You might also like
- 3.2. - Impacto en La CapacidadDocument4 pages3.2. - Impacto en La CapacidadNely Bastian100% (4)
- Gestion de La Produccion Unidad 2Document31 pagesGestion de La Produccion Unidad 2nancy hernandez castillo80% (5)
- 2.3 PROGRAMACIÓN Gestión de La Producción IIDocument14 pages2.3 PROGRAMACIÓN Gestión de La Producción IIHucei Salome GomezNo ratings yet
- 2.1. Información General Del Control de La Actividad de Producción (CAP)Document4 pages2.1. Información General Del Control de La Actividad de Producción (CAP)Chavalo de Joco50% (2)
- Unidad 4 Gestion de La Produccion IIDocument19 pagesUnidad 4 Gestion de La Produccion IIcrisbrow hernandez jimenez50% (2)
- Tema 5 Funciones de Asociación: Compras y DistribuciónDocument5 pagesTema 5 Funciones de Asociación: Compras y DistribuciónLouis Anthony Hernandez100% (1)
- Gestión de La Producción II Unidad 1Document10 pagesGestión de La Producción II Unidad 1Jesus Palma100% (3)
- 3.2 Impactos en La CapacidadDocument2 pages3.2 Impactos en La CapacidadDalicet Cruz FelmarNo ratings yet
- Gestion de Produccion II-unidadesDocument26 pagesGestion de Produccion II-unidadesbelen75% (4)
- 2.5 Acciones CorrectivasDocument4 pages2.5 Acciones Correctivasrocio gilNo ratings yet
- Unidad 2 Control de La Actividad de ProduccionDocument32 pagesUnidad 2 Control de La Actividad de Produccionkarla lizbeth0% (2)
- Administración de carga en centros de trabajoDocument11 pagesAdministración de carga en centros de trabajomariposita1010No ratings yet
- Metodología Básica para El Cálculo Del Plan Maestro de ProducciónDocument7 pagesMetodología Básica para El Cálculo Del Plan Maestro de ProducciónSebastian C. Prisciliano Delgado100% (2)
- Gestión de La Producción Unidad 2Document15 pagesGestión de La Producción Unidad 2Antonio Sánchez MarianoNo ratings yet
- Unidad 1. - Planificación de Requerimientos de MaterialesDocument17 pagesUnidad 1. - Planificación de Requerimientos de MaterialesLizbeth Mota67% (6)
- Unidad V Funcion de Asociación Compras y DistribuciónDocument19 pagesUnidad V Funcion de Asociación Compras y DistribuciónJocelyn RoAr100% (4)
- Unidad 2 Control de La Actividad de Produccion ConclusionDocument18 pagesUnidad 2 Control de La Actividad de Produccion Conclusionnitus50% (4)
- Otros Aspectos Relacionados Con El Sistema MRP y Retos PotencialesDocument9 pagesOtros Aspectos Relacionados Con El Sistema MRP y Retos PotencialesGerardoDanielCansecoNo ratings yet
- 4.3 Impactos Sobre La Estrategia de Operacion.Document3 pages4.3 Impactos Sobre La Estrategia de Operacion.Carlos Abraham Garcia Justiniano0% (1)
- Sistema Jalar JalarDocument22 pagesSistema Jalar Jalarbettyboop280167% (3)
- Identificar Las Diferencias de MRP, MRP LL y Erp Mediante Un Estudio de Caso Que Involucren Esos SistemasDocument12 pagesIdentificar Las Diferencias de MRP, MRP LL y Erp Mediante Un Estudio de Caso Que Involucren Esos SistemasAmaro Marquez RigoNo ratings yet
- Unidad 4 - Fundamentos de La Teoría de RestricciónDocument12 pagesUnidad 4 - Fundamentos de La Teoría de RestricciónYarilyn Luna100% (2)
- 3.4 Sistema KanbanDocument19 pages3.4 Sistema KanbanFERNANDO RODRIGUEZ100% (1)
- 2.4 CargaDocument10 pages2.4 CargaSosa Florencia0% (2)
- Fundamentos de La Teoría de Las RestriccionesDocument36 pagesFundamentos de La Teoría de Las RestriccionesRafa Ramirez Santos100% (34)
- E.-1.3 La Programación Dinámica Aplicada A Problemas de RedesDocument12 pagesE.-1.3 La Programación Dinámica Aplicada A Problemas de Redesteresa29% (7)
- ACCIONES CORRECTIVAS PARA CONTROLAR LA PRODUCCIÓNDocument4 pagesACCIONES CORRECTIVAS PARA CONTROLAR LA PRODUCCIÓNYarilyn LunaNo ratings yet
- 4.4 Variables y Áreas Que Intervienen en La Elaboracion Del Plan Maestro de Producción 4.5 4.6 4.7Document9 pages4.4 Variables y Áreas Que Intervienen en La Elaboracion Del Plan Maestro de Producción 4.5 4.6 4.7fernando16041991100% (4)
- Importancia y Bases Del PronósticoDocument2 pagesImportancia y Bases Del PronósticoJoshua Cardiel50% (2)
- Unidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoDocument6 pagesUnidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoAmairany rodriguezNo ratings yet
- Unidad IV. El Plan Maestro de Producción (MPS)Document16 pagesUnidad IV. El Plan Maestro de Producción (MPS)Margarita CorAl0% (1)
- 4.7 y 4.8 Gestión de La ProducciónDocument25 pages4.7 y 4.8 Gestión de La ProducciónJacqueline Escobar100% (1)
- Cuadro Comparativo Sobre Los Cambios en El MPS Cuando Se Fabrica Por Pedidos o Lotes-Equipo 6Document3 pagesCuadro Comparativo Sobre Los Cambios en El MPS Cuando Se Fabrica Por Pedidos o Lotes-Equipo 6Felix Rodriguez Leyva100% (1)
- Variables y Areas Que Intervienen en La Elaboracion Del Plan Maestro de ProduccionDocument10 pagesVariables y Areas Que Intervienen en La Elaboracion Del Plan Maestro de ProduccionAlee RioOzNo ratings yet
- Cuadro Comparativo "Sistema Tambor Amortiguador-Cuerda y El Sistema Pull"Document3 pagesCuadro Comparativo "Sistema Tambor Amortiguador-Cuerda y El Sistema Pull"Alan Chávez85% (13)
- Guía sobre el manejo y funciones de los almacenesDocument16 pagesGuía sobre el manejo y funciones de los almacenesCsy Garcia85% (13)
- UNIDAD 2 Produccion 2Document21 pagesUNIDAD 2 Produccion 2juan ramon100% (1)
- Antecedentes Del Plan Maestro de ProducciónDocument8 pagesAntecedentes Del Plan Maestro de ProducciónMelecrom MoralesNo ratings yet
- Compras y distribución: funciones, procesos y responsabilidadesDocument11 pagesCompras y distribución: funciones, procesos y responsabilidadesAntonio Ocotecatl100% (1)
- Produccion Esbelta y Programacion MaestraDocument6 pagesProduccion Esbelta y Programacion MaestraFernando Dominguez Gutierrez100% (1)
- Producción Esbelta y Programación MaestraDocument13 pagesProducción Esbelta y Programación MaestraIván Hernández50% (2)
- Cuadro Comparativo Del Sistema Tambor-Amortiguador-cuerda (TOC) y Sistema PullDocument2 pagesCuadro Comparativo Del Sistema Tambor-Amortiguador-cuerda (TOC) y Sistema PullJose Carlos Rojas Lezama89% (9)
- 3.2 Impactos en La CapacidadDocument2 pages3.2 Impactos en La Capacidadmkarcos04No ratings yet
- Unidad 2 Gestion EstrategicaDocument57 pagesUnidad 2 Gestion EstrategicaSamantha A. De La Peña100% (1)
- Desarrollo de Temas Unidad 5 Salud IndustrialDocument32 pagesDesarrollo de Temas Unidad 5 Salud IndustrialMiriamGallegosLara90% (10)
- Control producciónDocument4 pagesControl producciónEmma CruzNo ratings yet
- Unidad 5 Gestión de Los InventariosDocument27 pagesUnidad 5 Gestión de Los InventariosMaryelaSánchezGudino81% (21)
- Unidad 2 Control de La ActividadDocument18 pagesUnidad 2 Control de La ActividadJuan Jose Garcia AquinoNo ratings yet
- Unidad 4. SPMPDocument7 pagesUnidad 4. SPMPErika TzelNo ratings yet
- TOC Fundamentos Teoría RestriccionesDocument19 pagesTOC Fundamentos Teoría RestriccionesVivianaNo ratings yet
- GDLP2 2.5 Mapa MentalDocument1 pageGDLP2 2.5 Mapa MentalXóchitl Mar P. H.No ratings yet
- Cadena de SuministrosDocument5 pagesCadena de SuministrosSaid Yoseff100% (1)
- Control de Entradas y Salidas de La Cadena ProductivaDocument47 pagesControl de Entradas y Salidas de La Cadena ProductivaMiroslava Cardenas100% (2)
- 4.5 Modelo Six SigmaDocument9 pages4.5 Modelo Six SigmawatainblackNo ratings yet
- Calidad Aplicada A La Gestión EmpresarialDocument25 pagesCalidad Aplicada A La Gestión EmpresarialKatia Gud100% (2)
- Caso Practico - TDR - Unidad 4Document13 pagesCaso Practico - TDR - Unidad 4Jose Carlos Rojas Lezama0% (1)
- Unidad V Funcion de Asociacion Compras y DistribucionDocument34 pagesUnidad V Funcion de Asociacion Compras y DistribucionOmar Corral100% (1)
- UNIDAD 3 Sistemas de Produccion Esbelta y Justo A TiempoDocument41 pagesUNIDAD 3 Sistemas de Produccion Esbelta y Justo A TiempoRamon CotaNo ratings yet
- GESTION DE LA PRODUCCION II Unidad 3Document19 pagesGESTION DE LA PRODUCCION II Unidad 3Valentin Monroy RivasNo ratings yet
- Investigación de TemasDocument13 pagesInvestigación de TemasRICA WORD HDNo ratings yet
- FilosofiaDocument16 pagesFilosofiaAlejandro HCNo ratings yet
- Sanidad Animal BovinoDocument21 pagesSanidad Animal BovinomaricruzNo ratings yet
- Resumen de Los Miserables de Victor HugoDocument17 pagesResumen de Los Miserables de Victor HugoJafet Suárez100% (1)
- 1 Solos de Bandoneón Santiago SegretDocument24 pages1 Solos de Bandoneón Santiago SegretJulio LocatelliNo ratings yet
- Fase 3Document4 pagesFase 3Manuel OrtegonNo ratings yet
- Prueba de La ChispaDocument6 pagesPrueba de La ChispaEdgar LopezNo ratings yet
- Química Clase 4Document5 pagesQuímica Clase 4jose bNo ratings yet
- Santa Inés, más que nieve en Montenegro de CamerosDocument8 pagesSanta Inés, más que nieve en Montenegro de CamerosEvaNo ratings yet
- Ejercicios vectores y matricesDocument15 pagesEjercicios vectores y matricesLauraMariaTrujilloNo ratings yet
- CancioneroDocument5 pagesCancioneroNatalí MirandaNo ratings yet
- Retiro de Cuaresma 2016 Comunitario para AdultosDocument14 pagesRetiro de Cuaresma 2016 Comunitario para AdultosLucas Taz CavernicolaNo ratings yet
- Causas, síntomas y prevención de la enfermedad del dengueDocument8 pagesCausas, síntomas y prevención de la enfermedad del dengueSara Fernandez VeramendiNo ratings yet
- AñoInversiónRuralSaludDocument10 pagesAñoInversiónRuralSaludSaul RetamozoNo ratings yet
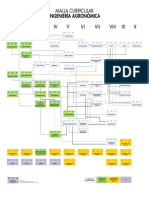
- Malla Curricular Ing Agronómica UNALDocument1 pageMalla Curricular Ing Agronómica UNALkmigeNo ratings yet
- Anexo N°01Document9 pagesAnexo N°01Crst Keyshy Yura QNo ratings yet
- Anatomia Radiografica Del Maxilar InferiorDocument35 pagesAnatomia Radiografica Del Maxilar InferiorFrancisco AtimNo ratings yet
- Ejercicios de Termodinámica IIDocument5 pagesEjercicios de Termodinámica IISara AguirreNo ratings yet
- Historias Con Perros y GatosDocument15 pagesHistorias Con Perros y GatosSoledad ZanninoNo ratings yet
- MM ConsignaciónDocument13 pagesMM ConsignaciónRolando Moya Martinez100% (3)
- CALIBRACIONESDocument24 pagesCALIBRACIONESKene Aguilar ZanabriaNo ratings yet
- Programacion de CocinaDocument1 pageProgramacion de CocinaALFREDO ALAGON MARTINEZ100% (1)
- FT Beryl - Rev05Document1 pageFT Beryl - Rev05Oscar Alcides Cardenas AlarconNo ratings yet
- Escritura Parte 1 de 2Document25 pagesEscritura Parte 1 de 2Javier LesmesNo ratings yet
- Tipos de Magia GoldenDocument14 pagesTipos de Magia GoldenBlanca arbona alcover100% (1)
- Cuenca Hidrologica Del Rio de HuarmeyDocument8 pagesCuenca Hidrologica Del Rio de HuarmeyOscar Huaman MoralesNo ratings yet
- Aforo Del Caudal de Mi CasaDocument6 pagesAforo Del Caudal de Mi CasaFlorisel GomezNo ratings yet
- Diagnostico - Caminos - 9930Document15 pagesDiagnostico - Caminos - 9930Franco Medina LlanosNo ratings yet
- Taller Tabla PeriodicaDocument2 pagesTaller Tabla PeriodicaSara Builes100% (1)
- Ci31 Ma466 L4 Mares-Diaz-Fernandez-BeltranDocument12 pagesCi31 Ma466 L4 Mares-Diaz-Fernandez-BeltranKatherine Fernandez SamaniegoNo ratings yet
- Dimensionar bomba horizontal API 325 gpm butano 70°FDocument23 pagesDimensionar bomba horizontal API 325 gpm butano 70°FMerizama CapizziNo ratings yet