You might also like
- Lenguaje GDocument4 pagesLenguaje GManu EstradaNo ratings yet
- Códigos para CNCDocument9 pagesCódigos para CNCRICKYBLACKNo ratings yet
- Ejercicios de Integrales de Línea, Superficie y VolumenFrom EverandEjercicios de Integrales de Línea, Superficie y VolumenRating: 4 out of 5 stars4/5 (2)
- Funciones PreparatoriasDocument15 pagesFunciones PreparatoriasDenis CruxNo ratings yet
- Instrucción G00Document78 pagesInstrucción G0013239563No ratings yet
- Fiallos Robert Tarea 1 Coordenadas Absolutas e IncrementalesDocument6 pagesFiallos Robert Tarea 1 Coordenadas Absolutas e Incrementalesrobert123No ratings yet
- Programación FADALDocument14 pagesProgramación FADALDiego Fernando Cadena ArangoNo ratings yet
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Document5 pagesParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánNo ratings yet
- G00Document26 pagesG00Victor ColmenaresNo ratings yet
- Manual CNCDocument24 pagesManual CNCFrancisco Jara RissettiNo ratings yet
- Fiallos Robert Tarea 1 Fresado CimcoDocument6 pagesFiallos Robert Tarea 1 Fresado Cimcorobert123No ratings yet
- Programación básica de CNC con SpectraCAD EngraverDocument13 pagesProgramación básica de CNC con SpectraCAD EngraverMiguel JiménezNo ratings yet
- III ProgramaciónDocument34 pagesIII Programaciónstaticfactory9281No ratings yet
- Manual de Programación CNC PDFDocument13 pagesManual de Programación CNC PDFrodolfo100% (1)
- Estructura de Ficheros en WinunisoftDocument66 pagesEstructura de Ficheros en Winunisoftwilliam valeraNo ratings yet
- CNC-Tarea2Document12 pagesCNC-Tarea2ever rodriguezNo ratings yet
- Fresado CNC 20Document42 pagesFresado CNC 20Angel ReyesNo ratings yet
- Manual de códigos CNC Haas VF 2015Document67 pagesManual de códigos CNC Haas VF 2015Alberto RomeroNo ratings yet
- Tarea 1Document7 pagesTarea 1Alan MontesNo ratings yet
- Codigos de g0 A g99Document13 pagesCodigos de g0 A g99aamd-100% (1)
- Códigos G y Compensación de HerramientasDocument5 pagesCódigos G y Compensación de HerramientasClemente CalderonNo ratings yet
- Tips para Programación en CM Con Control FANUCDocument6 pagesTips para Programación en CM Con Control FANUCCARLOSNo ratings yet
- Estructura de Un Programa 2014 AmpliadoDocument48 pagesEstructura de Un Programa 2014 AmpliadoMargarita Vimos100% (1)
- Construccion de Taladro XYZ Microcontrolado Usando LabviewDocument33 pagesConstruccion de Taladro XYZ Microcontrolado Usando LabviewingisraelNo ratings yet
- CNCDocument30 pagesCNCtemigaNo ratings yet
- G02 G03 Movimiento CircularDocument9 pagesG02 G03 Movimiento CircularKevin Honorio RivasNo ratings yet
- Codigos GDocument44 pagesCodigos GAnton Repka100% (1)
- Códigos G para Los Tornos HAASDocument82 pagesCódigos G para Los Tornos HAASjroyal692974100% (3)
- Códigos para CNCDocument20 pagesCódigos para CNCLuis Aramayo OroscoNo ratings yet
- Programación CNC (Torno vs. Fresadora)Document12 pagesProgramación CNC (Torno vs. Fresadora)Angélica RocíoNo ratings yet
- Códigos G TornoDocument30 pagesCódigos G TornoPablo Sarzosa67% (6)
- Códigos para CNCDocument10 pagesCódigos para CNCIvan Machado TorresNo ratings yet
- Teoria Web Curso CNC ResumenDocument18 pagesTeoria Web Curso CNC ResumenMarcos Garcia ManjarrezNo ratings yet
- Comandos G y M para La Programacion CNCDocument9 pagesComandos G y M para La Programacion CNCAlexander IllanesNo ratings yet
- Universidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica y Eléctrica Actividad Fundamental 3.1 "Interpolación Lineal y Circular"Document14 pagesUniversidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica y Eléctrica Actividad Fundamental 3.1 "Interpolación Lineal y Circular"Luz CasillasNo ratings yet
- Programacion Centro de Maquinado VerticalDocument14 pagesProgramacion Centro de Maquinado Verticalerik jaimesNo ratings yet
- Maquinas CNCDocument37 pagesMaquinas CNCDanilo PillajoNo ratings yet
- 2 de PLANIMETRIADocument9 pages2 de PLANIMETRIAMariano BrandanNo ratings yet
- Manual CNC FRESADORADocument8 pagesManual CNC FRESADORAPerezNo ratings yet
- Programacion Segun Codigo Iso Torno FagorDocument9 pagesProgramacion Segun Codigo Iso Torno FagorxxtataxxNo ratings yet
- Práctica 4Document25 pagesPráctica 4Carlos David RualesNo ratings yet
- Codigos CNCDocument13 pagesCodigos CNCJonathanRamirezRamirNo ratings yet
- Programación CNC ISO estándarDocument13 pagesProgramación CNC ISO estándarJorge TejasNo ratings yet
- G01 Interpolación lineal CNC ejemplosDocument24 pagesG01 Interpolación lineal CNC ejemploshiram54No ratings yet
- Tipos de Coordenadas CNCDocument3 pagesTipos de Coordenadas CNCJairo Nájera100% (1)
- Codigo M y G CNCDocument4 pagesCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- Aplicaciones de CódigosDocument3 pagesAplicaciones de CódigosDiego Alexander Figueroa LogachoNo ratings yet
- Funciones G CNCDocument41 pagesFunciones G CNCIngGerson MecatronicoNo ratings yet
- Cecati 8Document66 pagesCecati 8Manuel TecuaNo ratings yet
- MANUAL CODIGO G y MDocument59 pagesMANUAL CODIGO G y MSylvhiia PerezNo ratings yet
- Codigos GDocument23 pagesCodigos GMARISSA IVONNE CRUZ DAVIDNo ratings yet
- Introducción A La Programación. Fases de ProgramaciónDocument32 pagesIntroducción A La Programación. Fases de ProgramaciónMarcos CastilloNo ratings yet
- Que Es GDocument9 pagesQue Es GaleNo ratings yet
- Manual Zoom g2Document34 pagesManual Zoom g2Jhonatan Andres AnguloNo ratings yet
- Factor de Fricción para Tuberías Rugosas y Lecho de ParticulasDocument2 pagesFactor de Fricción para Tuberías Rugosas y Lecho de ParticulasgabyclkNo ratings yet
- La EstandarizaciónDocument11 pagesLa EstandarizacióngabyclkNo ratings yet
- Factor de PotenciaDocument10 pagesFactor de PotenciagabyclkNo ratings yet
- Electivas IndustrialDocument2 pagesElectivas IndustrialSantiago BollattiNo ratings yet
- Tabla de Aceros y Sus AplicacionesDocument3 pagesTabla de Aceros y Sus AplicacionesMartin Vizioli33% (3)
- Medidas EléctricasDocument19 pagesMedidas EléctricasgabyclkNo ratings yet
- Circuitos de CA PDFDocument23 pagesCircuitos de CA PDFGabriel SchenkeNo ratings yet
- Medidas Eléctricas-2014Document19 pagesMedidas Eléctricas-2014Jesus LlampaNo ratings yet
- Hoja 6Document1 pageHoja 6gabyclkNo ratings yet
- Manual de Motor Fiesta Zetec 1.6lDocument113 pagesManual de Motor Fiesta Zetec 1.6lAnonymous JIvcJU89% (53)
- Calendario 2016Document5 pagesCalendario 2016gabyclkNo ratings yet
- Bluegrass La Guitarra Acustica PDFDocument12 pagesBluegrass La Guitarra Acustica PDFetienn rojasNo ratings yet
- 12 Control Estadistico PDFDocument25 pages12 Control Estadistico PDFAnonymous vVsidh3nNo ratings yet
- Hoja 4Document1 pageHoja 4gabyclkNo ratings yet
- Hoja 3Document1 pageHoja 3gabyclkNo ratings yet
- Hoja 5Document1 pageHoja 5gabyclkNo ratings yet
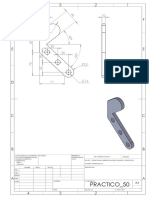
- Practico 50Document1 pagePractico 50gabyclkNo ratings yet
- Hoja 2Document1 pageHoja 2gabyclkNo ratings yet
- Modificacion de ReferenciaDocument1 pageModificacion de ReferenciagabyclkNo ratings yet
- Etiquetas CalibracionDocument2 pagesEtiquetas CalibraciongabyclkNo ratings yet
- Apéndice Gramatical-Preposiciones PDFDocument2 pagesApéndice Gramatical-Preposiciones PDFgabyclkNo ratings yet
- JoystickDocument1 pageJoystickgabyclkNo ratings yet
- Ox PDFDocument1 pageOx PDFgabyclkNo ratings yet
- Metalografia Preparacion de Probetas Al MicroscopioDocument4 pagesMetalografia Preparacion de Probetas Al Microscopiojorge_t_71No ratings yet
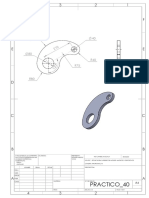
- Practico 40Document1 pagePractico 40gabyclkNo ratings yet
- Planilla ScrapDocument5 pagesPlanilla ScrapgabyclkNo ratings yet
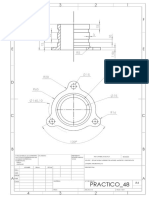
- Practico 48Document1 pagePractico 48gabyclkNo ratings yet
- Diseño de molde para pieza de plástico con detalles geométricos y medidas en milímetrosDocument1 pageDiseño de molde para pieza de plástico con detalles geométricos y medidas en milímetrosgabyclkNo ratings yet
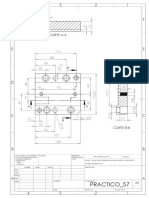
- Practico 57Document1 pagePractico 57gabyclkNo ratings yet
- Segunda Ley de La TermodinamicaDocument3 pagesSegunda Ley de La TermodinamicaMichelle Baquedano MuroNo ratings yet
- Diseño de mezclas asfálticas por los métodos Marshall y SuperpaveDocument63 pagesDiseño de mezclas asfálticas por los métodos Marshall y SuperpaveROGERNo ratings yet
- Salinómetro Hanna Hi9835Document7 pagesSalinómetro Hanna Hi9835Kevin Noriega PincoNo ratings yet
- Hawthorne Nathaniel - El Artista de Lo BelloDocument28 pagesHawthorne Nathaniel - El Artista de Lo BelloMarlon7No ratings yet
- Solucionario Guía Práctica Dinámica I Fuerza y Leyes de Newton 2014Document12 pagesSolucionario Guía Práctica Dinámica I Fuerza y Leyes de Newton 2014Valeria Carolina0% (1)
- Actuadores ServoDocument14 pagesActuadores ServoCarlos AlbertoNo ratings yet
- Lab Analisis 2 Practica 1 Determinación Del Error Relativo de La ConcentraciónDocument8 pagesLab Analisis 2 Practica 1 Determinación Del Error Relativo de La ConcentraciónpamelaNo ratings yet
- Cartografia - PPT 1Document30 pagesCartografia - PPT 1José Leandro Fierro Cuéllar0% (1)
- Guia 1 Electrostatica 1 v2Document6 pagesGuia 1 Electrostatica 1 v2Luis VillarNo ratings yet
- Proceso Productivo Del YogurtDocument27 pagesProceso Productivo Del YogurtjeanNo ratings yet
- Ejercicios de Porcentaje en Peso y Porcentaje en VolumenDocument2 pagesEjercicios de Porcentaje en Peso y Porcentaje en VolumenAlfonso FloresNo ratings yet
- Catalogo Extractoras C4Document4 pagesCatalogo Extractoras C4phelphos1No ratings yet
- Informe de Ondas de SonidoDocument5 pagesInforme de Ondas de SonidoJunior Jerik Vilca Yucra25% (4)
- Selección de materiales para ingeniería: Diagrama Fe-Fe3CDocument5 pagesSelección de materiales para ingeniería: Diagrama Fe-Fe3CBrandon ArceNo ratings yet
- Reporte 11Document6 pagesReporte 11Q Lozano BencomoNo ratings yet
- Soldadura Con CautinDocument9 pagesSoldadura Con CautinEduardo Mateo NavarreteNo ratings yet
- Practica 8 Labo Mecanica de Fluidos UnamDocument16 pagesPractica 8 Labo Mecanica de Fluidos UnamMiguel Guerrero100% (1)
- Cadena de frío y PCC: Qué es y por qué no romperlaDocument57 pagesCadena de frío y PCC: Qué es y por qué no romperlaKary Soto Martinez75% (4)
- Propuesta de Trabajo Futbol 2016Document9 pagesPropuesta de Trabajo Futbol 2016jatrupu100% (1)
- Capacitor Experimental de Placas PlanasDocument12 pagesCapacitor Experimental de Placas PlanasDany GuzmanNo ratings yet
- Mecánica de FLuidosDocument15 pagesMecánica de FLuidosHector TineoNo ratings yet
- Semana 8 Planos ElectricoDocument8 pagesSemana 8 Planos Electricotomas andres gonzalez mancillaNo ratings yet
- 2.1 Control Estadistico Resistencia ConcretoDocument12 pages2.1 Control Estadistico Resistencia ConcretoWillian Lovon CondeNo ratings yet
- Lab 9 DurezaAgua PDFDocument4 pagesLab 9 DurezaAgua PDFBasketball 4 lifeNo ratings yet
- Tarea 3 Psicologia KisDocument3 pagesTarea 3 Psicologia KisMiguel LopezNo ratings yet
- Grupo 06 - GridDocument41 pagesGrupo 06 - GridDiana Carolina Rojas TorresNo ratings yet
- Resistencia de Materiales IDocument53 pagesResistencia de Materiales IKarla BustilloNo ratings yet
- Disección ojo vacuno laboratorio biologíaDocument7 pagesDisección ojo vacuno laboratorio biologíaYoselin LlonconNo ratings yet
- TECNOLOGIADocument22 pagesTECNOLOGIALeonardo Omar CamposNo ratings yet
- Movimiento Armónico Simple (MAS)Document4 pagesMovimiento Armónico Simple (MAS)Jorge HuasasquicheNo ratings yet
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoFrom EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoRating: 5 out of 5 stars5/5 (1)
- New York & New Jersey: A Guide to the State & National ParksFrom EverandNew York & New Jersey: A Guide to the State & National ParksNo ratings yet
- The Bahamas a Taste of the Islands ExcerptFrom EverandThe Bahamas a Taste of the Islands ExcerptRating: 4 out of 5 stars4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensFrom EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNo ratings yet
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptFrom EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptRating: 5 out of 5 stars5/5 (1)