You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Facilities Planning and Design - Lecture NotesDocument162 pagesFacilities Planning and Design - Lecture NotesVitor Moreira100% (4)
- Functional Gauge Designs PMPA Technical ConferenceDocument32 pagesFunctional Gauge Designs PMPA Technical ConferenceShawn Waltz100% (1)
- Cupcake Business PlanDocument13 pagesCupcake Business PlanCarl Wency Sarco Galenzoga67% (3)
- Engineering Physics Text BookDocument314 pagesEngineering Physics Text BookShawn Waltz33% (3)
- Darvas Technical Filter Plus PDFDocument32 pagesDarvas Technical Filter Plus PDFAlvinNo ratings yet
- RULA Employee Assessment Worksheet: A. Arm and Wrist Analysis B. Neck, Trunk and Leg Analysis ScoresDocument1 pageRULA Employee Assessment Worksheet: A. Arm and Wrist Analysis B. Neck, Trunk and Leg Analysis ScoresAlvinWijayaNo ratings yet
- Bolt 1Document10 pagesBolt 1Shawn WaltzNo ratings yet
- Application of Statistical Process Control Theory in Coal and Gas Outburst PreventionDocument9 pagesApplication of Statistical Process Control Theory in Coal and Gas Outburst PreventionShawn WaltzNo ratings yet
- An Adaptive Thresholding-Based Process Variability MonitoringDocument16 pagesAn Adaptive Thresholding-Based Process Variability MonitoringShawn WaltzNo ratings yet
- Wind Turbine Fault Diagnosis and Predictive Maintenance Through Statistical Process Control and Machine LearningDocument13 pagesWind Turbine Fault Diagnosis and Predictive Maintenance Through Statistical Process Control and Machine LearningShawn WaltzNo ratings yet
- 2018 Dataset Rare Event Classification in Multivariate Time SeriesDocument7 pages2018 Dataset Rare Event Classification in Multivariate Time SeriesMacLeodNo ratings yet
- Statistical Process ControlDocument7 pagesStatistical Process Controlชนพัทธ์ คงพ่วงNo ratings yet
- Formula Sheet FourierDocument3 pagesFormula Sheet FourierShawn WaltzNo ratings yet
- Pneumatics SymbolsDocument2 pagesPneumatics SymbolsShawn WaltzNo ratings yet
- Facility Design - An Introduction (Compatibility Mode)Document46 pagesFacility Design - An Introduction (Compatibility Mode)Vikas KatiyarNo ratings yet
- Design gauges specificationDocument17 pagesDesign gauges specificationShawn WaltzNo ratings yet
- Assessing Risk of A Serious Failure Mode Based On Limited Field DataDocument12 pagesAssessing Risk of A Serious Failure Mode Based On Limited Field DataShawn WaltzNo ratings yet
- Hydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsDocument2 pagesHydraulic Symbols: Lines Miscellaneous Units Hydraulic PumpsShawn WaltzNo ratings yet
- Tutorial Cylinder Refined MeshDocument9 pagesTutorial Cylinder Refined MeshShawn WaltzNo ratings yet
- Chapter 4 Second Order DEsDocument59 pagesChapter 4 Second Order DEsShawn WaltzNo ratings yet
- Slotted Link Mechanism SHM ExperimentDocument6 pagesSlotted Link Mechanism SHM ExperimentShawn Waltz50% (2)
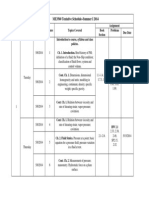
- Me 3560 Schedule Summer 2014Document16 pagesMe 3560 Schedule Summer 2014Shawn WaltzNo ratings yet
- Lecture 2Document52 pagesLecture 2Shawn WaltzNo ratings yet
- Me 3560 Presentation ChiDocument55 pagesMe 3560 Presentation ChiShawn WaltzNo ratings yet
- Me 3560 Presentation CH ViiDocument16 pagesMe 3560 Presentation CH ViiShawn WaltzNo ratings yet
- Tutorial Cylinder Simple MeshDocument9 pagesTutorial Cylinder Simple MeshShawn WaltzNo ratings yet
- Conservation of Mass Equation - Di Erential FormDocument4 pagesConservation of Mass Equation - Di Erential FormShawn WaltzNo ratings yet
- Me 3560 Presentation CH ViiDocument16 pagesMe 3560 Presentation CH ViiShawn WaltzNo ratings yet
- Conservation of Linear MomentumDocument7 pagesConservation of Linear MomentumShawn WaltzNo ratings yet
- ME3560. Fluid Mechanics - TEST No. 2Document5 pagesME3560. Fluid Mechanics - TEST No. 2Shawn WaltzNo ratings yet
- Conservation of Mass Equation - Di Erential FormDocument4 pagesConservation of Mass Equation - Di Erential FormShawn WaltzNo ratings yet
- Economics Lesson 1Document29 pagesEconomics Lesson 1Yasshita GuptaaNo ratings yet
- An Analysis of The Oil and Gas Industrys Competitiveness Using Porters Five Forces FrameworkDocument8 pagesAn Analysis of The Oil and Gas Industrys Competitiveness Using Porters Five Forces FrameworkSarasevina AnggraeniNo ratings yet
- Ilovepdf MergedDocument192 pagesIlovepdf MergedEivete GarciaNo ratings yet
- Pacer Shoes Case Study Analysis - Deepak SrivastavaDocument4 pagesPacer Shoes Case Study Analysis - Deepak SrivastavaharryGspotterNo ratings yet
- Arbitrage Pricing TheoryDocument5 pagesArbitrage Pricing TheoryNouman MujahidNo ratings yet
- Business Studies Notes Chapter 1Document11 pagesBusiness Studies Notes Chapter 1Pawansharma kusum68No ratings yet
- Expenditure Multipliers: ("Notes 7" - Comes After Chapter 6)Document57 pagesExpenditure Multipliers: ("Notes 7" - Comes After Chapter 6)hongphakdeyNo ratings yet
- Premium CH 2 Thinking Like An EconomistDocument36 pagesPremium CH 2 Thinking Like An EconomistdavidNo ratings yet
- Ishfaq Data Analysis and InterpretationDocument25 pagesIshfaq Data Analysis and InterpretationJamie Price100% (2)
- Corporate Strategy and Planning: QCF Subject Examiner's ReportDocument11 pagesCorporate Strategy and Planning: QCF Subject Examiner's ReportGift SimauNo ratings yet
- Chapter 1 (Intro)Document18 pagesChapter 1 (Intro)Siti AishahNo ratings yet
- 1-A Company Which Owns The Stock of Three Different BanksDocument5 pages1-A Company Which Owns The Stock of Three Different BanksalikahdNo ratings yet
- Financial Analysis of Prime Textile Spinning Mills LimitedDocument13 pagesFinancial Analysis of Prime Textile Spinning Mills LimiteduuuuufffffNo ratings yet
- Breakeven Point AnalysisDocument7 pagesBreakeven Point AnalysisronaldNo ratings yet
- Chapter 24 Measuring The Cost of LivingDocument11 pagesChapter 24 Measuring The Cost of LivingHIỀN HOÀNG BẢO MỸNo ratings yet
- Finance Project Report On Commodity MarketDocument67 pagesFinance Project Report On Commodity MarketSaket VermaNo ratings yet
- Strategic Investment Decisions: Measuring, Monitoring, and Motivating PerformanceDocument36 pagesStrategic Investment Decisions: Measuring, Monitoring, and Motivating Performancechitu1992No ratings yet
- SUBSTITUTION and INCOME EFFECTDocument8 pagesSUBSTITUTION and INCOME EFFECTJada CallisteNo ratings yet
- Value Migration ExamplesDocument10 pagesValue Migration ExamplesSneha RathNo ratings yet
- Chapter Two Company and Marketing StrategyDocument10 pagesChapter Two Company and Marketing StrategyMatt MNo ratings yet
- 0801 - Ec 1Document21 pages0801 - Ec 1haryhunter100% (3)
- Alto Chemicals EuropeDocument11 pagesAlto Chemicals Europevishalanand2206No ratings yet
- Cost Volume ProfitDocument14 pagesCost Volume ProfitMohamed SururrNo ratings yet
- Wec11 01 Rms 20230112Document27 pagesWec11 01 Rms 20230112Shafay SheikhNo ratings yet
- Time-Deposit Pricing and Sales Options: by Neil Stanley President Bank Performance StrategiesDocument13 pagesTime-Deposit Pricing and Sales Options: by Neil Stanley President Bank Performance StrategiesTùng Nguyễn HoàngNo ratings yet
- Capital Gains TaxDocument11 pagesCapital Gains TaxRoma Sabrina GenoguinNo ratings yet
- Chapter 3Document18 pagesChapter 3vinit sahooNo ratings yet
- HDM4 ApplicationDocument48 pagesHDM4 ApplicationAhmad Mansoor MansooriNo ratings yet