You might also like
- CEMENT FLOAT COLLAR & SHOE WITH ALUMINUM PLUNGER VALVEDocument9 pagesCEMENT FLOAT COLLAR & SHOE WITH ALUMINUM PLUNGER VALVEkaveh-bahiraeeNo ratings yet
- A Project Report On Oil Rigs123Document17 pagesA Project Report On Oil Rigs123Somasekhar Koushik Ayalasomayajula100% (1)
- Workover Systems RearrangedDocument34 pagesWorkover Systems RearrangedVíśháĺ Wáńí0% (1)
- Screw PumpDocument12 pagesScrew Pumpemilliomud100% (1)
- Discover How Slant Drilling Techniques Revolutionized Heavy Oil RecoveryDocument184 pagesDiscover How Slant Drilling Techniques Revolutionized Heavy Oil RecoveryWeatherford75267% (3)
- Direct XCD PDFDocument12 pagesDirect XCD PDFjhuggghNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Dony WatssDocument49 pagesDony WatssvbugaianNo ratings yet
- Concentric Tubing WorkoversDocument20 pagesConcentric Tubing WorkoversDrRamesh RedrouthuNo ratings yet
- Groundwater & WellsDocument31 pagesGroundwater & WellsArman Atienza Magcawas17% (6)
- Bronze Pedestal Rubber Impeller Pumps Model N200MDocument2 pagesBronze Pedestal Rubber Impeller Pumps Model N200MJavier GarciaNo ratings yet
- Kinney Piston Vacuum Pump BrochureDocument18 pagesKinney Piston Vacuum Pump BrochureVivek BelaNo ratings yet
- Zickert Bottom ScraperDocument4 pagesZickert Bottom ScraperAlexander PinedaNo ratings yet
- Xylem Flygt Slurry Pumps Product BrochureDocument12 pagesXylem Flygt Slurry Pumps Product BrochureFrank Vega OrtegaNo ratings yet
- Ball Screw DesignDocument2 pagesBall Screw DesignAnonymous CYdagINo ratings yet
- PPV PresentationDocument66 pagesPPV PresentationIvan BogdanNo ratings yet
- Class 4 Frequent Asked Qs Shashwat000Document168 pagesClass 4 Frequent Asked Qs Shashwat000Lovy Singh100% (1)
- The Onyx Line of Micro Bubble Technology PumpsDocument2 pagesThe Onyx Line of Micro Bubble Technology PumpsmolanoxNo ratings yet
- Design and Working of an Archimedes Screw GeneratorDocument18 pagesDesign and Working of an Archimedes Screw Generatoriota0% (1)
- DIY Turbo Manifold DesignDocument14 pagesDIY Turbo Manifold DesignAntonio BerthfieldNo ratings yet
- Round Des Il Terre V 122004Document2 pagesRound Des Il Terre V 122004Yudha SatriaNo ratings yet
- Hidrostal Submersible Immersible PDFDocument8 pagesHidrostal Submersible Immersible PDFariyamanjulaNo ratings yet
- SPE 36827 Drilling Liner Technology For Depleted ReservoirDocument6 pagesSPE 36827 Drilling Liner Technology For Depleted Reservoirmsm.ele2009No ratings yet
- Modern Cement Grinding Systems ComparedDocument14 pagesModern Cement Grinding Systems ComparedCao Ngoc AnhNo ratings yet
- Concrete Volute PumpsDocument8 pagesConcrete Volute PumpsvijayunityNo ratings yet
- Sectional Water Storage Tank Manual1 PDFDocument26 pagesSectional Water Storage Tank Manual1 PDFdemdiinNo ratings yet
- Cluster DrillDocument4 pagesCluster DrillApril LongNo ratings yet
- 4" Hydrocyclones: Good Solids Control Starts With Efficient Removal of Fine Drill CuttingsDocument2 pages4" Hydrocyclones: Good Solids Control Starts With Efficient Removal of Fine Drill CuttingsYudha SatriaNo ratings yet
- CVP NewDocument23 pagesCVP NewBhaskar ReddyNo ratings yet
- Brines Fluids and FiltrationDocument90 pagesBrines Fluids and Filtrationqmax78No ratings yet
- Rotating EquipmentDocument202 pagesRotating EquipmentJithin Rajan Joseph100% (1)
- Water WastewaterDocument20 pagesWater WastewaterterryjoseeNo ratings yet
- PLL 1262Document81 pagesPLL 1262DaceDropNo ratings yet
- Weima PumpsDocument46 pagesWeima Pumpsanon_30149216100% (1)
- RHINO Borehole EnlargementDocument8 pagesRHINO Borehole EnlargementLoganBohannonNo ratings yet
- Rotary Positive Displacement PumpsDocument16 pagesRotary Positive Displacement Pumpsalexmuchmure2158No ratings yet
- Sand Vac OGJ-APRIL-2002 PDFDocument6 pagesSand Vac OGJ-APRIL-2002 PDFAquiles CarreraNo ratings yet
- Coiled-tubing vacuum removes drilling-induced damage from horizontal wellsDocument6 pagesCoiled-tubing vacuum removes drilling-induced damage from horizontal wellsAquiles CarreraNo ratings yet
- Introduction To Drilling TechnologyDocument68 pagesIntroduction To Drilling TechnologyKrupal Patel100% (1)
- Taking Advantage of Single Pass DrillingDocument2 pagesTaking Advantage of Single Pass DrillingbasNo ratings yet
- Drilling EDrilling - Equip2013 - PUE - Web - 2quip2013 PUE Web 2Document40 pagesDrilling EDrilling - Equip2013 - PUE - Web - 2quip2013 PUE Web 2MEREUEULEUNo ratings yet
- Pneumatic ramming machine packs sand evenlyDocument3 pagesPneumatic ramming machine packs sand evenlymatheswaran a sNo ratings yet
- 100284156Document10 pages100284156Shumail ZafarNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Knife Gate ValveDocument67 pagesKnife Gate Valvekrishna100% (1)
- MOZLEY Wellhead DesanderDocument2 pagesMOZLEY Wellhead DesanderYosmar GuzmanNo ratings yet
- Raise boring equipment optimizationDocument12 pagesRaise boring equipment optimization한지희0% (1)
- Operating Instructions For Shaw Portable Core DrillDocument24 pagesOperating Instructions For Shaw Portable Core DrillCASNo ratings yet
- Efficient Solids Separation SystemsDocument2 pagesEfficient Solids Separation SystemsperrychemNo ratings yet
- Abrasive Jet MachiningDocument16 pagesAbrasive Jet MachiningPrasanth NaikNo ratings yet
- Grundfosliterature 425618Document3 pagesGrundfosliterature 425618jasamnajNo ratings yet
- The Drilling Rig ComponentsDocument30 pagesThe Drilling Rig ComponentsKhaled El AssaadNo ratings yet
- Mini DredgeDocument12 pagesMini DredgeHans Hans SadzNo ratings yet
- Batch 8Document22 pagesBatch 8smithNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- 25 - Inlet Pipe, B4204T3 (CA) (US)Document2 pages25 - Inlet Pipe, B4204T3 (CA) (US)Inkanata SacNo ratings yet
- 1/4 HP Coolant Pump 220 MM, 1PH 120/240V, 1/2" NPT, Lathe CNC Machine CirculationDocument1 page1/4 HP Coolant Pump 220 MM, 1PH 120/240V, 1/2" NPT, Lathe CNC Machine CirculationInkanata SacNo ratings yet
- Perkins 1103 Valve InstallDocument10 pagesPerkins 1103 Valve InstallInkanata SacNo ratings yet
- School Bus ClassificationsDocument6 pagesSchool Bus ClassificationsInkanata SacNo ratings yet
- 2000W Metal Halide Ballast Data SheetDocument1 page2000W Metal Halide Ballast Data SheetInkanata SacNo ratings yet
- Wiring - DC - Ul FM Nfpa20 jw6h Pte - Prior To December2013Document3 pagesWiring - DC - Ul FM Nfpa20 jw6h Pte - Prior To December2013Inkanata SacNo ratings yet
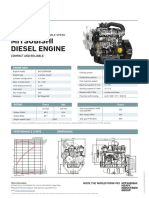
- Mitsubishi - Commercial Spec Sheets - Industrial Engine - Variable Speed - S4S-Z3DT65SPDocument1 pageMitsubishi - Commercial Spec Sheets - Industrial Engine - Variable Speed - S4S-Z3DT65SPInkanata SacNo ratings yet
- Briteline™ Elite T8 / Sportsline T8 Series: SylvaniaDocument2 pagesBriteline™ Elite T8 / Sportsline T8 Series: SylvaniaInkanata SacNo ratings yet
- Product Specifications: Air Filter, Primary FinnedDocument2 pagesProduct Specifications: Air Filter, Primary FinnedInkanata SacNo ratings yet
- SPM 4210 Wetkret Concrete Spraying Machine SpecificationsDocument6 pagesSPM 4210 Wetkret Concrete Spraying Machine SpecificationsInkanata SacNo ratings yet
- JCB WPC Wearparts BrochureDocument21 pagesJCB WPC Wearparts BrochureSuryaSuryaNo ratings yet
- Engineparts: BF Engine Parts For HeavyweightsDocument4 pagesEngineparts: BF Engine Parts For HeavyweightsInkanata SacNo ratings yet
- The Volvo Group Has Sold Its Shares in Deutz AG: Press ReleaseDocument1 pageThe Volvo Group Has Sold Its Shares in Deutz AG: Press ReleaseInkanata SacNo ratings yet
- 01 CabinChassisDocument170 pages01 CabinChassisInkanata SacNo ratings yet
- RT /rte Series Frame HangersDocument0 pagesRT /rte Series Frame HangersSahaya GrinspanNo ratings yet
- Winnovative PDF Tools Demo: Global Stage Literacy Book 1Document4 pagesWinnovative PDF Tools Demo: Global Stage Literacy Book 1Inkanata SacNo ratings yet
- 1Document26 pages1Inkanata SacNo ratings yet
- Baldwin Filters Product CatalogDocument1,307 pagesBaldwin Filters Product CatalogInkanata SacNo ratings yet
- C15 - Cat Eng - Industrial - Digital - PB-042514Document2 pagesC15 - Cat Eng - Industrial - Digital - PB-042514Inkanata SacNo ratings yet
- WARNER GEAR T56 6 Speed: Clutch Mount Camaro/Firebird: 1993-2002Document18 pagesWARNER GEAR T56 6 Speed: Clutch Mount Camaro/Firebird: 1993-2002Inkanata SacNo ratings yet
- 01 CabinChassisDocument170 pages01 CabinChassisInkanata SacNo ratings yet
- FIG 101 Cylinder Head: Year / MonthDocument24 pagesFIG 101 Cylinder Head: Year / MonthInkanata Sac100% (1)
- BOSCHDocument3 pagesBOSCHDiego Pacheco VelaNo ratings yet
- Ju6h Ufg8 Usa PDFDocument13 pagesJu6h Ufg8 Usa PDFceciliagaitanNo ratings yet
- Seal Kit Installation InstructionsDocument9 pagesSeal Kit Installation InstructionsInkanata SacNo ratings yet
- Underground ProductsDocument6 pagesUnderground ProductsInkanata SacNo ratings yet
- HYW-35 T5: Generating RatesDocument6 pagesHYW-35 T5: Generating RatesInkanata SacNo ratings yet
- The Tolerance Unless Classified 0.3mm: Outline Dimension & Block DiagramDocument1 pageThe Tolerance Unless Classified 0.3mm: Outline Dimension & Block DiagramInkanata SacNo ratings yet
- ITM Drilling Machines WebDocument6 pagesITM Drilling Machines WebInkanata SacNo ratings yet
- HX80 PDFDocument2 pagesHX80 PDFInkanata SacNo ratings yet
- Modelling and Analysis of Automatic TransmissionDocument12 pagesModelling and Analysis of Automatic TransmissionmechnareshNo ratings yet
- The Legend EF9Document6 pagesThe Legend EF9Shahrul AnisNo ratings yet
- Crawler Dozers 2050M SpecsDocument3 pagesCrawler Dozers 2050M SpecsEdmore MukotsanjeraNo ratings yet
- Manitou MHT-X 10120 10180 10225 (EN)Document16 pagesManitou MHT-X 10120 10180 10225 (EN)Manitou100% (3)
- Illustrated Parts List: FS-4005A November 2008Document16 pagesIllustrated Parts List: FS-4005A November 2008Jorge Castillo HdzNo ratings yet
- 5-114 Final PDFDocument364 pages5-114 Final PDFmiguelx6988% (8)
- Eurocargo: Powerful Trucks for Every MissionDocument22 pagesEurocargo: Powerful Trucks for Every MissionBogdan StefanNo ratings yet
- Test de Compresion Relativa, Equipo Maxxiforce, International 7400 Pma2214 Fallo Humea Motor Fallo Cilindro 1Document3 pagesTest de Compresion Relativa, Equipo Maxxiforce, International 7400 Pma2214 Fallo Humea Motor Fallo Cilindro 1Milton EncaladaNo ratings yet
- 918F Plano Electrico PDFDocument2 pages918F Plano Electrico PDFAaron RivasNo ratings yet
- 3 speed front wheel drive transmission partsDocument24 pages3 speed front wheel drive transmission partsМихаил БолотинNo ratings yet
- FORD 172 Point InspectionDocument4 pagesFORD 172 Point InspectionMinaSaeedNo ratings yet
- Hydraulic Truck Spec'sDocument28 pagesHydraulic Truck Spec'sMohamed FathyNo ratings yet
- Audi Workshop Manuals - A3 Mk1 Removing GearboxDocument10 pagesAudi Workshop Manuals - A3 Mk1 Removing GearboxAlbertNo ratings yet
- TM 9-747 155-MM GUN MOTOR CARRIAGEDocument274 pagesTM 9-747 155-MM GUN MOTOR CARRIAGEAdvocate100% (2)
- English Translate 1 - 质量证明书Document12 pagesEnglish Translate 1 - 质量证明书Kiki Kiko KikoNo ratings yet
- Tipping Gears Operators ManualDocument23 pagesTipping Gears Operators ManualLovenessmalabaNo ratings yet
- Ay 50Document268 pagesAy 50blade58No ratings yet
- Motor Manual August 1946Document44 pagesMotor Manual August 1946Grant Millar100% (1)
- Pulverizer Maintenance Guide Volume 3 - Ball Mills PDFDocument364 pagesPulverizer Maintenance Guide Volume 3 - Ball Mills PDFshubham vermaNo ratings yet
- Koeppern Brochure CompactionDocument24 pagesKoeppern Brochure CompactiongugNo ratings yet
- Ford Class ActionDocument113 pagesFord Class ActionJennifer Emert100% (2)
- Failure Analysis Report v3 - FinalDocument15 pagesFailure Analysis Report v3 - FinalWarren Michael ArthurNo ratings yet
- Bj175ajfph 2018Document63 pagesBj175ajfph 2018Albert Depano100% (3)
- Fd35t9 Fd35t2 ServiceDocument116 pagesFd35t9 Fd35t2 ServicePyae Phyoe AungNo ratings yet
- Kreiselbrecher enDocument12 pagesKreiselbrecher enFranz Anggi KriboNo ratings yet
- Viga Testera DEMAGDocument56 pagesViga Testera DEMAGHelard AlvarezNo ratings yet
- I GTH-4013 EX From SN 20615Document202 pagesI GTH-4013 EX From SN 20615sixin93551No ratings yet
- FTR 900 Singular Cab y Crew Cab Australia PDFDocument4 pagesFTR 900 Singular Cab y Crew Cab Australia PDFdionymackNo ratings yet
- Basic Info TrukDocument10 pagesBasic Info TrukAxel Mahya AvichenaNo ratings yet
- 980L Block HandlerDocument2 pages980L Block Handlercorsini999No ratings yet