You might also like
- Balance de Perspectiva Del Mercado PlataDocument3 pagesBalance de Perspectiva Del Mercado PlataHugo Rodrigo Deudor BenaventeNo ratings yet
- Problema Minero Programacion LinealDocument4 pagesProblema Minero Programacion LinealHugo Rodrigo Deudor BenaventeNo ratings yet
- Simulación MontecarloDocument15 pagesSimulación MontecarloHugo Rodrigo Deudor BenaventeNo ratings yet
- Generación de Números RandomDocument18 pagesGeneración de Números RandomHugo Rodrigo Deudor BenaventeNo ratings yet
- Excavación circular Phase2Document26 pagesExcavación circular Phase2Hugo Rodrigo Deudor Benavente100% (2)
- Generación de Números AleatoriosDocument20 pagesGeneración de Números AleatoriosHugo Rodrigo Deudor BenaventeNo ratings yet
- Segunda MonografíaDocument31 pagesSegunda MonografíaHugo Rodrigo Deudor BenaventeNo ratings yet
- Análisis de Caso Tunel BoluDocument11 pagesAnálisis de Caso Tunel BoluHugo Rodrigo Deudor BenaventeNo ratings yet
- Informe de Geoestadistica - GEMCOMDocument30 pagesInforme de Geoestadistica - GEMCOMHugo Rodrigo Deudor BenaventeNo ratings yet
- Proyecto ToromochoDocument11 pagesProyecto ToromochoHugo Rodrigo Deudor BenaventeNo ratings yet
- Precio de Los MetalesDocument6 pagesPrecio de Los MetalesHugo Rodrigo Deudor BenaventeNo ratings yet
- Glosario de Términos MinerosDocument9 pagesGlosario de Términos MinerosHugo Rodrigo Deudor BenaventeNo ratings yet
- Levantamiento TopograficoDocument17 pagesLevantamiento TopograficoHugo Rodrigo Deudor BenaventeNo ratings yet
- Labo 2 FicoDocument27 pagesLabo 2 FicoHugo Rodrigo Deudor BenaventeNo ratings yet
- Labo 1 AnalisisDocument23 pagesLabo 1 AnalisisHugo Rodrigo Deudor BenaventeNo ratings yet
- AnalisisDocument3 pagesAnalisisHugo Rodrigo Deudor BenaventeNo ratings yet
- Topografía PolígonoDocument3 pagesTopografía PolígonoHugo Rodrigo Deudor BenaventeNo ratings yet
- Demostración de La Ecuación de Van T HoffDocument10 pagesDemostración de La Ecuación de Van T HoffHugo Rodrigo Deudor Benavente33% (3)
- Medidas Estadisticas de DispersionDocument13 pagesMedidas Estadisticas de DispersionHugo Rodrigo Deudor BenaventeNo ratings yet
- Estadistica Descriptiva - 1 SemanaDocument10 pagesEstadistica Descriptiva - 1 SemanaPabloNúñez-MelgarLeónNo ratings yet
- Informe Fisica IIIDocument13 pagesInforme Fisica IIIHugo Rodrigo Deudor BenaventeNo ratings yet
- Casos de Eutanasia en El MundoDocument15 pagesCasos de Eutanasia en El MundoNicolás Ordoñez SalazarNo ratings yet
- MARCO INSTITUCIONAL SOCIAL Y TEORICO CPC ENVIAR Nuevas CorreccionesDocument6 pagesMARCO INSTITUCIONAL SOCIAL Y TEORICO CPC ENVIAR Nuevas CorreccionesLaura GARCIA VINCOS100% (1)
- 5.3 BradiarritmiasDocument6 pages5.3 BradiarritmiasLya andrea Calixtro ramosNo ratings yet
- 8.00 Estado Financiero de Liquid.Document2 pages8.00 Estado Financiero de Liquid.Joancarlo MedinaNo ratings yet
- Mezclas 1Document4 pagesMezclas 1Kia BasNo ratings yet
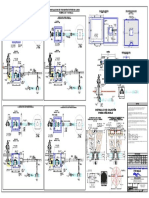
- (AP-1156-C Rev.4) INSTALACION HIDRANTE CON MEDIDOR+VALVULA-CAJETIN PARA TUB PVC - Ø110mm-90mmDocument1 page(AP-1156-C Rev.4) INSTALACION HIDRANTE CON MEDIDOR+VALVULA-CAJETIN PARA TUB PVC - Ø110mm-90mmAndrea Stay100% (1)
- Administracion Del Tiempo y Manejo EstresDocument124 pagesAdministracion Del Tiempo y Manejo EstresNicolii Ramon100% (1)
- 2022 - Psicoeducativo para Familias Presentacion. PsicosisDocument40 pages2022 - Psicoeducativo para Familias Presentacion. PsicosisNatalia Martinez CastroNo ratings yet
- Movimientos Mandibulares PROSTODONCIADocument27 pagesMovimientos Mandibulares PROSTODONCIAChooii OrtizNo ratings yet
- Tarea 3 Psicologia GeneralDocument6 pagesTarea 3 Psicologia GeneralalfonsinaNo ratings yet
- Clasificacion Quimica de Los MineralesDocument8 pagesClasificacion Quimica de Los MineraleskandyyNo ratings yet
- 03.03.03 Falso Cielo Raso de Panel Compuesto de Aluminio Conformado Por Perfiles ContinuosDocument2 pages03.03.03 Falso Cielo Raso de Panel Compuesto de Aluminio Conformado Por Perfiles ContinuosJhoana NúñezNo ratings yet
- SentimientosDocument7 pagesSentimientosJuan Machado SánchezNo ratings yet
- Materiales para Canalización de VenasDocument3 pagesMateriales para Canalización de VenasAna Tovar SalasNo ratings yet
- Versión Taquigráfica - Ley 26657Document43 pagesVersión Taquigráfica - Ley 26657Dana ScullyNo ratings yet
- Parásitos humanos y sus características morfológicasDocument33 pagesParásitos humanos y sus características morfológicaseorgalionNo ratings yet
- Manual de LubricacionDocument73 pagesManual de LubricacionMarco Vargas100% (5)
- Manual de Instalación Ia1Document33 pagesManual de Instalación Ia1Ruben RocamoNo ratings yet
- Tareas de Inglés 3er AñoDocument16 pagesTareas de Inglés 3er AñoJosé ManuelNo ratings yet
- Semana 13 - Utilizacion Disponibilidad Factor AcopleDocument36 pagesSemana 13 - Utilizacion Disponibilidad Factor AcopleKen Li KamNo ratings yet
- Parcial Semana 4 Intento 1 Psicologia EducativaDocument11 pagesParcial Semana 4 Intento 1 Psicologia EducativaJAIRO MEDINA100% (1)
- Sectores EconomicosDocument7 pagesSectores EconomicosLuis PalominoNo ratings yet
- Capitulo Iii PDFDocument46 pagesCapitulo Iii PDFedwinNo ratings yet
- Solucionario Seleccion Cepreuni Quimica 2020Document1 pageSolucionario Seleccion Cepreuni Quimica 2020Leyla GualupeNo ratings yet
- Catalogo Sistema de Osmosis Inversa - WaterPro-Min 100 PDFDocument2 pagesCatalogo Sistema de Osmosis Inversa - WaterPro-Min 100 PDFDonald Cuadros CondoriNo ratings yet
- 18 Practicas AiepiDocument25 pages18 Practicas AiepiAndrea YepezNo ratings yet
- MATERIALEDUCACION AMBIENTAL2023 (Reparado)Document23 pagesMATERIALEDUCACION AMBIENTAL2023 (Reparado)Eloisa ValerioNo ratings yet
- Formato Cuadro SQA SPCRDocument2 pagesFormato Cuadro SQA SPCRSamuel PallaresNo ratings yet
- Lista de Chequeo Dossier AMBIENTALDocument18 pagesLista de Chequeo Dossier AMBIENTALOscar Ricardo Zuluaga ArdilaNo ratings yet
- TécnicaDocument30 pagesTécnicaTomas Pereira SalvadorNo ratings yet