corte), los 4
n el material y arrancan requefias
viruta). (Fig. 4).
eee recon oe! conte
Srecciom de areibe
Fig. 4 Proceso de Trabaio de la
Conduccién
+ la posicién de los pies
Colocacién del arco de sierra:
= =— 1
debe iniciarse al azearrado
pa obtener un ccrte impecable.
eclocando la sierra en un punto
inferior al dnaule de geacién y
neato ae Zoloeseain aserrar.
Fig. N2 06 Colocacisn
dsl arco de cierra
EL ASERRADO TEORIA 1.3/3
El paso de los dientes
Es la distancia en mm que separa wn diente de otro
a. 07). La hoja di
de Qientes <
la sierra e2 designa segin el numero
25 mm de longitud.
+ Dentac> basto: para mat:
iales blandos.
' Dentac> medio: para materiales normales.
' Dentad> fino: para materiales duros.
22 dieses 32 dientes
Figura basts. medio y fino.
£1 corte libre
Para evits
auc la sierra ce trake al penctrar en el
material, 1s hendidura cortada debe resultar més ancha que
el erueso je la hoja de sierra. La he
ade sierra debe
cortar libremente. Este corte litrs ss obtiene:
. Por meio del triscado (Fig. 3).
- redics de la la hoda de sierra
corte libre
vista desde abajo
aS vista desde abajo
Fig. No 08
da de
Hoja de sierra ondulads
EL ASERRADO | HOJA DE EVALUACION
5
o
Apuntar en un erequis los oc en el filo de una
9: i
hoja de sierra y marcarlos con letras reglamentarias.
se designa en una hoja de sierra como "paso”?.
aPorqué hay hedjas de sierra diferente?
aPerqué debe contar la hoja je sierra libremente.
.Géme se logra el certe 14
x hoja de sierr
2Cen gud hota de si 2 baste. medio. fino)
se cortan los materiales (ncrmales, dures. blandos).
monte
van los
ms tuede obtenerse una
acién impecable del
corte ai aserrar?.
corte en me
= pelierss de
EL LIMADO TEORIA 1.4/4
Limar
g extraer de un mater
reauefiag virutas ror medio
de las sicaduras (dientes; ex forma de pequefics cinceles
ordenadas en sentido transversai y longitudinal en la
herramienta. la lima. y de las cuales un aran numero actuan
simul
camente. Puede limarce a mano o a maquina.
HERRAMIENTA PARA LIMAR
La Lima
Ec una herramienta que vermite trabajar un material
con arranque de viruta. iene un gran numero de filos
(picaduras). ‘cemejantes a cinceles. y posee una dureza
mayor 2 la del material a trabajar.
Nomenclatura de la Lima
Consta do las siguicnt;
Manga
Proceso de trabajo
endo la lima ha adelante. “movimiento de
. y apretando al mismo tiempo con ella eobre la
El retroceso
Se realiza sin presicnar.
Fig.
Movimiento de corte
908 preaién
EL LIMADO OPERATIVIDAD 1.44/1
Técnica de trabajo
tipo
3.
Sujecién.- Sujetar la piesa fijamente en ei ternillo
de banco
Forma. lima.
tal manera que
mano
mango
magne contra la palma de la mano.
la mano isaquierda presicna
Fisura +
Posicién_de_los pies.- Debe ros:
le que indica la figura 5.
ere
Ing ted smvovinnds “|
eins
—
ee
Mm |
seacion del nado
EL LIMADO OPERATIVIDAD 1.4/2
a
Posicisn del cuerse
Bl cuerpo hace movimiento, segin la dureza del
material, padiendo ser rapido o Isnte pero, uniferme
(F. 06).
osicitn inca
poten tina» reinic
1 cuerpo al limar
Conduccién_dea_ta_ lima
A lo lsrao de suele longitudinal para que se evite la
formacién d= estrias.
Ejercer uns presién sobre la lima:
+ La mano dsrecha empuja y aprieta.
f La mano izquierda se limita a apretar.
vance con presidn.
Retroceso sin presién.
Les movimientes uniformec en ambas direccicnes
provocan un arranque de viruta homogénes.
Fie
EL LIMADO HOJA DE EVALUACION
2
-Porqué s@ trabajan superficies de piezas de trabajo
.Con qué letra se desiana el Angulo de filo?
“Por qué no se da al dngulo de filo siempre 21 mien
tamafio?.
Que objeto tienen en una lima:
a) la heda?
bi gla ecpiga?
©) gel mango? 25
1 mangos G2 la lima?
sPar qué al limar se prodjucen limaduras?
Qué hay que tener en cuenta en la condece
to tiene un tornillo de
al ternillo de
mo se comprucba la plenitud de
Limadae?
TALADRADO OPERATIVIDAD 1.5/4
‘TERMINOLOG.
PALANGA DE
DESPLAZAMIENTO
MANGO CABEZAL
PALANCA DE
CUERPO FIJACION
ARISTAS” |
DE “CORTE
TALADRADORA
‘Taladrar en maquina sensitiva, agujeros pasantes de didme-
tros distintos, con revoluciones y avances adecuados.
1, PREPARACION
LL. Amarre dela pieza.—Colocar la pirzah
zontal en las mucscas de ta mordaza y apretar et
fuertemente. (Fig. 9.1).
1.2. Accionamiento.—Si la taladradora tiene se-
guro, allojar este sujetando previamente la palanca
de desplazamiento para que no caiga el portabrocas.
(fig. 9.2).
Bajar y subir el portabrocas varias veces compte
bando que después de apretar el seguro el portabrocas
no cae por su propio peso
TALADRA DO
material
abollado
ee >
— 4
OPERATIVIDAD 1.5/2
2. TALADRADO CON BROCA DE O5 mm
2A, Centrado.—(La taladradora tendi’ dispues-
ta. una broca de @5 mm). Aproximar esta al grancta-
zo indicado en la fig. 9.3, y €
desde dos puntos situados a
mover la mordaza hasta lograr una coincidencin exac-
ta.
2.2, Taladrado.—Concetat la maquina y comen-
zar el taladrado sujetando la mordaza segun fi.
Lubrificar continuamente y presionar Jo suficiente
para obtener viruta larga.
Esta viruta es cortante, por lo que no debe tocarse
con los dedos. (Ver precanciones en el taladrado
del libro de Tecnologia correspondiente).
Salida.—Cuando se note que la breca co
a salir, (fig. 9.5) disminuir la presion de
trabajo, pues si pasa bruscamente hay peligr.
rotura. .
2A, Repeticion—Taladiar con la misma boc
los tres agujeros restantes de la 1.8 cohimmna (fir
9.6).
TALADRADO OPE RATIVIDAD 4.5/3
3. TALADRADO CON BROCA DE ©) 8,5 min.
3.1, Caml
girandolo 1/2 vuelta a la devecha y realiz:
brusco tirén en sentido contrario. (fig. 9.7).
Retirar la broca de @ 5 mm y colocar en su
lugar la de® 8,5 mm, scleccionando ésta por cl _n.°
impreso en el mango 0 midicndo con cl calibre al
final del cuerpo. (fig. 9.8.)
Introducirla en el portabrocas y apretar éste fuerte-
mente en sentido cortrario que al de aflojar.
de broca.—Allojar el po
Fig. 9-8
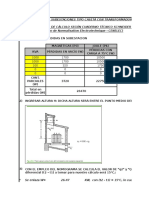
TABLA DE R. P..M. PARA TALADRAR ACERO SUAVE (40 Kg. mm?)
Con broca de Refiigerando | 1.700 | 1.275 | 1.020 | 50 | 730 | 40 | 365 | sio | 465
F515 Sin refrigerar | 1.275 | 955 | 765 | 635 | 545 | 475 | 425] 300 | 345 | 320
Con broca de Reftigerando | 2.125 | 1.595 | 1.275 | 1.060 | 910 | 795 | 705 | 638 | sao | 510
F. 551 Sin refrigerar | 1.700 | 1.275 | 1.020 | 850 | 730 | 610 | 365 | 510 | 4o5 | 425
Didmetro de la broca 3 4 5 6} 7 | 8] 9 fio fu | oe
3.2, Manejo de tabla—Ll n.° der. p. m. se ha-
Ha en el cruce correspondiente a las condiciones de
trabajo de la broca con ef dimetru de la misina
Ejemplo.—Para taladrar acero suave con una bro-
ca de acero rapido F-551 de 9.7 refrigerando, le co
rresponde 910 r. p. m.
3.3. Cambio de correa.—Observar Ia gama de
rpm. de la maquina y si no coinciden elegir cl
valor inmediatamente inferior.
Cambiar Ja correa a la polea cor
ciéndolo en primer lugar hacia Ia de didmetro m
(lig. 9.9). Es decir, si hay que subir se comienza
por Ia situada en la derecha del dibujo y si hay
que bajar se comienza por Ia situada en Ia
spondiente ha-
TALADRADO
palanca para
SS artes
y faja
TALADRADORA DE_MESA
avance del
A
husillo >
Hand:
Moto:
pil para
roca
Mesa de m&quina
= Palanca ée fija-
~
NN et6n
column.
ren 4.5/4
Tope_gzaduable
terrupt:
/Anterruptor
C=
Ly
Palanca de
tijaci6n
Palanca de
avance del
Iluminacién
TALADRADO!
caja cen varia
dor de veloci=
husillo ver /
tical ©
wo
#~_dades
Motor
= Interruptor |
~}Wcolumna
Mesa de m&quina
Bje de
ranivala de
dasplazamiento
vertical de la
Interruptor de
uJ
RA DE PEDESTAL CCN _COLUMNA
Husillo
bomba de refri
gerante
Palanca de
fijaciOn de
columna teles.
copica de des
mesa
pic
ja mesa Tal] plazamiento
rT vertical de
| pedestal \| 1a _mesa_
Interruptor de rm
SASL
TALADRADO TZ0RIA 15/2.
Generelidedes : 1a taladradora eo 12 mfquina més importante de 1a in
gastria metal ae ladrado de agujeros de diversos tamafes
se utilize edonds pars muchos otros fines,ceno por ejemplo el roscado,
7 , el avellanado, el escariado.etc., teniendo siempre rela
ctones con el mecanizado de agujeros. tos tipos ‘mayorente amplesdos =
cénica ‘
qn talleree de necdnica general son ics taladros de mesa y los taladrca
Principio
fl La _taladradora de mesa
Es una taladradora de tamafo reducido
Polea i | que se coloca generalmente encina de
una mesa o una base de misma altura.
Su disefio permite taladrar con brocas
palanca
de hasta aprox. 10 mm de didmetro.
Un motor transmite la fuerza girato ~
ria a la herramienta de corte, por in
termedio de fajas y poleas al husillo.
con una palanca es accionado el movi-
miento vertical del husillo, dando la
nustilo presién sobre la herramienta y, somo
consectencia,el avance manual.
Tope
gradua-
ble
Portafitil
Principio La taladradora de columa
Variador ce =
Velocidace| ES una taladradora de tamafio mediano
poses! que asienta con su base en el piso. Su
it TH ft | disefic permite taladrar agujeros de ma
4 44 | Yor asdmetro.
Enbra- |
gue de La mayorfa de las taladradoras de co-
lumna tienen un mecanismo de avance
avance / @
=e vertical automético con diferentes ve
locidades.
Mecanismo| La desventaja principal de la taladra
de avance| dora de columna es el hecho de que pa
automati-| ra hacer taladros profundos, el husi~
co | llo sobresale mucho de sus cojinetes,
desvidndose f4cilmente la broca.
ba mesa de la taladradora es ajustable
A canquitle en su altura y virable lateralnente,
lo que permite la sujecién de piezas
de mayor altura.
lera
Husillo portadtil
Seguridad y mantenimiento
~“Antes de utilizar una taladradora, - Nunca taladrar en la mesa de la
aAsegurarse de conocer enteramente m&quina (graduar el tope):
gu funcionamiento. - Limpiar cuidadosamente la m&qui
> Controlar si la taladradora ha na después de usarla
_ Side acaitada o ancrasada. - No dejar refrigerante en las
iezas gufas de la m&quina.
Nunea golpear o dejar caer
sobre fa mesa de 1a taladradora
TALADRADO EVALUACION
Nombre Seecion No Fecha
Fig. 9-12
1, EsersSir sobre las lineas de la fig. 9.12. el nombre de la partes que indican
2, Enis pieza de este gercicio ceudntos egujeros hay gue hacer y eudntas brocas
se uttligan para (cladrarlos?
Ria Ls 20
3. Hay dos sistemas para conocer el didmesso de una troca. ¢Cuales son?
Rta, 1.2
29 : s
4. Indiczr con una jlecha el lugar donde é:be medirse el didmetro de la broca
de le fig. 9.13.
SS,
Fig. 9-13
5. Decisios que cuando la broca comienza « traspasar la pieea hay que disminuir
{a fresin de tratajo, ¢Porque?
Rea.
TALADRADO EVALUACION
a
©
10, Teniendo en cue
1. Qué r. p.m. coresponden a
Para observar el ce:trado de une broca no besta mirar éesde una scla
Como debe hacer:e?
Rta,
Las letras r. p. "t, indican: n.9 de recaluciones por minuto. ¢Cudl debe
Ueoar mds revolucienes, una breea deD 10 mm, o ura de D7 rim?
Rea.
Al taladrar se ferman largas virutas que no deber tocarse cca les dedos.
¢Porgué?
Rea.
a brocaZ5,5 mm. de acero F-515 para tala~
drar una pieza de ccero suave rcrigerando?
Ria.
sta la game der. p.m de la fig. 9.14 indicar con una
flecha las poles donde dete colocarse la correa para talacrar con una
broca a la que it correspondes 1.300 t.p.m.
Fig. 9-14
I, En el caso anterior, @Sobre gue polea ha de actuarse en primer lugar para
subir la correa?
Ria,
MACHOS DE ROSCAR
econémicomente roscas =equefias y medi
sc0s in’eriores y lertojas, para rosccs exleriores.
‘08 0s medion's el -sode mochos,
08 y terrajos se fobrican de aces de herromientas 0 ocero rapid:
ido HSS, paro ser
ecciorzdos menualmente con polonces o p2ra su uso sobre foladros y lornes.
den ser cortodos cor cuchillos sobre méquina, en caso qze el grado de
‘oy de precision seo més exigente, 2 cuando sa Ircto de medides especic'es.
LOS MACHOS MANUALES
Son he-ramientas de corte constidas de ozero especial, con resca similar c un ‘ornillo y tres ©
cuatro “anuros longitudinoles. Uno de sus ex:-emos termina en cabeza de formo cuadrada. Estos
meches generolmente se fobrican en juegos de tres y ademés ce lo forma del ile‘e, vorian en el
Engulc de entroda de le punto :
03
15. ose" ©
7
NET.
SECCION AA
PROCESO OPERACIONAL HERRAMIENTAS / INSTRUMENT=S
|
Ct Esmerile el Angulo de rendimiento * Transpartador de Angulos
/ecaucin : Use lenles 0 mascara * Plantillas
eo * calitrador
c2
£3 | Esmetiteel Angulo de said de atzue por la
cara superior
Precaucin Asequie i pieza con fimera
Or | 01 | Acerode constrcci6n D 98x75
PZA|CANT.| DENOMINACION - ___NORMA/ DIMENSIONES MATERIAL OBSERVASIONES
AFILADO DE CUCHILLAS- DE DESBASTE | HT: 04T REF.
x TIEMPO: HOJA; 1/3
MECANICO DE TORNO pf
7098
ESMERILAR SUPERFICIE PLANA EN ANGULO OPERATIVIDAD - 3/4
Esto operacién consiste en esmerilor los superficies en
éngulos con porte cortante de una herramiento, pore
afilor o reofilar lo oristo de corte | Figura 1 }.
Esta operacién se realiza para que los herromientos
eslén en condiciones ideoles de desbosle, de modo de
facilitor el corte, evilando consecuentemente mayor
desperdicio del moterial y moyor consumo de energia.
El proceso de ejecucién de esta operacién es bésico,
pues:deberd ser ulilizedo en el afilado de herromientos
de ocero répido.
La industria cuenta con una seccién especiclizada
aro afilads, y lo realizo generalmente en esmerilo-
doros opropiodes pore estos casos.
Figure 1
PROCESO DE EJECUCION
1* poso- Esmerile lo superficie loteral A ( Figuro 2 },
paro obtener el éngulo de rendimienio { Figu-
ro 3) y también el éngulo de incidencio
loteral { Figura 4 }
OBSERVACION
Consultar lo tabla de angulos de los herromientas.
Angulo de
fendimtento
PRECAUCION
Use lentes 0 méscora de proteccién pora los ojos.
Figura 2 6 ‘ 7
‘A
©. Asegure y sostenge, conforme figura 5, y esmerile conforme figure 6, inclinendo
ligetorente a fin de obtener al mismo tiempo un éngulo de incidencie letercl.
Figure 3
Figura 4
Incidencio
loteral
ESMERILAR SUPERFICIE PLANA EN ANGULO OPERATIVIDAD - 3/2,
Se EeRaEEEEEEEE Ee
OBSERVACION
La herromiento debe ser constontomente enfriado en oguo.
b. Verifique él angulo con transportador | Figura 7} 0 con plontilla { Figura 8 }
mirondo contra lo luz
Figure 7
Figure 8
* *¢. Verifique el éngulo de incidencia
con plentille { Figura 9 }.
Figura 9
2° Paso: Esmerile la superficie frontal B, conforme indica la figuro 10, y verifique el
4ngulo de punta (Figura 11 }. Verifique también el angulo de incidencia frontal
F [Figura 12).
Figure 11 Figuro 12
ESMERILAR SUPERFICIE PLANA EN ANGULO OPERATIVIDAD - 3/3
3° Paso: Esmerile la superticie superic: C y verifique
el éngulo de cufe ( Figura 13)
OBSERVACIONES: o>
1. la orista de corte debe estar en
posicién horizontal ( Figure 14) y
poralelo ol éngulo de solide | Figu-
10 15).
Figure 13
De core
Kineedes —
Figura 14
4° Poso- Terminer y osentzr con piecro monuol de ofiler.
9. Afile lo coro de incidenc’s lotercl
{Figura 16).
b. Afile lo cora de otoque | Figura 17).
Figure 16
UNIDAD II
Evaluaci6n: AFILADO DE CUCHILLA
Dibu‘e una cuchilla de:
1.1 Cilindrar
1.2 Refrentar
1.3 Torneado interior
1.4 Roscado triangular
1.5 Acanalar
1.6 Roscado trapecial
1.7 Forma
¢ Cuéntos tipos mas de esmeril conoce ?
4 Como se elabora las piedras de esmeril ?. Comzonentes, clasificacion y
conscitucién.
& Qué cuidados se debe tener con las piedras de esneril ?
& Qué relacién debe haber entre las r.p.m del moto: y la piedra ?
& Por qué se debe rectificar las piedras de esmeril ?
é Qué nos facilitan las plantillas ?. Sefiale los utilizados en los trabajos con
torno.
Sefia’é la funcién que cumple cada uno de los 4ngulos de la cuchilla que ya
aprendié a afilar.
é Por qué varian los angulos de afilado de las herrzmientas de corte ?
Indigue normas de seguridad en la utilizacién de !2 esmeriladora.
-CAPLAB HOJA DE TRABAJO
CEO
N¢ matricula
Trea : Hela
= 1
pee ‘ORDEN DE EECUCION INFORMACION TECNOLOGICA
'
= +
C : !
+ ~ yf
Iconfced| . Denominaciones Piezo Moterial y dimensiones
ESMERILADORAS: TECNOLOGIA - 3/4
Son mé
wines en que el operodor esmerile materiales, principalmente ofilon los herro-
mientcs.
CONSTITUCION
Estén constituidas generolmente de un motor elacirico, en cuyo eje se fijan en sus exiremos
dos muelas pora afilor : uno constituide de grados medios, sirve pora desbastar los
+ ¥ otro de grados fines pera accbodes de los filos de las herramientos.
TIPOS
Esmerilodora de pedestal
Es ulilizoda en desbosies comunes poro preparar los filos de herramientos manueles. La potencio.
del mo'ar eléctrico mas usual es de lev, girondo con 1450.0 1750 rpm { Figuro 1).
Protector
Protector
Motor léchico
Myelos Muslas ( pieces
(piedros de de alilor }
eller)
Place de
Ploco de ‘epeye
opeye
Lave del motor
lbctrice
Axticslodor de
opoye de
Rertondenta
Pedestal de
columne
Base de lo
columne
Figura 1
OBSERVACION
Existen esmerilodora de pedestal con potencio de motor de dev. Son utilizodas principal-
menle poro desbastor y socor los rebabas de los piezos de fierro fundido.
HERRAMIENTAS DE CORTE TECNOLOGIA- 3/2
( Angulos y Tablas )
ANGULOS DE LA HERRAMIENTAS DE CORTE ( Figura 10 }
Herromiento de Herromento de
acero r6pido Moteriol corburo ~etélico
o b © ° & ©
6 | ae | oF | Fundiciénduro, loten duro, bronco quebrodizoy | 5 | &2 | 5
dures.
a+ | 74° | 8° | Aceroyacero fundido con més de 70kg/mm@de | 5 | 77 | 8
resistencia, bronce comén y lotén.
~ | ae | 6ae | 14° | Aceroy ecero fundide con resistencio entre S0y | 5 | 75 | 10
70 kg/mm?,
g° | 62° | 20° | Aceroy cero fundido con resistencio ene 34y | 5 | ¢7 | 18
50 kg/mm2
ae | 55° | 27° | Bronce, tenoz y aceros con bojo porcentoje de | 5 | 45 | 20
corbono { blondo }
Joe | 40° | 40° | Cobre, oluminio y metol ontifriccién. 9 31
RESUMEN,
Angulos de los herramientos de corte
Son determinodes por los supetlicies esmerilades, segin ol plone de fijacién de lo herromiento
(horizontal o inclinedo ).
« Se coracterizan por lo cute cuyo éngulo depende del moterial a cotter y lo dureze ce lo
herromienta
Se denomincn :
Engulo de incidencie | loterel o frontol }
Engulo de cua
Engulo de etoque
Engulo de rendimiento
Son obtenides en lo tablos.
VOCABULARIO TECNICO
ANGULO DE INCIDENCIA Engulo de juego
ANGULO DE CUNA = &ngulo de filo
ANGULO DE ATAQUE
ANGULO DE RENDIMIENTO
a
éngulo de solide
4ngulo de posicién de orislo de corle.
SEGURIDAD EN EL ESMERIL
TECNOLOGIA - 3/3
PROCEDIMIENTOS
PRECAUCIONES
ANTES DI
EL USO
Verifique lo porte eléctrico del esmeril.
Examine los condiciones de los lentes de
seguridad y del protector visuel del esmeril.
Verifique el opoyo del moleriol o ser
esmerilado en lo méquino.
Verifique que el protector de la piedro esté
correclomente montada
Verifique que lo piedra esté rectificada.
Verifique los rotaciones del motor del esme-
til y el de lo piedro.
Observe que su ropa de trobojo sea lo
adecvoda.
Sus cobellos deben ser cortos.
* Comunique © solucione si observa co-
bles defectuosos, falta de cable c tierra,
Jape de los fusibles fuera de luger, llave
defectuosa, etc.
* Use siempre lentes de proteccién y el |
esmeril también debe contor con ésc
proteccién para vn doble cvidado de los
ojos, leniendo en cuenta que las méqui-
nos con piedros de esmeril son las que
causan el moyor indice de occidentos. |
© Regule y fije bien el apoyo del material
de lo esmeriladora, que tombién es un
medio de seguridad que evita et alosco-
miento de los materiales.
* Asegure el protector de las piedras de
esmeril, no traboje en esmeriles sin esto
proleccién, pues lo posibilided de un
‘occidente es muy evidente.
* Use el rectiticador apropiado a cado
piedra pues sélo asi haré su trabajo con
seguridad y mejores resultados.
fobriconte para los piedrat de esmeril y
que sean ligeramente moyores @ los del
motor, eslo evitoré posibles destrozos
|
1
i
|
\
i
i
|
i
i
|
* Verifique los rotociones que sefiole el
|
(rotura } dé los piedros. |
* Use rope pegade ol cuerpo y preferente-
mente manga corta, pues esto evilo ser
cogidos por lo piedra en rotacién. |
* Los condiciones principales de seguri-
dad pora un mecénico es lo higiene y
cobellos corlos, pues monténgelo siem-
pre asi,
SEGURIDAD EN EL ESMERIL
TECNOLOGIA - 3/4
PROCEDIMIENTOS
PRECAUCIONES,
DURANTE
Observe los cuidados referenies o las piedros.
Siga los cvidades referentes 0 lo forma de
operar con lo pieza o ser esmerilods. Pro-
cedo a esmerilar considerando todos las
precauciones.
Verifique que el recipienie de enfriamiento
contenge liquid.
ELUSO
* Al prender el motor elécirico pérese ol
costado de la piedra, pues los primeros
momentos son los més peligrosos y pue-
den desprenderse los piedras.
+ Cojo con seguridad Ia piezo o esmerilar,
oproxime a la piedre, presionondo lige-
romente, hasta conseguir Io forma de-
secdo.
+ Enfrie frecuentemente el moterial que esté
esmerilado pore evilor combios en su
estructura ( dureze ).
DESPUES DEL USO
20.
+ Al culminar el trabajo se debe dejor
limpio el lugor y el esmeril no permitien-
do lo acumulacién de virutos.
BR cosine™” | Mi caer As
7
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
_/
SUJECION DE LA = tor
FORMAS DE HERRAMIENTAS PARA TORNEADO
IAQ dy ay
_ de chee de
Desbaste acabado
curvada a .. xuryadert.
la izquierda ‘la dereche
eet a a
de radio derosca para aca-
convexa triangular naler en
profundi-
dad
ee Cuchilla wei
dedes- lateral - lateral
baste derecha izquierda
doblada
ala derecha
Cuchille para cesbaste
de interiores
\
}
\
Cuchilla de rosca triangular
para interiores
oleae
f-
Cuchilla angular
para interiores
CUCHILLA DE. DESBASTE CURVADA A LA DERECHA
ie destalonada de! filo principal
Superficie destalonada del filo secundario
Superficie destalonada o de ajuste
Superficie ce virutas
RONS
c Anguio de incidencia
B Angulo de cufia (filo)
+ Angulo de ataque
3 Angulo de corte
7 Angulo de ajuste
4 Angulo de inclinacion
|
— 4 F
importante:
Colocar la cuchilla de desbaste siertipre
rectangularmente al eje de rotaci6n.
HERRAMIENTAS DE CORTE TECNOLOGIA - 1/4
{ Nociones generales de fijacién en el torno )
Los herromientas de corte pueden ser sujetos directamente en el porto-herramientas del carro
superior { Figura 1 } 0 a través ce portacherramientas diversos ( Figura 2 }.
Figure 1 Figura 2
Los figuros 3, 4y 5 presentan Ics tipos mas comunes de porta-herramientas de carro superior.
Figura 5
Paro obtener la altura deseoda de lo herra- Portoherromienta
miento, es usual al empleo de uno 0 més calces
de ocero como se indica en la figura 6.
Lo punto de lo herramiento debe quedor o lo
altura del vértice de lo contropunta. Los angu-
los @ y ¢ | Figura 7 } deben ser conservodos
condo se fijon las herromientes en los diferen-
tes tipos de porlo-herramientos.
HERRAMIENTAS DE CORTE TECNOLOGIA - 4/2
( Nociones generales de fijacién en el torno )
El valor del éngulo " A * { Figuras 8 y 9} formando por la oristo de corte de lo
herramienta y lo superficie de corte de la pieza es variable conforme le operacién.
En lo operacién de desbostar, por ejemplo, este angulo voria de 30° hasta 90° ( F
8 }, conforme la rigidez del motericl; cvonto més rigido el moterial, menor sera el
Engulo. Pore refrenter, el ngulo vorio de 0° hosta 5 ° ( Figura 9 }.
3
Figuro 8 Figura 9
Oo
Pora que uné herromienta seo fijada rigidamenie es necesario que sobresalga lo mends
posible del porto-herramientos { Figuras 10 y 11 J.
Figura 10 Figuro 11
Es necesorio abn observor si lo placa de herramiena
sujecién esté nivelode {Figure 12) pora que
hayo completo contacto entre su superficie
inferior y lo coro superior de lo herromienta.
Figuro.12
HERRAMIENTAS DE CORTE PARA TORNO TECNOLOGIA - 4/5,
( Perfiles y Aplicaciones )
Son herromientos de acero réaido o carburo metélico, utilizedas en los operaciones de
torneado pore corlor con desprendimiento ‘de virutes { Figure | ).
~
Seceién heche 20 el plone
perpendicular de filo
Figueo 1
Estos herramientes se consituyen de un cuerpo de acero répido con una de los
exiremidedes ofiloda convenientemente { Figur 2], o de un cuerpo de acero ol
corkono preparado para recibir el elemento a ser ofilado { Figure 3 ).
Plaquete de corburo
wesslice
Figure 2
PERFILES Y APLICACIONES 0
Los herromientos pore el ‘oro se preporon de acuerdo al tipo de material y lo
operacién a reolizor; las mas usados son los siguientes :
desbostar
refrentor
forneor interno.
roscar
de forma
ranurar y tronzor.
HERRAMIENTAS DE CORTE PARA TORNO TECNOLOGIA - 4/4
( Perfiles y Aplicaciones )
a a i
a. Herromienta de desbastor { Figuras 4 a 7 )
Es utilized
Fara sacor lo virulo més grueso posible ( mayor seccién J, teniendo
en cuente lo resistencia de la herremienta y la potencia de la mai
Los figuras 4, 5, 6 y 7 muesiran ejemplos de herromientas de ocero répide; le figure
8 muestra herromientos de corburo metélico.
Le
Figurs 4 Figura 5
Herremienta recta de desbostor ola derecha Herremienia recto de desbeslor 0 Iz izquierdo
Figua 6 Figuro 7
Herremiento curve de desbostarcle derecho Herromienia curva de desbostor o lo izquierdo
ly
Figuro 8
Herramienta de corburo melélice
HERRAMIENTAS DE CORTE PARA TORNO TECNOLOGIA -4/5
(Perfiles y Aplicaciones )
6, Herramientas de refrentor
Pueden ser usodas tanto para desbaste Catibvadorv
04 | Marque fa longitud nia punte ce la cuchilla | © Brocha de 3
05 | Cilindre ala medida ~sicade * Acelera
06 |. Retrente y mida tong | © Ganeno pa tas.
O7 |! Voltee ta pieza, cent cilinro y reerte a medida,
or | ot | evecuinpaico 21/1 x 160m 37 |
PZA. | CANT. DENOMIN: NORMA / DIMENSIONES MATERIA. OBSERVACIONES
E, ;CALONADO SIN CENTROS Tarot REF.
«A AN \ - | TEMPS HOJA: 1/1
SS ? B MECANICO DE TORNO Oo
— | ESCALA: 1:1 1998
TORNEAR SUPERFICIE CILINDRICA OPERATIVIDAD -5 /4,
EXTERNA EN EL PLATO UNIVERSAL,
Es una operacién que consiste en dar forma cilindrica o un material en rotacién, por lo accién
de una herromienta de corte ( Figura 1). .
Es uno de los operaciones més ejeculodes en el
forno, con el fin de obtener formas cilindricos tt
definitivas ( ejes y bujes | o tombién preparar el i
moterial pore otras operaciones.
PROCESO DE EJECUCION
1° Paso- Sujete el material.
OBSERVACIONES
1. Deje fuera de las mordazas del plato
une longitud de moterial mayor que
lo porte o cilindrar ( Figura 2 ) pero
menor que 3 diémelros.
2. Elmeteriol debe estor centrado; caso uw
contrario, combie su posicion he- | lorgo de Ia piezo
ciendolo girar un poco sobre si mis.
mo, hasta logrorlo.
PRECAUCION
Asegirese que el material esté bien sujeto
por los mordozos. rr
Figura 2
2° Poso- Sujete lo herramienta.
©. Deje la punto de la herromiento pore
fuera lo suficiente pore que el porlo-
herromientos no toque en la mordo- C4
za { Figuro 3}. Figure 3 fine
b. Sujete el porlocherramientas de modo aa ;
que tengo el maximo de opoyo posi-
ble sobre el corro| Figura 4 ).
Figure 4
TORNEAR SUPERFICIE CILINDRICA OPERATIVIDAD - 5/%
EXTERNA EN EL PLATO UNIVERSAL
OBSERVACION
Lo punto de lo herromiento debe
ubicarse 0 10 alture del centro
del torno.
Pora eso, se usa lo contrapunta
como referencia ( Figura 5}.
Figure
3° Poso- Regule ol torno en lo rotacién adecuode.
A® Paso- Marque Ia longitud o tornear sobre el material.
9. Desplace la herramienta hosta lo longitud deseada, midiendo con regla
greduade ( Figura 4 } 0 calibrodor vernier { Figura 7 ).
Figure 6 Figure 7
b. Ponge ol torno on marche y hoga le morca de referencio ( Figura 8 }, con
lo punto de lo herromientc.
5° Paso Determine lo profundided de corte.
9. Ponga en morcha el torno y
oproxime la herromienta hos-
to ponerlo en contacto con el
material ( Figura 9 ).
b. Troslede lo herramiento ho- Figure 9
cio lo derecho, pore que que-
de fuero del meterial.
c. Ubique el cero del enillo gro-
duado frente o Io lineo de
referencia {Figura 10) y hoga
penetror Io herramiento eno
determinade profundidad
(Figure 11).
Figuro 10 Figure 11
TORNEAR SUPERFICIE CILINDRICA OPERATIVIDAD - 5/3
EXTERNA EN EL PLATO UNIVERSAL
6° Poso- Tornée hasta el diémeiro deseodo.
@. Con evence monval, haga un
reboje de aproximadomente
3 mm | Figura 12).
b. Aleje lo herromienta de la
piezo.
¢. Apague la maquina.
PRECAUCION
Deje el torno parar por si mismo.
d. Verifique con el calibrodor
vernier, el diémetro obtenido
en el reboje { Figuro 13 }.
e. Temée, completando la poso-
dz hosta lo morca que deter-
ming el largo.
OBSERVACION
Usor relrigeronte, cowmto sea
oe necesarii
Figura 13,
f. Repito la indicocién (e ), ton- .
+ los veces como sea necesario
pore obtener et diémetro de-
seodo.
REFRENTAR OPERATIVIDAD -5 /4+
no superlicie plone perpendicular ol eje del torno,
‘enlo de corle que se desplozo por medio del carro
Refrentor es hocer en el moteriol
mediante la occién de una herro
tronsversol ( Figuro 1).
Esto operacién es reolizade en lo moyo-
tia de las piezos que se ejecutan en el
torno, tales como : ejes, tornillos, tvercos
e bujes.
El refrentodo sitve poro obtener una cara
de referencia { Figura 2) 0 como paso
previo al ogujereado.
Figuro 1
PROCESO DE EJECUCION
1° Paso: Sujete el material en el pleto universal
OBSERVACIONES
1. Se debe dejor fuera del plato uno
Jongitud L menor 0 igual a 3 diéme-
tros del moterial { Figure 3 ).
2. El moteriol deberd estor centrado;
coso conlrerio, cambie su posicion,
haciéndole giror un poco sobre si
mismo, hasta logrorlo.
2° Paso- Sujete lo herremiento.
a. Cologque lo herramiento en el porta-
herromienics.
OBSERVACION
lo distancia A de lo herromiento debe-
18 ser la menor posible { Figuro 4).
b. Sujete ol portoherromientos de modo
que tengo el maximo de opoyo posi-
ble sobre el carro| Figure 5}
OBSERVACIONES
1. Lo punta de lo herromiento debe
ubicarse o lo alturo del centro del
loro. Pore eso, se use lo contropunto
como referencia.
2. Lo aristo de corte de lo herromiento
debe quedor en angulo con lo cora Figuro 6
dol moterial | Figure 6 )
REFRENTAR OPERATIVIDAD - 5/5
3° Paso- Aproxime fo herromienta o Ia piezo
desplozondo el corro principal y fijelo.
4° Paso: Penge en movimiento el tor
‘OBSERVACION
Consulier tabla de rotociones.
5° Paso: Refrente.
2. Hoga fa herramienta tocar en el
punto més sobresoliente de la cara
del meterial ( Figura 7} y tome
referencia en el anillo groduado del
corre porta-herromientcs.
Figure 7
b. Desploce lo herramiento hosta el
cenlro del material.
c. Hoge penetrar la herromiento hasla
el cenizo del material.
d. Desplace lo herramienta lentomente
hacia la periferio del material ( Figu-
ral).
OBSERVACION —
En caso de ser necesorio retiror mucho
material en lo coro, el refrentodo se
realizo desde lo periferio hacia el cen-
tro de lo pieza, con’ lo herramienta
indicodd en lo figura 8.
e. Repito las indicociones b, ¢ y d Figura 8
hosto completor el reftentado. '
VOCABULARIO TECNICO
BUIE cojinete de friecion, bocina.
PLATO AUTOCENTRANTE plato universol, plato de tres mordozes.
ANILLOS GRADUADOS EN LAS TECNOLOGIA -5/1
MAQUINAS HERRAMIENTAS
nnn
Los onillos gradvados son elementos de forme circulor con divisiones con distancios
iguales, que las méquinos de herramiertas posee. Son construidos con graduaciones de
severdo con los pasos de los tomnillos donde se siluan. Estos tornillos comandon un
movimiento de los carros { Figura 1) © !as mesos de las maquinas ( Figura 2}.
Corre
porloharromieion
Cotto
X frontversot
Anillo grodiode del ——~
corre angers Anille greduedo del corre
porlaherramienta
Figura 1 - Anillos greduades del torno
Trazo de referencia.
P:Smm Eje de movimiento
roniversel dae meso
ae
ANILLOS GRADUADOS EN LAS TECNOLOGIA - 5/&
MAQUINAS HERRAMIENTAS
APLICACION,
Los onillos groduodos permiten telacionor el nimero de divisiones con la penetracion | Pr)
necesoric pore efecivar un corte { Figuras 3, 4y 5).
Figure 3
tor dal moll ents de eaboior
+ erpeer da lo piso depute de aboot
D = ditmare dela pase dal desbosa i
= dibmen del ara daxput dl dbase
T
(
Zt
Ovrecin al
+ Povatocgn redid la
hercamienta
Figure 5
El anillo grodvede permite desplozor lo herremi
exaciitud { Figuras 6 y 7 )
ANILLOS GRADUADOS EN LAS TECNOLOGIA -5 /3
MAQUINAS HERRAMIENTAS
ne
DATOS BASICOS PARA EL CALCUL
El operador tiene que coleulor cudntos divisiones debe ovanzor con el anillo gradvado
pora penetrar lo herromienta y desbastor el material a lo medida requerica, paro eso
debe conocer :
-Lo penetracién de lo herromiento
-El paso del tornillo { en milimetro 0 pulgeda }
- El nimero de divisiones del onillo graduodo
CALCULO CON EL ANILLO GRADUADO
1° Etapo : Determine la penetracién con la herramienta.
Penetracién oxial de lo herramienta | Figura 8 ).
Po=E-e
Pr = penelrocién de Io herromiento
E = espesor inicial det moteriol
= espesor final del moterial
Figure 8
Penetrocién radial de la herromienta [ Figura 9 ).
D-d
2
penetracién radial de lo herromiento
metro inicial del material
d= diémetro final del material
Figure 9
2% Etopa : Determine el avonce de lo herramienta
Ayonce por Uivisién de onillo (A)
Pose del orilo | P]___ Awd
re
(A) =
jones del onillo (N] N
3? Etopo : Determine , finalmente el némero de divisiones a avanzar en el anillo groduodo.
El céleulo se realiza asi :
N® de divisiones de ovance { X}
ix) = Penetracién ( Pa } x. Pa
‘Avance por divisién ( A )
OBSERVACION
En todos los cosos de célculo el tornillo de comando es de une entrado
ANILLOS GRADUADOS EN LAS TECNOLOGIA - 5/4
MAQUINAS HERRAMIENTAS
EJEMPLOS :
1. Coleule el ndmero de divisiones o ovanzer en un anillo gradvedo de 200 divisiones,
pora desbostar una borra de 20 0 18mm de a. El paso de! tornillo de comendo es de
4mm.
Céleulo
9) Penetracién radial :
D-d
7 or a LL) A = 0,02mm
N 200
c} Noémero de divisiones por ovanzar :
xe BO yl X = £0 divisiores
A 0,02
2. Celevle cuanios divisiones se debe ovonzor en un anillo graduodo de 100 divisiones
pora desbostor un material de 60mm de diémetro y dejarlo con 45mm. El poso del
tornillo es de Smm.
Célculo
@) Penetrocién radial :
Pop = Po hy nk 7 Sm
2
b) Avance por divisién del onillo :
Awe. SL 005mm
N 100
¢] Némero ce divisiones por ovenzor :
x= Bo x - 25mm. x ~ 150 uno wellay medio del ono }
A 0,05mm
SEGURIDAD EN EL TORNO
TECNOLOGIA - 5/5
PROCEDIMIENTOS
PRECAUCIONES
Observe los cuidodos referente a los topes
Los herramientos { cuchillos ] deben estor
adecucdamente fiiodos , svjetos.
Verifique de iguel menero que los moterior
les o tornear estén sujetos y montadds ode-
cuodomente.
* Regule y fije los topes de movimiento
outomatico, sobre todo en los casos que
se traboje con avance répido, lo no
precaucién en esos casos produce los
occidenies | rotura de herramiento, mo-
terial y dao ola misma méquina ,
* Sujete lo herromiento con la segurided
que no se svelte.
Formos de fijacién y montoje de las he-
tromientas ( cuchillas }.
+ Monte adecuodamente la pieza o sef
torneado, utilice correctamente los acce-
sorios de fijacién, asegérese que no se
soltaré durante el proceso de ejecucién
( troboje }
UNIDAD V
Evaluacion: TORNEADO DE EJES
1. Sefiale la importancia que tiene el cilindrado al trabajar en el torno.
2. Sefiale la importancia que tiene el refrentado al trabajar en el torno.
3. 4 Cuantas divisiones tiene el anillo graduado del carro transversal, y el
carro portaherramientas ?
4. & Por qué es importante contar con anillos graduados en las maquinas
herramientas ?
5. Qué significa avance radial y axial ? .
6. ¢ En qué casos se procede con avance radial en el toro ?~ —_——
7. 4 Enqué casos se procede con avance axial en el torno ?
8. _ Investigue en qué maquinas herramientas s6lo se utilize el avance axial.
9. Calcule el nimero de divisiones a avanzar en un anillo graduado de 200
divisiones para refrentar en el tomo un espesor de 40 m.m. a 37,5 m.m. El
paso del tomnido de comando es de 5 m.m.
10, Calcule el ntimero de divisiones a avanzar en un anillo graduado de 100
divisiones para desbastar un material de 80 m.m. de diametro y dejarlo a
65 m.m, El paso del tomillo es de 6 m.m.
11. __ Indique las normas de seguridad en el torneado.
HOJA DE TRABAJO cee
Ni matricul
; ; Hoje
Tora: Eje escalonado sin centro ero | 171 |Accbode 89/7
ie ‘ORDEN DE EIECUCIGN INFORMACION TECNOLGGICA
Leo Herromientos de desbostor
1 a an ce
Sujeter lo piezo, tomear @ los medidas y hacer bisel, | f2m-pora tornear =
Precouciones :
Torneor con evance monusl lento
Colocar Jo herromienta a Ia al-ura
2 | de centro de la piezo
Sacor la piezo més del plato y desbastor lo porte central.
3 L |
a
Desbastar los dos diémetros a medida,
‘ L
4/U] - oT"
fz
Volleer lo pieza y terminor el olro extrema.
Precouciones :
|Canicad] — Denominaciones Pieza Material y dimensiones
Pe ee even
aaah COSUDE NIA CAPLAB
‘ii
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
TORNEADO DE EJES ENTRE CENTROS
P34
NY,
‘Tolerancia generat
£0,imm
NOTA : Material proveniente de lo Tarea N? 01
ne PROCESO OPERACIONAL HERRAMIENTAS / INSTRUMENTOS:
Ot | Sujete ta pieza en plato universal © Cuchlla de retrentar
62 | Monte el portabroca en el cabezal m6vily sujele la broca de © Cuchilla de cilindrar
centrar dé 6 3mm © Portabrocas y lave
03 | Haga un agujero de centro en la segunda cara © Broca de centvar de.6 3mm
04 | Sujetelapieza entre puntas © Accesorios y herramientas del torno
05 | Sujete fa cuchilla de cilindrar © Ropla graduada
05 })- Tornée cilindrico desbastando en un extrem, dando las medidas | ° Calibvador vernier en'mm
siguientes: 8345 x 90mm © Aceitera
20325 x 40mm * Brocha.
8285 x 2mm
0235 x 10mm
07 | Voltée ta pieza y epi al paso 6, en el ato exremo
08 | Sujete fa cuchilla de relrentary acabe los es escalones, dando
sus medidas
09 | Voltée ta pieza y acabe los tes escalones dl otto extremo
10 | Veritique las medidas con el calibrador vernizr,
a1 | ot Eje escatonado Reutilizar en la HT 03
ZA. | CANT. DENOMINAGION NORMA / OIMENSIONES MATERIAL OBSERVACIONES
EJE ESCALONADO CON CENTRO HT: 02 T REF.
MECANICO DE TORNO TEMPO: |
ESCALA; 1:1 1998
_—_
TALADRAR AGUJERO DE CENTRO OPERATIVIDAD - 6/4
EN EL TORNO
eee
Pora taladror agujero de centro es obrir un orificio de forma y dimensiones determinados, con
ung herramiento denominada broco de centror { Figura 1 }.
Figuro 1
Eslo operacién se realiza generalmente en molerioles que necesiton set trabojados entre
puntas ( Figura 2) o en el plato de orrastre y punto | Figura 3 ). A veces se reclizo agujeros
de centro como paso previo para agujerear con broca comunes.
Figura 2 Figura 3
PROCESO DE EJECUCION
1° Poso: Centre y sujete el moterial.
2° Poso- Refrente.
3° Paso-Montar !o broca.
©. Colegue el mandril portabrocos en el
cabezal mévil ( Figura 4 }.
Figura 4
OBSERVACION
Los conos deben estor limpios.
b, Sujete lo broco de centror en el portabroca,
OBSERVACION
ta broca debe ser seleccionado con loblos de acuerdo con el didmetro del
moterial.
c. Aproxime la broca ol moteriol desplo-
zondo el cabeza mévil { Figuro 5 }.
d, Fije el cabeza! movil.
TALADRAR AGUJERO DE CENTRO OPERATIVIDAD - 6/2
EN EL TORNO
4° Paso: Ponga en funcionomiento el torno.
OBSERVACION
La velocidad de corte se selecciona en toblas.
5° Paso- Taladre el ogujero de centro.
a. Accione con movimiento lento y uniforme, el volanie del cabezal mavil, haciendo
penetror parte de lo broco.
OBSERVACIONES
1, la broco debe estor alineado
con el eje al material. Caso con-
lrorio, corrije el clineamiento por
medio de fornillos de regulacion
del cabezal mévil ( Figura 6 ).
2. Usar fluido-de corte.
Figura 6
b. Saque la broce para permitir la so-
lide de virule y pora limpiarle.
OBSERVACION
Lo limpieza de broca se realiza con
brocho.
c. Repito los subpasos o y b hasta
obtener la medido D { Figura 7 ).
\ Figura 7
TORNEAR SUPERFICIE CILINDRICA OPERATIVIDAD -6/3
EN EL PLATO Y PUNTA
Es uno operacién que consiste en torneor el material estando uno de sus exiremos sujeto
en al ploto universal y el otro apoyado an la contrapunia ( Figura |}
Figura 1
Se reoliza cuando el material o tornear es
largo, pues ésle, solomente sujelo en el
plato universal, flexionaria bole la occién
de lo herramiento ( Figura 2 }.
PROCESO DE EJECUCION
1° Peso: Hago el ogujero de centro en un extremo del moteriol.
2° Paso- Coloque lo punto en el cobezol mévil.
OBSERVACION
Los conos deben estor limplos.
3° Paso Monte el moteriol.
0. Apriete suovemente el material
en el plolo universal.
b. Aproxime lo contrapunto des-
plozando el cabezal mévil y
fijelo.
OBSERVACIONES
1. Verificer el alineamiento de lo
contropunta por lo referencio A
{ Figuro 3} y corregir, si es
necesario,
Figuro 3
TORNEAR SUPERFICIE CILINDRICA
EN EL PLATO Y PUNTA OSS AUNID AD ody)
ne
2. El eje del cabezal movil debe quedar
dos veces su diémetro fuera del cabe-
z0l, como méximo | Figura 4 ).
¢. Intreduzee lo punto en el agulero de cen-
tro, girando el volante del cabeza! mévil,
OBSERVACION
Lubricar el egujero de centro.
d. Verifique el cénttado del moterial y opristelo definitivomente en al ploto univer-
sal.
e. Ajuste lo contrapunta y fije el eje del cabezal mévil con lo manija.
4° Paso- Monte Ia herramienta,
5° Paso- Verifique al paralelismo.
©. Ponge el torno en movimiento,
OBSERVACION
Determinar la rotacién en la tabla.
b. Hago un reboje en al extremo del material { Figura 5} y tome referencia de la
protundided de corte en el onillo graduado.
Figuro
c. Retire Ia herramienta y traslédela paro realizar el otto rebaje con la misma
profundided del corte onterior, préximo ol plato.
d. Relire lo herromienta y mida los diémetros de los rebajes con el colibrador
vernier.
TORNEAR SUPERFICIE CILINDRICA
EN EL PLATO Y PUNTA OPERATIVIDAD - 6/5
OBSERVACION
Si el diémetro del rebaje proximo a la
contropunta es mayor, se desplaza el cabezol
mévil en el sentido X (Figura 6 J; si es menor,
en el seniido Y.
6° Paso- Tornée a lo medida.
OBSERVACIONES
1. Lo pieza solamente det
evilor nuevo centrado,
Figura 6
ser retirado del ploto después de terminoda, pora
2. Verificor frecuentemente el ajuste de la contrapunta y su lubricocién
VOCABULARIO TECNICO
EJE DEL CABEZAL MOVIL = husillo del cabezal mévil - husillo de lo contrapunto
TORNEAR SUPERFICIE CILINDRICA
ENTRE PUNTOS OPERATIVIDAD - 6/6
Es una operacion que se reclizo en materiales montados entre los dos puntos del torno y que
giron orrostrados por uno bride.
Se ejecula en piezas que deben conservar sus centros para un fécll centrado posterior ( Figure 1).
ON Cobezol movil
PROCESO DE EJECUCION
12 Paso Haga un agujero de centro on los exiremos.
3
2° Paso- Prepare el torno
0. Monte el ploto de orrastre.
OBSERVACION or
Limple las roscas y los conos.
Qo
b. Monte los puntos.
. Figuro 2
OBSERVACION
Verificor el centrado y el alineamiento de los puntos; corrlja, sl es necesario
( Figura 2}.
3° Paso: Monte el material y la brido.
0. Desploce el cobezol mévil y filo « la posicién edecvado | Figura 3 }.
TORNEAR SUPERFICIE CILINDRICA
ENTRE PUNTOS OPERATIVIDAD - 6/7
b. Coloque la bride sin fijarlo.
c. Aluste el moterial enire los puntos y fije el eje del cobezal movil.
OBSERVACIONES
1, Lubricar los centros.
2. la piezo debe giror libremente
sin juego entre los puntos.
¢. Posicione y fije lo brida { Figura 4}. :
OBSERVACION
En caso de superficies ya termino-
dos, usar proteccién. Figura 4
PRECAUCION
Verificar que el ploto y lo brida estén bien sujetos y que no peguen en el
carro porto-herromiento.
4° Paso: Monte la herramiento y cilindre.
OBSERVACION
Verificar el parolelismo con calibrodor vernier o con el micrémetro y corregir si es
necesario.
PRECAUCION
Verificar frecuentemente el ojuste de los puntos y lubricor ya que durante ef
torneado el material se calienta y se dilata, rozén por lo cval lo presién de los
puntos debe regularse desplozonde lo contropunto.
TORNO MECANICO HORIZONTAL, TECNOLOGIA - 6/14
( CABEZAL MOVIL )
Es lo parte del torno desplozoble sobre la bancode (Figura 1} y opueste al cabezol fijo.
Lo contrapunta esté silvodo ola misma altura de lo punta del eje del husillo y ambas
determinan el eje de rotacién de lo superficie lorneada.
volonte
Figur 1
Cumple las siguientes funciones :
+ Servir de soporte de la contrapunto, deslinado o opoyar uno de los extramos de la piezo
© ser torneado.
* Fijor el porto - brocas de espiga cénica para agujerear con broca en el torna.
* — Servir de soporte directo de herramientas de corte, de espiga conica, como son: brocas,
escorladores y machos.
+ Desplozor loteralmente la contrapunto para fornear plezas de pequeia conicidad.
PLATO Y BRIDA DE ARRASTRE TECNOLOGIA- 6/2
Son accesorios del torne que sirven pore tronsmitir el movimiento de rotacién del husillo a
las plezas 6 ser torneadas entre puntos ( Figura 1).
Plote de orrasire
CONSTITUCION Y FUNCIONAMIENTO
El plolo tiene forma de disco, hecho de hierro fundido gris, con una rosca interior para su
fijecibn en el husillo del torno, Lo brida de arrastre ox de acero y s0 fija en lo piezo o ser
torneada.
TIPOS
1. Plote con ronvras { Figura 2 }, pore ser usoda bride de espige curva | Figuro 3)
Figuro 2 Figura 3
2. Plato con pivote, pata ser usado brida con espiga recto | Figura 5.
Figura 4 Figuro 5
nee eee
PLATO Y BRIDA DE ARRASTRE TECNOLOGIA - 6/2
3. Ploto de seguridad | Figura 6 }, que permite olojar lo brida para proteger el operador
4. Bride con dos tornillos, indicado para reclizor posadas profundas ( Figura 7}.
y
k
y
i
BZA
Figuro 6 Figura 7
5. Brida conjugeda { Figura 8 }, utilizada en la fijacion de plezos de grandes didmetros.
Figura 8
RECOMENDACIONES
Proteger lo bancado al montar y desmontar el plato de arrastre.
Escoger una brida en cuyo orificio la pieza tenga poco juego; evitor el empleo de unc
brida que tengo diémetro interno mucho mas gronde que el de la pieza a torneor.
Fifor firmemente el tornillo de la brida en lo superficie de la pleza; el opriete debe ser
tal que impida ol deslizomiento de la bride, cuando se dé la presin de corte de lo
herromiento.
Al colocor lo pieza entrepuntos con la bride de arrastre a ella adaptado, se debe poner
al pivoe del plato en contacto con Ia espiga de Ia brida.
Poro colocar entrepunios un pieza que ya tengo lo superficie torneado, en el lugor de
odaptacién de lo brida, se debe proteger eso parte torneada, con uno placa de cobre
y de otro material blondo.
UNIDAD VI
Evaluacién TORNEADO ESCALONADO ENTRE CENT!
1. 4 Qué funciones cumple el cabezal movil ?
2. { Qué importancia tienen el plato de arrastre y la brida ?
3. 4 Cuales son los tipos de plato y brida de arrastre ?
4 Explique la utilizacion de los conos de reduccién.
5. 4 Cudles son las medidas normadas que se utilizan para las brocas de
centrar ?
6. Explique con detalles el desplazamiento del cabezal mévil utilizando el
tornillo de regulacién.
7. Indique normas de seguridad en el torneado entre centros.
or
Ho
ij
INFORMACION TECNOLOGICA
.. NP matricula ...
‘Material y dimensiones
Piezo
Q
2
a
<
c
Ee
wu
a
<
3
2
x=
Denominociones
HOJA DE TRABAJO |
Alumn0 soe mn
Torea : Hejo
ferea - 1 Acobodo: yy
Le ‘ORDEN DE EXECUCION INFORMACION TECNOLOGICA
|
[cent] Denominaciones Piezo ‘Material y dimensiones
(am Cc O Supe IA PROGRAMA DE CAPACITAGION LABORA:
vr
a
Seq CAPLAB
ii
MECANICO DE
TORNO
— UNIDAD DE
APRENDIZAJE
=L TORNO mre ("y
TALADRADO EN
94)
N
Tolerancia general
£0,1mm
ne PROCESO OPERACIONAL
HERRAMIENTAS / INSTRUMENTOS
OF | Sujete ta pieza en plato universal
02 ‘Sujete Ja cuchitla de retrentar
03 | Retrente una cara
04 | Agujerée pasante con roca helicoidal de 8 arm
© Cuchilla de refrentar
© Cuchilta de cllindrar
© Cuchilla de tornear interior
© Portabioca y fave
05 | Cambie la broca por una de @ 18mm y agujerbe pasante © Broca de centar de 8 3mm
06 | Tore cinacico el escal6n de # 32x 30mm, citinando y © Brocahelicoidal de 8 amm
| ekertado . © Broa hticidal de a 18mm
07 | Achaflane el extremo © Accesorios y herramientas del toro
08 | Volte a piezay relent ta otra cara dando la longitud de 45mm | > Regla graduada
09 Tornée cilindrico hasta un @ 40mm y achaflane el extremo © Calibrador vernier en mm
40 | Sujete ta cuchita de tomnear cilicico interior © Brochade 3°
" Tornée la supetticie cilndrica interior pasante dando els 20mm, | © Aceiteta .
desbastando y acabando
12} Verfique las medidas con el calibrador verier, '
or | ot | Bovina ciindrica 50x 50mm St37
PZA. | CANT. DENOMINACION =~ NORMA / DIMENSIONES MATERIAL OBSERVACIONES
BOCINA CILINDRICA Y CONICA HT: 05 T REF,
Gis MECANICO DE TORNO mene HOW: 112
i ESCALA 1998
AGUJEREAR USANDO EL CABEZAL MOVIL OPERATIVIDAD - ¥/1
Esto operacién consiste en hacer un agujero cilindrico por desplazamiento de une broco
helicoidal, que se monta en el cabezal movil y con el material en rotacién | Figura 1 }.
Figura |
Sirve, en general, de preparacién del moterial por operaciones posleriores de torneado,
roscado interno y escoriado
PROCESO DE EJECUCION
1° Paso- Refrente
2 3 8
2° Paso-Hago un ogujere de centro. oe
a
3° Paso-Verifique el diémetro de lo broca, con en
calibrador vernier , midiendo sobre
los guios, sin girorlo | Figura 2 ).
Figuro 2
OBSERVACION
El coso de broca de didmetro moyor de 12mm, es necesorio hacer agujero ini
de diametro algo moyor que el del alme de lo broca { Figuras 3 y 4}.
Aguero iniciol
AGUJEREAR USANDO EL GABEZAL MOVIL OPERATIVIDAD - 7/2
nn
4° Paso- Monte la broco helicoidal.
OBSERVACION
1. lo broce de espiga cilindrica es fijada en el porto-brocas.
Lengiele
Voie strc
Figure 5 Figuro 6
2. La broco de espiga cénica ( Figura $) se fije directomente en el cono del cabezal
mévil 0 con oyuda de un cono de reduccién { Figura 6 }.
5° Paso: Prepare el torno.
©. Determine lo rotacién, consultando tablo.
b. Aproxime el cabezal movil de modo que lo punto de Io broca quede a unos 10mm
del moterial { Figura 7 } y fijelo. .
Figure 7
6° Paso - Inicie ef ogujero haciendo ovanzar la broca con giro del volante del cobozal mévil
hasta que comience o cortar.
OBSERVACION
En caso de que lo broca oscile, se debe
sujetor un material blando en el porto-
herromientas, haciéndolo ovanzor hasta
presionorlo svavemente conira lo broco,
mientras lo punto penetra ( Figura 8 ).
1
Figuro 8
Figuro 9
En este coso, los filos de lo broca deben estor en posicién vertical ( Figure 9 J. luego que la
punto de la broce penotte, retire el moterial viilizado como opoyo.
AGUJEREAR USANDO EL CABEZAL MOVIL OPERATIVIDAD 17 /3
7° Poso- Continde agujereondo, haciendo penetrar lo broca.
OBSERVACIONES
1. Refiror frecuentemente lo broco de la piezo para limpiorlo con un pincel y
desolojar los virvlos.
2. Refrigerar odecuadomente.
3. Disminvir el avance cuando lo broce va a terminar el agujero.
8° Paso- Termine el agujero en lo profundided deseada.
OBSERVACION
Le profundided del agujero se puede controlar por lo graduacién exisionte en el
husillo del cobezol mavil { Figura 10 J, 0 bien con uno referencia sobre lo broco
{Figure 11}.
2
°| cobezol
‘movil
nye be 4
\ —pheratenl_ stesso |
Tegisdinel
Figuro 10 Figuro 11
9° Poso- Verifique lo profundided.
©. Retire el cobezol mévil.
b. Limpie el oguiero.
c. Verifique la profundidad del agujero con un colibrador con reglilla pora lo
profundidad ( Figura 12}.
Figuro 12
OBSERVACION
Tome en cuenta la parte cénica de lo punto de lo broca.
BROCAS ( NOMENCLATURA, TECNOLOGIA - 7/4
CARACTERISTICAS Y TIPOS )
[ans STEUNSITE
Las brocas son herramientos de corte, de forma cilindrica, con ranuras rectos o
helicoidoles, templadas y que terminan en punto cénica y ofilada con un éngulo
determinodo, Son utilizadas para hacer ogujeros cilindricos en los diversos materiales.
Los tipos més usados son los brocas helicoidales ( Figuros 1 y 2}
Espiga Cuerpo Punto
Aristo cortattie
Angdto de
Morgen Condtes le punto
Figura 1 Broce helicoidol de espige cilindrica
ag0st0 igo
a Espig 4 Cuerpo Punta
Aristo cottonte
Morgen Angile de
Conéles Jo punta
Figura 2. Broca helicoidel de espiga cénico
CARACTERISTICAS
Las broces se corocterizon por lo medide del diamelro, forma de lo espiga y material
de fobricocion.
MATERIAL DE LA BROCA
Es fobricoda, en general, de acero répide y ocere al carbone. Los brocas de acero
rpido se utilizon en trabajos que requieren altos velocidodes de corte. Estas brocos
ofrecen moyor resistencia ol desgoste y al calor, siendo por tanto més econdmicas que
los brocos de acero al carbone cuyo empleo tiende a disminvir en la industria.
FLUIDOS DE CORTE TECNOLOGIA - 1/2
los Fluides de corle se usan para evitor temperatures que perjudicon la herromiento
empleado y lo piezo en ejecucién { Figura 1 ). Ademés como lubricante de lo herramienta
pera tener una mayor durebilided del filo y para conseguir un mejor acabado en lo
superticie de los Irobojos a ser ejecutados. Generalmente se emplean liquidos como fluido
je corte.
Figura 1
Aceiles de corte - aceites minerales o las cuales se les agregan compuestos quimicos.
Son usados como se presentan comerciolmente.
Soluciones de corte- mezcle de agua y oiros elementos como aceite soluble, azufre, bérox,
eic. Generalmente deben ser preparodos
El fluido de corte més utilizado es una mezclo de aspecto lechoso, conteniendo AGUA
(come refrigerante } y de 5 « 10% de ACEITE SOLUBLE { como lubricante J.
A ccontinuacién, figura una tabla que contiene los fluidos de corte recomendables segin se
indica en la hoje 2/2
aren TIPO DE TRABAJO
A ROSCAR
man Tornear |Agviereod Fresar | Cepillor | Recifcor Te
Acero ol carbone 1 2 2 2 10 8
0,18 0 0,30% C 2
Acero al corbono 3 3 3 3 10 3 8
0,30 0 060% C 9
Acero al corbono, 3 3 3 3 10 3 8 5
artibe de 0,60%C 4
‘Aceros inoxidables 3 3 3 12 6 7
13
Terre Tondide 7 7 T [3 10 9 5
Aluminio y sus 5 1 uN 7 7
cleaciones 7 7 7 7
Bronce y latén 1 2 2 1 n 1 8
u 8
Cobre 1 7 2 2 4 7
FLUIDOS DE CORTE TECNOLOGIA - 7/3
1 | En seco g | Aceite mineral con 1% de ozufre
en polvo
2 | Ague con 5% de oceite soluble 9 | Astite minaral con 5% de ozulre
en polvo
Aguo c/1% de carbonate de sodic,
3 Aguo con 8% de aceite soluble 10 1% de bérox y 0,5 % de aceite
mineral
4 | Astite mineral con 12% de 11 _ | Aguo con 1% de carbonate de
grose onimal sodio y de bérox
‘Agua con 1% de corbonate de
Ia eoronenel 12 | Sodio y 0,5% de oceite mineral
4 | Grose onimal con 30% de
blonco de zine Aguarrés 40% - Azufre 30%
13° | Blonco de zine 30%
D Kerosene, con 30% de aceite
mineral
PRECAUCION
PARA EVITAR AFECCIONES EN LA PIEL, EL OPERADOR DEBE, DESPUES DEL TRABAJO,
LAVARSE CON AGUA Y JABON LAS PARTES DEL CUERPO SALPICADAS POR El FLUIDO DE
CORTE. ALGUNOS CONTIENEN SUSTANCIAS QUE PERJUDICAN LA PIEL.
RESUMEN
FLUIDOS DE CORTE
Sirven pero :
Refrigeror la piezo y Io herramiento.
+ lubricor el corte.
Mejorar fa colided de la superficie de los trabajos.
Tipos usados
Aceites de corte ; se encuentran facilmente
Soluciones de corle ; para ser preporadas.
Lo més usodas es el aceite soluble
PRECAUCION
LAS PARTES DEL CUERPO SALPICADAS POR El FLUIDO DE CORTE DEBEN SER LAVADAS
CON AGUA Y JABON PARA EVITAR AFECCIONES
rr tte er te SEE
TORNO MECANICO HORIZONTAL, e
( CARRO PRINCIPAL ) aa!
Es lo parte del torno que se desplazo sobre la banceda, manvalmente (a través del volante)
© oulomaticamente { a trovés del husillo } { Figura 1 }
Esta constituide de :
porto herrramientos
meso corre monsversol
delontal _
carro transversal
corro superior
porta - herromiento
carro superior
Figura 1
MESA
Su estructura es de hierro fundido gris, con olojamiento pore los guias prismélicos externos
de la bancoda del torno; realize el avance longitudinal, oproximondo o alejando lo
herromiento que torneo el material y sostiene el delantal, el carro transversal y el carro
superior.
DELANTAL
Es una caja de hierro fundido gris, fijado en la porte delantera del carro principal | figure 1).
CARRO TRANSVERSAL
En lo porte superior del corro principal, sobre guios en cole de milano, se desliza el carro
Wronsvarsol
En la porte inferior del corro tronsversol, hoy un tornillo que va acoplado o una tverce, lo
que conduce ol cotro en sv troslocién.
Este movimiento se hace manvalmente por movimiento de la manija o autométicamente, a
través de los mecanismos del delontal, segin sera explicado adelant
Un onillo grodvado vo en el eje del volante, y permite controlar micromél
tronsversal.
amente al avance
A>
ZA.
del carro transversal
Figura 2
CARRO SUPERIOR
El carro superior es lo parte que sirve de bose o la torre porta - herramientas | Figuras 1 y
2). El deslizomiento se hace girando la manivela o volonte que mueve un tornillo ccoplado
© una tuerca existente en el mismo. Un onillo graduado, en el eje del volante, focilito el
control de los evances manuales.
ce ann
TORNO MECANICO HORIZONTAL TECNOLOGIA - 7/5
( CARRO PRINCIPAL )
Movimiento manual del carro
Estando desconectade el pifién P1 ( palanca A2 }, se puede movilizar el volante V. Al girar
el pifién P2, gira también la rueda R1 y el pifién P3, que, acoplado a la cremallera,
produce el movimiento longitudinal del carro.
2. Avance automético del carro, por medio del tornillo potrén { para cortar roscas ).
Se mueve lo polanca Al. Los espigas de seguridad de las medias tuercas giran en lo guias
del disco D, haciendo que se obron o cierren las medias werca, engronande o
desengranando con el tornillo patron. La rotacién del tornillo determina el avance del
longitudinal del carro al arrastrar su tuerca partida.
3. Avance automético del carro, por medio de lo borra de cilindrar.
Estando los medias tvercas abiertas, podemos mover lo palanca A2, pora poder acoplar
los dientes frontales de embrague LI. La rotacién de la barra determina la rotacién de R2,
R3, P ( tornillo sin fin ), R4 ( engranoje helicoidal }, P1, Rl y P3. estando P3 engranado
con la cremallera moviliza al carro a lo largo de la bancada del torno.
4, Avance automético del carro transversal
Si estan desengronodes los medias tuercas, se mueve la palance A2 en posicién que
desacople los dientes frontales de embrague, LI, permitiendo al mismo tiempo acoplar
los dientes frontales L2. Los rotaciones del tornillo sin « fin no se transmiten ol pifin P1,
por estar desacoplado; entonces el carro longitudinal no se mueve y por intermedio de R2,
R3, Py R4, la rotacién se transmite 0 R5 que engrana con el pifién P4, montado en el
tornillo que transmite el movimiento al corro transversal, al arrastrar su tverca.
CUIDADOS
©. Los guias de los avances y sus tornillos de comando de los carros deben estor siempre
limpios y constontemente lubricados.
mos de los
b. Cuondo se tornee hierro fundide, proteja odecvodamente los meco
carros y_guios de lo boncada del torno. :
-CAPLAB HOJA DE TRABAJO CEO:
Trea: Rejo 7,
- te | | Acabedo
on ee 10N INFORMACION TECNOLOGICA
[Contcd} Denominaciones Piezo Material y dimensiones
1
_
FMW 858N0 azarae vEsMMROUOY A COOFHRACION PROGRAMA DE CAPACITACION LABORAL
Bh COSUDE A ame
+
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
TORNEADC DE ACANALADO Y DE* FORMAS
N7/ yoterancia general
£0,1mm
Ne PROCESO OPERACIONAL HERRAMIENTAS / INSTRUMENTOS
ot | Sujete et material en plato universal © Cuchilla de refrentar
02 | Retrente una cara y haga agujero de cent © Cuchilla de citindrar
03. | Toinée entre plato y punta, desbastando ios diémetios © Cuchilla de ranurar de 6mm
30,3 y 21,8mm a 31 y 22mm respectivamente, © Cuchlla de 1 = 6 ( convexo )
04 | Vote ta pieza, efrente la ora cara y haga agujero de centio © Cuchilla de r = 5 ( convexo )
05 | Toinée entre puntas, desbastando los diametos 49,1 y 45,2mm © Cuchilla de r= 6 ( céncavo )
849.5 y 46mm respectivamente © Cucilla de =5 ( c6ncavo )
06 | Acabar los diametros ala medida © Broca de centrar
O7 | Sujete ta pieza entre plato y punta © Calibrador vernier en mm
08 | Sujete la cuchitia de ranurar de 8mm y iévelaa 14mm del extrema | © Acztera
09 | Tornée la anura 1, manuatmente. Desbasle y acabe a las medidas
10 | Tornée tas ranuras 2 y 3, esbaste y acabe
14 | Volt a pieza y haga la ranura 4. Desbaste yacabe a las medidas
12 | Monte la cuchilla der =6 y ejecute el radio convexo de 6mm
13. | Monte lacuchitla der =5 y ejecule el radio convexo de 5mm
14 | Monte ta cuchila de r= 6y ejecul ef radio concavo de 6mm
15 | Monle ta cuchilla de = 5 y ejecle el radio céncavo de Sram
16 Veritique las medidas de los radios concavos y convexos. .
Ele ranurado 950x 185mm 8137
DENOMINAGION - ___NORMA/DIMENSIONES MATERIAL (OBSERVACIONES
EJE ACANALADO Y PERFILADO HT: 06 T REF.
ae “| Tiempo HOSA: 1/1
MECANICO DE TORNO
ESOALA: RUF 1998
RANURAR Y TRONZAR EN EL TORNO OPERATIVIDAD -9 /4
Es uno operocién que consiste en obrir renuras por la accién de uno herromienta especial que
penetra en el moterial, perpendicularmente al eje del torno, pudiendo legor a seporar el
material, en cuyo caso se cbiiene el tronzado | Figur 1 ).
Se oplico en lo eloboracién de arondelas, oni:
llos, poleas y salides de roscos, principalmente.
PROCESO DE EJECUCION
ob) ise!
1° Paso: Fije el material,
‘OBSERVACIONES,
Hagalo de modo que lo ronura a reclizor quede lo més préximo posible al plato
[Figura 1 }, para evitor la flexién de le piezo.
2° Paso- Monte lo herramienta
OBSERVACIONES
1. Lo distancia B debe ser lo menor posible | Figuro 2}. .
2. El filo de la herromiento debe estar ole altura del eje del torno { Figura 2}.
3. El eje de lo herramienta | Figura 3 ) debe quedar perpendicularmente al eje del
torno.
Figura 2
3° Paso: Morque el oncho de la ranuro.
OBSERVACION
Puede hacerse directamente con une herramiento de punto | Figura 4 ).
4° Poso- Prepare el torno
@. Ubique lo herramiento entre las mar-
cos de lo ranura y fije el carro longi-
udinal
b. Determine la rotacién adecuada
RANURAR Y TRONZAR EN EL TORNO OPERATIVIDAD - 9/2
5° Paso: Ronure.
0. Aproxime lo herromienia hasta rozar L
‘al moterial { Figura 5 }, y tome rofe
rencia con el anillo del carro trans-
versol ( Figura 6 J, pare controler lo a
profundided.
b. Avonce la herromienta cuidadosamen- ry
te, cerca de lo morce limite {Figuro 7 |, '
dejondo mat para la terminacion.
c, Retire lo herromiento, desplécela ol
otro lado de la ronuro y repita lo Figure 5
indicacién anterior { Figuro 8 ).
marcos limites
Figura 8
d. Termine la ranuro, refrentonde primero los flancos | Figura 9 }, y después
el fondo { Figura 10 ).
Figuro 9 Figure 10
OBSERVACION
Verifique al filo de la harcamiento y afile si es necesorio, antes de terminar.
6° Poso- Tronce | si lo operacién es tronzar ).
OBSERVACION
Pora tronzor repito o y b del 5° paso,
hasta que la pieza se sepore del mate-
ria { Figuro 11 ).
Figura 11
TORNEAR SUPERFICIE CONCAVO
Y CONVEXO
OPERATIVIDAD -9/.3
Paro obtener superficies céncovas y convexos sobre un material se hoce a través de unc
herramienta que se mueva simulténeamente con movimientos de avance y penetracién.
Se realiza poro obtener la forme definitive de uno piezo sin mucha precisién, con ovance
bimanual de los volontes coma paso previo para perfilar con la herramiento la forma.
PROCESO DE EJECUCION
1° Paso: Desbaste y olise lo piezo.
2° Paso- Marque con el filo de la herramiento jos
limites de lo superficie deseade | Figura
Vy)
3° Paso- Monte lo herromiento pore el lorneado
de lo superficie céncovo 0 convexa, con
forme sea el coso { Figuros 2 y 3}.
OBSERVACION
La punto de lo herramienta debe ser redondeo-
do, pues los ogudas dificultan le obtencién del
buen acabado.
4° Paso: Tornée la superficie.
CASO I - SUPERFICIES CONCAVAS
@ Penetre lo herromiento en lo parle
més profunda de la superficie | Figu-
ro 4).
r
7 \
{4
!
an
Figure 1
Figuro 3
Figure 4
CALIBRADORES Y VERIFICADORES TECNOLOGIA - 9/4
Son instrumentos generclmente fabricados de acero, algunos son templados.
Se villizan para verificer y controlar radios, éngulos, juegos, roscas, diémetros y
espesores.
Esién coracterizados por sus voriadas formas y perfiles.
Los colibradores se clasifican en vorios lipos conforme figuras.
Calibre de juegos 0,015 6 ,
6,200 8 0,04 0 Sm. Cvento hilos de roscos.
Colibre "posa no poso" pore
jes 0 celibrodor de boca.
9m 20 a 22%
Colibrador ora chopes ¥
CALIBRADORES Y VERIFICADORES TECNOLOGIA - 9/2
Calibrador de rodios
Sirven pare verificor determinadas medidas internas y externas. En cada lémine esta
estompada la medida del radio. Sus dimensiones varian, generclmente, de 1. 15 mm o
de 1/32" 0 1/2"
Colibrador de éngulos
Se uso en la verificacién de angulos. En cada lémine viene grabado el Gngulo, que
varia de 1 a 45°.
Colibrador de jvegos
Se usa en !a verificacién de juegos y esté fabricado en varios tipos. En cada lamina
viene grabada sv medido que varia de 0,04 0 Smm ode 0,015"a 0,200".
Calibrodor de roscas ( Cuenta hilos )
Se usa pare comprobar roscas en todos los sistemas. En sus léminas tiene grabado el
romero de hilos por pulgades o el paso de lo rosco.
Colibrodores "peso no peso" para ejes
Esté fobricado con boces fijas o moviles, El diémetro del eje estard bien cvondo paso
por la boca mayor y no por Ia boca menor
Calibrador tompsa "poso no paso”
Sus extremos son cilindricos. El agujero de lo pieze a ser verificado estoré bien cuondo
paso lo parte menor y no la mayor de esos exiremos cilindricos.
Colibrador para chopas y olambres
$e fobrica en diversos tipos y patrones. Su cara esté numereda, pudiendo variar de O
{cero} ¢ 36, que representa el ndmero del espesor de los chapos y alambres.
CONDICIONES GENERALES DE USO .
Sus superficies de contocto deben ser perfectos, libres de polve y grosas.
CONSERVACION
Evitar coidos y choques.
Limpiar y lubricor después del uso.
Gvardarles en el est
he © en lugor opropiodo.
SEGURIDAD EN EL TORNO
TECNOLOGIA -
a3
PROCEDIMIENTOS
CUIDADOS - PRECAUCIONES
Observe los cvidados referentes ol mando
hidréulico.
Observe los reglas para tronsporlar mate-
tial pesado.
Siempre observe los cuidados referidos a
los herromientas
Verifique lo rotocién y velocided de corte
que deben estar en relacién a lo herromien-
ta y ol material o tornear
Revise los condiciones del copiador on-
tes de poner en funcionomiento el torno,
pora evilor rolura de herromienta y ma-
logror el material @ incluso la maquin’
{ torno ).
Si no se cuento con equipos de montaje
(tecles, gréas) pido oyuda a sus colegas
pora levantar piezas muy pesadas.
No use herramienta en mal estodo, mal
olilados pues el uso en este estado es
considerando un acto inseguro.
Regule la rolocién y lo velocided de
corte de acuerdo o Ia herromienta y al
moterial o trabajar, pues en caso conira-
rio, produce un calentamiento y pérdido
de filo de la herramiento, perjudico lo
produccién y se puede desmontarse lo
piezo.
Un ejemplo de fijacién de una piezo
cuyo rpm no puede ser excesiva
TORNEAR SUPERFICIE CONCAVO OPERATIVIDAD - 9/4
Y CONVEXO
b. Desplace hasta A, con fos movimientos simulténeomente de avance [ a, ly profundided
(P, | y realice los primeros pasos.
c. Desplace hosto B [ Figure 6 } y con los movimientos ( 0) y (P, }, simulténeamente,
tealice el segundo paso.
d. Controle con fo plantille ( Figure 7 }
@. Reolice tantos pasos cuantos fuesen neceso-
ries con los misinos procedimienios de los
posos 1°y 2°, hasta llegor al perfil deseodo.
Plone
Figura 7 t
CASO Il - SUPERFICIES CONVEXAS
a. Coloque lo herromienta en frente de lo parle mas NK
soliente de lo superficie ( Figuro 8 }.
b. Con los movimientos de avence (o, | y profundidad P ’,
(P, } simulténeos, realice el primer poso.
on a
¢. Wuelvo hasto el punto A y con el avance ( 0, } y
profundidad (P, }simultaneos, realice el seguado paso.
d. Controle con Io plantille
Figure 8
©. Realice tontos pasos que fuesen necesarios con el
mismo procedimiento hasta llegor al perfil deseado.
HOJA DE TRABAJO
Acabado W/
INFORMACION TECNOLOGICA
‘Material y dimensiones
AAW. 1H OAS ANA ADESHIOKOY A.COOREACEN A PROGRAMA DE CAPACTACION LABORAL
= Ia CAPLAB
_
rae? COSUDE ti
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
10
35tor
35201
A
2
g
S|
Ne PROGESO OPERACIONAL HERRAMIENTAS / INSTRUMENTOS
Ot | Retrente y aladre 1s centros © Herramionta de desbastar
Observacién:Revente proporcionalmente los extrema, © Herramientas de relrentar
considerando las medidas © Hetramienta de alisar
02 | Tomnte tos dametios © Herramienta de cote
03 | Tornge vebajes y los challanes © Herramientas de roscat
4 | Talle (bra las roscas © Micrémetro
Preceucion : © Calibradorvernier
+ Veviique sia bra de arraste esta bien sujet ala pieza ® Brocha de centrar
2 Use brocha para limpiar y lubricar la rosea © eine de rosca 60° y 55° ( cuentahilos )
© Mandi
© Tuercacalibradora. |
Cor | ot | iecitinarico + x 160mm st37 L
BZA. [CANT. | OENOMINAGION -___NORMA/ OIMENSIONES MATERIAL | __ OBSERVACIONES
EJE CON ROSCAS TRIANGULARES, HT: 07 T REF. |
MECANICO DE TORNO mew rows)
ESCALA: {998
a
ABRIR ROSCA TRIANGULAR EXTERNA
POR PENETRAGION PERPENDICULAR
OPERATIVIDAD - 10/4
Se
Es dar triangular al filete de una rosca, con uno herramienta de perfil adecuado, conducida
por el carro, con penetracién perpendiculor a la piezo.
El evonce debe ser iguol al paso del filete, por coda wuelta completa del matericl.
La relacién entre los movimientos de lo herramienta y del material se obtiene con un tren
de engranojes dispuestos en la lira o en la caja de avonces.
Es una operacién necesoria para construir las roscas de las piezos y tornillos de precision.
1 Se recomienda para roscos de paso menor que 3mm.
PROCESO DE EJECUCION
1° Paso- Cilindre al diémetro.
2° Paso- Posicione y fije la herramiento.
2, Ubiquela a lo altura del centro
(Figure 1}.
b. Ubiquela con la bisectriz del n-
gulo del perfil perpendicular al
material.
OBSERVACION
Verifique con plontille { Figure 2).
c. Fije lo herramienta,
3° Paso: Prepare el forno.
©. Disponge el avance necesorio
para roscar.
OBSERVACION
Figure 1
Plantilla
Figure 2
Utilice lo cojo de avance y si el torno no tuviera, monte el tren de engranojes
colcvlado.
PRECAUCION
Para evitor herirse, durante el cambio de engronojes, nadie puede poner en
marcha el torno.
ABRIR ROSCA TRIANGULAR EXTERNA
POR PENETRAGCION PERPENDICULAR OPERATIVIDAD - 1/8
b. Determine la rofacién pora roscor,
consultando table.
c. Verifique si el carro porta herramien-
1a est6 en posicién parclela al eje de
Ja pieza | Figura 3).
4° Poso- Verifique la preparacién,
©, Ponga en marcha el torno.
PRECAUCION
Asegirese que Ia proteccién de los engrona-
es est6 colocada.
Figuro 3
b, Ponga en contacto fo herromiento
con el material.
c. Desplace lo herromiento fuera del material y coloque a cero el tombor gradvado
del carro transversal,.lo mismo que el del tambor del carro porta herramientas
(Figure 3 }.
d. Avance la herramiento dando una profundided de corte de 0,05mm.
@. Maniobre lo palanca pare el avonce de roscar y deje que la herramienta marque
unos diez filetes ( Figura 4).
f. Retire la herramienta y pore el torno.
g. Verifique el paso obtenido con ayuda de un cuenta hilos ( Figura 4) 0 uno reglo
groduade | Figure 5 }.
Cuenta hilos
Figuro 4 Figura 5
a
ABRIR ROSCA TRIANGULAR EXTERNA
OPERATIVIDAD - 10/3
POR PENETRACION PERPENDICULAR
en EE ey
5° Paso- Desbaste la rosco
@. Retire lo herromienta y vuelva al punto inicial del corte.
OBSERVACION
Condo el poso de la rosco qua se construye es submiltiplo del paso del lornillo
patrén, se puede quitor el oulomético y desplazor el carro a mano. Cuando no
ocurre eso, para volver al punto inicial de corte, hagalo sin quitor el ovtomatico,
haciendo gitar el torno en sentide contrario.
b. Coloque la profundidod de pasa-
do recomendade | Figura 6 .
OBSERVACION
Voya controlonde sobre el anillo
groduodo las profundidades de
los sucesivas posades poro saber
cvondo se llega a Io altura del
filete.
¢. Pongo en morcha el torno y dé une
posodo, interrumpiéndole cuando
Tlegue ol lorgo previsto de lo rosco
(Figura 7}.
OBSERVACION
Durante todo el roscado, lubrique
conforme tabla,
d. Regrese al punto inicioal repitiendo
lo indicacién a.
ro posada, dando une nveva
profundidad de corte y desplozan-
do longitudinalmente la herramien-
ta (Figure 8}.
Figura 7 - Ranura de solide
f. Repita los indicaciones d y @, trasledondo Io herramienta longitudinaimente en
sentido contrario al de la indicacién e | Figura 9 ).
ABRIR ROSCA TRIANGULAR EXTERNA “roy
POR PENETRACION PERPENDICULAR OPERATIVIDAD - 10/
OBSERVACION
Continée dando pasadas con el mismo procedimiento hasto que falte alguna
décima de mm para alcanzar Io alturo del filete.
6° Paso- Termine la rosca.
a. Ubique Ia herramiento en el centro de lo ranura entre filete, con el corro
avonzando.
b. Dé profundidad de corte, lo menor posible, hasta que la herramienta corte en
los dos flancos del filete, a fin de reproducir exactamente su forma, y tome
referencia en el anillo graduado.
¢. Repase toda la rosca con la misma profundidad de la indicacién b.
7° Paso- Verifique la rosca con ayuda de una tverca calibradora { Figura 10} 0 con un
calibre de tolerancias { Figura 11 ).
Figuro 10 Figuro 11
OBSERVACIONES
1. Los colibre deben entrar justos, pero sin forzarlos.
2. En caso necesario, dé nvevos pasadas con el minimo posible de profundided
de corte hosto obtener el ajuste,
ROSCAS TECNOLOGIA - 10/4
( Nociones, tipos y nomeciatura )
Es una saliente en forma helicoidal que se desarrollo , externa o internamente , alrededor
, de una superficie cilindrica © cénica,
Esas salientes se denominon filetes ( Figura 1 }.
pero ®
Figure 1
PERFIL
El perfil indica la forme del filete dela rosca en un plano que contiene el eje del tornillo.
2 tongue §—/\/\/\/\/\,
Tornillos y tuercas de fijocién y uniones en tubos.
Organos de comando de las maquinas- herramientas { Para transmision
de movimiento suave y uniforme }, husillos y prensos de estompor.
cs Cvadrado
En desuto , pero se oplice en tornillos de piezas sujotes o choques y
grondes estuerzos.
d Diente de Sierra JWI
Cuando al tornillo ejerce gran esfuerzo en un solo sentido, como en
tornillos de banco y gatos.
© Redondo ff LK
Tornillos de grondes diémetros que deben soportor grondes esfuerzos
en movimiento.
ns
ROSCAS TECNOLOGIA - 10/2
('Nociones, tipos y nomeciatura )
SENTIDO DE DIRECCION DEL FILETE
El filete puede tener dos sentidos de direccién.
Mirando el tornillo en posicién vertical :
TN, Mr,
co in
NOMENCLATURA DE LA ROSCA
Independiente de su uso, las roscas tienen los mismos elementos { Figura 4), variondo
openos en su forme y dimensiones.
Figura 4
Pp = poso i = dngulo de Io hélice
d = diametro externo c = cresto
d,= diémetro interno { nicleo } D = diametro del fondo de lo tuerca
dy=diametro de flonco D,= didmetro del agujero de la tuerce
&~ dngulo de filete h = olturo del filete del tornillo
f = fondo de filete h,= alturo del filete de lo tuerco
ee eeeeeeSSSSSSSSSSSSS
ROSCAS TECNOLOGIA - 10/3
(Nociones, tipos y nomeciatura )
ee
PASO DE ROSCA
Paso (P] es le distoncic entre dos filetes, medida paralelamente
ol eje en puntos equidistantes 0 correspondientes ( Figura 5 }.
p
0 1
Sistema pora determinar el paso : Figura 5
2. Con verificadores de rosce en mm (Figura 6) y en némero
de hilos/1" ( Figura 7 }.
Figuro 6 Figura 7
b. Con regla { Figura 8, 9 y 10).
1" = 25,dmm, el poso en mm de lo Figura 10 seré
P = i/d hiloss Pat 6,35mm
N
Figura 8
Figura 10
ROSCAS TRIANGULARES TECNOLOGIA - 10/4
(Tipos, caracteristicas, formulas y tablas )
ea
Son surcos helicoidales abiertos en superficies internos u externas y en cilindro. Son
utilizodas en tornillos y piezas roscadas.
TIPOS DE ROSCAS TRIANGULARES
Los roseas triongulores son closificadas, segén su perfil , y tenemos cuatro tipos =
+ rosca métrica
+ resco whitworth
- resca whitworth con juego de vertices
= rosea americana
Estos son los tipos més empleados en la industria, sin emborgo hey otros.
Rosca métrica ( Figura I)
Angulo de perfil de filete : 60°
Paso : Dado en milimetros
Perfil: Tridngulo equilétero, con vérlice achotado
y redondeado en ol fondo de rosca SN
Series: Rosca métrica normal y rosca métrica fine SX
Lo rosco métrica fina, esté determinado , por su mayor némero de filetes que la rosca
normal. Esto posibilita mejor fijacién de rosca : evita el aflojamiento del tornillo en caso
de vibracién de maquinos como en los vehiculos.
Torillo.
Figuro 1
Rosca Whitworth ( Figura 2}
Tweree y
Angulo de perfil de filete : 55°
Poso: 1 pulgade dividida por ol nomero de filos
por 1".
Perfil ; Triéngulo isdsceles, con el vértice y el
fondo del hueco del filete redondeados.
Series: Rosca whitworth normal y roscawhilworth > a)
fino, pora aberlura de rosca con machos y
terrajos,
Figuro 2
Rosca whitworth con juego de vértices { Figura 3)
Angulo de perfil de filete : 55°
Poso: 25,4 N@ de filos por 1"
Perfil : Triangulo isdsceles con el vértice truncado
y el fondo de hueco del filete redondeado.
SEGURIDAD EN EL TORNO TECNOLOGIA - 1/5,
PROCEDIMIENTOS
CUIDADOS Y PRECAUCIONES
Tenga cvidado con materiales y tropos de
limpiezo humedecidos con moteriol inflo-
mobl.
Verifique y cuide que los espacios de tran-
sito en el taller estén despejados y limpios.
Verifique las condiciones de sus lentes de
proteccién
Observe siempre los cuidados necesorios,
ontes de encender lo maquina.
Tenga cuidodo ol aproximarse o los plates
de orrasire { autocentronte }.
* Ubique todo moterial inflamable en de-
pésitos con tapo para disminuir el
peligro de incendio.
* Mantengo siempre limpios y libre de
moterioles el espacio para transite en el
toller, a fin de que ud. y sus colegas
puedan desplozarse libremente y sin Iro-
piezos.
* Use lentes de proteccién para evitar que
alguna viruta penetre o sus ojos.
© Verifique que se hicieron las recomendo-
ciones anteriores @ incluya en su expe-
riencia. Prenda lo maquina, y aproxime
la herramiento ala pieza con cuidado,
en caso de duda verifique nuevamente si
las recomendaciones fueron tomadas en
cuenta,
* Evita detener los platos con la mano, no
oproxime lo cobeza a los plotos pues
oumenta el peligro de accidenle.
UNIDAD X
Evaluacién: ROSCADO TRIANGULAR
Realice en forma prictica (puede usar cartulina) el trazo de una HELICE
en las roscas.
Sefiale nuevamente los diferentes perfiles de rosca més utilizados.
& Qué diferencias hay entre una rosca derecha e izquierda ? (ventajas y
desventajas)
Sefiale la nomenclatura de las roscas.
Explique los términos siguientes:
- “paso”
- “numero de hilos por pulgada
{4 Qué aplicacién tiene un “cuentahilos” ?
Sefiale los tipos de rosca triangular.
En la rosca americana como se calcula el didmetro menor de la tuerca (Dy
= agujero).
Ubique en la tabla (rosca métrica de perfil triangular ISO)
Serie normal
d dy he mo P dD.
10 ~~ ~
Serie fina
d dhe te D D mi P ddy
5 _ - aie
4 Cuantos hilos por pulgada tienen las siguientes roscas whitworth de paso
normal ? 3/32”, 3/8", 5/16", 1/4", 1/2", 5/8", 3/4", 7/8", 1”.
CAPLAB HOJA DE TRABAJO CeO
N® matricula .... “2
Hele
- ae 1 Acabado yy
pee ‘ORDEN DE EECUCION INFORMACION TECNOLOGICA
|Canfida! Denominaciones |Pieza Material y dimensiones
MAW, cROKUZAPRAR DESMBOLOY ACOCRECN PROGRAMA DE CAPACITAGION LAGORAL
COSUDE fit GAPLAB
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
TORNEADO DE POLFAS "1
Toleraacia General
0,1 mm
Ne PROCESO OPERACIONAL HERRAMIENTAS / INSTRUMENTOS
Ot} Cente, retrente y taledre © Gramit
© Cuchilla de reftentar
© Cuchilla de desbastar
02 | —Toxnde el agujero de a y verllique et didmetro © Cuchilla de ranurar
© Cuchill de ranurar en * V"
* — Cuchilla de radio 2. mm
03 | Destaste a as medidas inicadas © Boca heicoidl de 06, 12 mm
© Cucilla de ciindrar interior (desbastey
. acabado )
04 | — Voltée, cent, retrente, desbastey ranure oan .
© Planlilas enV" (Angulo de 34°)
05 | Toxnde dando tas medidas indicadas y termine fa ranwa en“ | —Calibrador verier en mm
°° — Mandril de 816 x 100 mm
© Broca des"
© otters :
or | ot Polea enV" Fiero fundido 0 95 x 45 mm
"52a, [CANT | DENOMINAGION —- NORMA DIMENSIONES MATERIAL OBSERVAGIONES
POLEA PARA CORREA TRAPECIAL HT: 08 T REF.
ps “| tiempo: | HOUR: 1/4
MECANICO DE TORNO |
ESCALA: Red. Fot. | 1998
POLEAS TECNOLOGIA - 11/
Son ruedas destinadas o tronsmitir el movimiento de rotacion o los ejes por medio de
los fojos.
Los prineipoles tipos de poleas son plonos y aconoladas, de acuerdo @ la foja 0 cable
que impulse en su superficie.
CARACTERISTICAS
Son consirvidos de diversos materiales,
como: oluminio, madera, fierro fundido,
acero, plastico, etc. siendo fijadas o los
eles por presién, chovela y prisionero de
seguridad { Figuro 1 ).
Meter
Los diémetros de los poleas se calculon de
acuerdo con la relacién de velocidedes
deseodes.
En una tronsmisién de dos poleos, se
definen como :
Poleo Motriz, @ la que comunico, transmi-
te 0 genera el movimiento. Se le conoce
también con el nombre de polec conducto-
10; ¥
Poleo conducida, ole que racibe el movi-
miento; se le conoce también con ‘el nom:
bre de polea recepioro.
Condvelde
Hoy diferentes tipos de poleas, en cvonto o su construccién. Entre los principales
encontramos :
= Poleo partida, compuesto por un armazén de fierro
fundido 0 acero, dividido en dos mitades que se
unen por medio de tornillos colocados en el interior
de la polea | Figure 2}. '
Figura 2. - Poleo Partido
POLEAS TECNOLOGIA - 14/2
Hoy diferentes tipos de poleos, en cuanto o su construccién. Entre los principales
encontramos :
- Polea entera, generalmente de fierro fundide o de
cluminio, de regular tamofio. No se construyen muy
grandes, debido a su gran peso, lo que podrio crear
dificultod en el montoje ( Figure 3 ).
Figuro 3 - Polea Entero
- Polea escolonads, uiilizode principalmente en ma
quinos herramientas, y en maquinarios y equipos
que requieron voriocién de velocidades | Figure 4 },
Figura 4 - Polea Esealonada
-Polea en" V", caracterizedo por tener sv superfi
econaleda, y por el mejor agorre de los fojos. Posee
uno, dos o més canoles para alojar igual contidod ,
de fojos ( Figura 5}
POLEAS PLANAS
TECNOLOGIA - 41/3
een te ET
Son rvedos plonos en cuya superficie leven correas planos, pero Iransmitir movimiento
de rotacién de un eje o otro.
NOMENCLATURA
Los partes principales de lo polea plone | Figura 1.0, by c].
EI Cubo, o centro de ojuste ol diémetro del
eje, con el que se hace solidario por
medio de une chavela longitudinal
lo Llonta, que es la corona 0 superficie
exterior delgado, de seccién curv, y so-
bre el cual se opoya lo correaen el centro,
y con rebordes cuando lo polea esta some-
fide a vibraciones. Si es muy ancho y
plana, se denomina tambor.
POLEA PLANA COMBADA
Tedricomente, la correo no tiene necesi-
dod de ser guide cvondo une dos poleos
plonas, cuyos planos diometrales coinci-
den exactamente; pero hoy més seguri-
dad en cuanto o su estabilidod sobre lo
polea, si asto es bombeads o comboda.
lo condicion principol es que !o polea
tengo un diémetro moyor ol centro; siendo
la llecho de bombeo, oproximadomente,
1/15 del oncho de lo Hlanta { Figure 2 }..
los Brazos, que son rectos 0 curvos { Co-
nocidos tombién como royos }, de forma
porabélico y de seccién eliptica pore que
ofrezcan menor resistencia al esfuerzo y
ol movimiento del cire.
En poleos pequetas se reemplazan por un
disco lone.
Figuro 1
Figuro 2
POLEAS PLANAS
POLEAS PLANAS ESCALONADAS,
Denominadas también de coracol, se utili
zon en maquinas donde se necesita disponer
de distintas velocidedes. Asi, por ejemplo, si
consideramos que M es el eje del motor y T
al del wrebojo, fe correa se encveniro en lo
polea que gira o mas velocidod, y si se desea
obtener menor velocidad, se conseguiré ho-
clendo pasar lo correa a los tombores de la
izquierda { Figura 3}.
j Seguridad !
TECNOLOGIA - 11/4
Figuro 3
MS ay;
PERDERASITU CAMA
TRABAJANDO Cl ROPAS SUELTAS .
‘ON
~N
>
SEGURIDAD EN EL TORNO
TECNOLOGIA - 11/5
PROCEDIMIENTOS
Observe los cuidados necesorios al cam-
palancas de cambio.
Observe los cvidados referidos o la limpie-
za anies de hacer los mediciones de preci
sién.
biar de posicién los correas, engronajes y
CUIDADOS Y PRECAUCIONES
® Desconecte la lave general de la maqui-
no, antes de hacer estos combios de
posicibn en los engranajes y polancas
de cambios. Asi evitoré que por descui:
do alguien manipule el encendido y pue-
do causor accidentes graves.
Delengo tatalmente la maquina y limpie
lo superficie torneada y pore ello utilice
patos, 0 oditomentos especiales con la
finolidad de no corterse con los filos o
oristas.
Esponja cilindrice de limpiezo.
UNIDAD XI
Evaluacion: TORNEADO DE POLEAS
1 Enumere cuantos calibradores y verificadores cuenta en el almacén de su
centro educativo.
2. 4 Qué diferencia existe entre una plantilla de radios y calibrador de
angulos ?
3. ¢ Cual es la funcién de las poleas ?
4. Sefiale las caracteristicas de una polea.
5. Explique la diferencia entre una polea plana y polea en “V”.
6. & Qué importancia tiene el sentido de rotacién durante el escariado a
mano?
7. Seitale cémo se procede a escariar a maquina.
8. Qué lubricante se utiliza para escariar:
- — Niquel
- Bronce
- Acero aleado
9. Qué caracteristicas tienen los escariadores de expansién ?
. GAPLAB HOJA DE TRABAJO
. .N® matricula,
Hoja
Toeas 7 5 Nz
lea . : ne cpa |Acabedo
Wie "ORDEN DE EECUCION, INFORMACION TECNOLOGICA
Material y dimensiones
|Cenfad] Denominaciones [Piezo
MECANICO DE
TORNO
UNIDAD DE
APRENDIZAJE
12
82640,2 5
Ny Tolerancia general
£0,05 mm
[jo
Nt PROCESO OPERACIONAL HERRAMIENTAS / INSTRUMENTOS
1 | Unilormice el diémetroy las caras : rae
02 | Marque los centiosy taladre ° pene set
03 | Tornée et exctnrico © Gramil
04 | * Tonneé el extrema cilfndrica (35 x30 ) © Escuadia
05 | — Taladre el agujero (19 x25) ° Mee
° lo
06 | — Voltéey tore ei oto extrema ( cono } © Compds de punas
07 | Vertue et acatado © Portabroca
08 | Veritique tas medidas. * Brocade cenlrar. Broca helicoldal de 88 Y 15 mm
* Cuchilla de aisar
* Cuchilla de ranurar
© Calirador vernie en mm
* Micrmetio de exteriores en mm
* Miciémetio de interiores en mm
* Cuchilla de ctindrar interior
© Lunetafja
* Brocha de 3*
© Antler.
a1 [ot Eje excéntrico © 1 94" x 130 mm st. 37 ( SAE 1055 )
PZA_| CANT. |” DENOMINACION - _NORMA/DIMENSIONES MATERIAL OBSEAVACIONES
EJE EXCENTRICO HT: 09 T REF,
: TIEMPO: HOUA: 1/4
MECANICO DE TORNO
ESCALA: 1:1 1998
eee
TORNEAR EXCENTRICO OPERATIVIDAD - 42/4
|e Ae sete i nen nnn
Consiste en tornear porte de una piezo, en una material cuyo moterial de simetria so
encuentra desplazado en relacién al eje de torno.
Se reoliza para tornear ciguefiales, ejes de levas, manivelas y tiene gran aplicacién en
méquinas de movimientos autométicos.
PROCESOS DE EJECUCION
1. Paso- Marque lo excentricided.
a, Refrente los extremos de lo pieza.
b. Pinte la cora o ser trazeda.
c. Trace { figuras 1, 2, 3y 4).
Figura 1 -Trazado del eje principal con base en
Figuta 2 + Colocacién del eje principal en lo
el centro de la pieze. igure ol je princip:
perpendiculor.
iy
Figura 3 - Trozado del centro del
excénirico.
ra 4 Trozado de lo circunferencia
excéntrico con compés.
TORNEAR EXCENTRICO OPERATIVIDAD - 2/2,
c. Marque con punto de marcor { Figure 5}
OBSERVACION
Determine el centro
Figure 5
2° Paso- Monte Ia pieza en al plato.
2. Abra los mordezes para permitir que lo pieza se oloje con facilided.
b. Coloque lo piezo y apoye la contropunte | Figura 6 } 0 la escvadra (Figure 7),
pora ayudar al centrado.
¢. Aprieie ligeramente las mordazos.
3° Paso- Termine el centrado.
2, Desocople el husi-
Ilo pore que gire
libremente el pla-
to.
*b. Aproxime el gramil
al trozo [Figura 8).
¢. Gire el plato con
la mono y verifi-
que ol centrodo
(Figura 8).
d. Centre, aflojando
y apretondo las
mordazos entre si
y verifique con
gromlly escuadra,
eee
TORNEAR EXCENTRICO OPERATIVIDAD ~ 12/3
—_—_—— eee
PRECAUCION
NUNCA DEJE MAS DE UNA MORDAZA FLOJA AL MISMO TIEMPO,
4° Paso- Ponga contrapesos para balancear( Figura 9 )
2. Gire el plato con la mano y marque lo posicién de parada.
OBSERVACION Figure 9
El plato deberd girar libre,
b. Coloque los contrapesos en la parte que quedo arriba,
PRECAUCION
NO DEJE LOS CONTRAPESOS FUERA DE LA PERIFERIA DEL PLATO O TORNILLOS
DEMASIADOS LARGOS,
. Gire de nuevo el plato y verifique si debe poner o quitar contrapesos para
obtener el equilibrio,
OBSERVACION
El equilibrio o el balanceamiento esté correcto, cvando, al girar el plato varias
veces, se observa que se detiene por lo menos, en tres posiciones alejados entre
si,
5° Paso- Ponga en marcha el torno.
OBSERVACIONES
©. Consultar la tabla y doterminor r.p.m.
. $i le torno oscila, verficar de nuevo el balonceamiento del ploto.
PRECAUCION
NO SOBREPASE El LIMITE DE ROTACION INDICADO PARA EL PLATO
TORNEAR EXCENTRICO OPERATIVIDAD - 12/4
6° Paso- Inicie el torneade, dando pasadas finas.
OBSERVACION:
Después de cierto ndmero de pasadas, es conveniente ver
y corregir, cuando sea necesorio.
ficar el balanceamiento
7° Poso- Verifique de nuevo el centrado, si es necesorio.
OBSERVACION
Hacer de nuevo el centrado, si es necesario,
8° Paso- Dé la pasadas finales, terminando el excéntrico.
Il. TORNEAR EXCENTRICO ENTRE PUNTAS
1° Paso- Trace el excéntrico, repitiendo el paso del caso anterior { Figuras 1, 2 y 3}.
OBSERVACIONES
Trace las dos caras si remover el material en el calzo en" V ".
Marque los centros ubicados con granele.
2° Paso- Taladre los agujeros de centro.
3° Poso- Coloque los piezes entre puntas y tornée el excéntrico | Figure 10 }.
Figure 10
OBSERVACIONES
1. Lubrique los centros.
2. Le piezo debe girar libre y sin presién entre los puntos.
3. Avance la herramienta lentamente.
4
. Para avitar lo rotura de la herramienta cambie lo ubicacién de lo pieza
utilizando los otros centros y tornée la parte concéntrica
You might also like
- Armados Media TensionDocument111 pagesArmados Media Tensiontunradot100% (12)
- Control de Motores ElectricosDocument176 pagesControl de Motores ElectricosMauricio Leiva Miranda90% (60)
- Catalogo de Trabas BradyDocument16 pagesCatalogo de Trabas BradywilliamNo ratings yet
- Agroindustrias PDFDocument61 pagesAgroindustrias PDFMarvin Gonzales MestanzaNo ratings yet
- Cálculos térmicos y mecánicos línea transmisión ELMDocument120 pagesCálculos térmicos y mecánicos línea transmisión ELMFranklin Peñaloza100% (1)
- Ratios de Seguridad - Mes JunioDocument16 pagesRatios de Seguridad - Mes JuniowilliamNo ratings yet
- Codigo Nacional de Electricidad (Suministro 2011)Document328 pagesCodigo Nacional de Electricidad (Suministro 2011)Alejandro Pedrera CalleNo ratings yet
- Manual de Instalaciones Eléctricas PDFDocument119 pagesManual de Instalaciones Eléctricas PDFDaniel Alaniz89% (19)
- 1 ClaseDocument106 pages1 ClasewilliamNo ratings yet
- Calculo de LuminariasDocument1 pageCalculo de LuminariaswilliamNo ratings yet
- Putadoras Portatiles PDF by Chuska (WWW Cantabriatorrent Net)Document51 pagesPutadoras Portatiles PDF by Chuska (WWW Cantabriatorrent Net)escuintlaNo ratings yet
- Texto 05Document28 pagesTexto 05Andy Bazan IzquierdoNo ratings yet
- Josfel Catalogo ProductosDocument263 pagesJosfel Catalogo ProductosCristhJuliang100% (1)
- Calculo de Ventilacion en Se Caseta (Aceite)Document21 pagesCalculo de Ventilacion en Se Caseta (Aceite)williamNo ratings yet
- Coord. AislamierntoDocument29 pagesCoord. Aislamierntojorge_israellNo ratings yet
- Riesgo SDocument7 pagesRiesgo SwilliamNo ratings yet
- Seguridad 209-1Document33 pagesSeguridad 209-1Sergio Ariel BazánNo ratings yet
- T2. DS-002-2013-TR-Politica - Nacional - SST PDFDocument10 pagesT2. DS-002-2013-TR-Politica - Nacional - SST PDFjavier696969No ratings yet
- Andamios OshaDocument152 pagesAndamios OshawilliamNo ratings yet
- Ley 30222Document2 pagesLey 30222RDNo ratings yet
- Gre 2012Document440 pagesGre 2012egbl2009No ratings yet
- Taller Iper - y Mapa de RiesgoDocument5 pagesTaller Iper - y Mapa de RiesgowilliamNo ratings yet
- Alumbrado RuralDocument6 pagesAlumbrado RuralEdward FarfanNo ratings yet
- 3.-Ergonomia - Analisis de Trabajo - REBADocument28 pages3.-Ergonomia - Analisis de Trabajo - REBAwilliamNo ratings yet
- Especificaciones Técnicas para Electrificación RuralDocument32 pagesEspecificaciones Técnicas para Electrificación Ruralbateto1No ratings yet
- Ergonomia - RULADocument43 pagesErgonomia - RULAwilliamNo ratings yet
- Calculo Corriente CortocircuitoDocument38 pagesCalculo Corriente Cortocircuitojhon.rv100% (8)
- Ergonomia - OErgonomia - OWAS - pdfWASDocument36 pagesErgonomia - OErgonomia - OWAS - pdfWASwilliamNo ratings yet
- Ergonomia - Sesion IDocument75 pagesErgonomia - Sesion IwilliamNo ratings yet