You might also like
- Project Standards and Specifications Flare and Blowdown Systems Rev01Document12 pagesProject Standards and Specifications Flare and Blowdown Systems Rev01Venkat Rangan100% (1)
- Fire Prevention Chemical Processing MagDocument3 pagesFire Prevention Chemical Processing MagLeeLee LeeNo ratings yet
- Fisher 67cfr Description Part NumbersDocument1 pageFisher 67cfr Description Part NumbersAKSHEYMEHTANo ratings yet
- Selection of Material Nace - H2S - Technical Paper PDFDocument21 pagesSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009No ratings yet
- Final Report - Solar Cold StorageDocument75 pagesFinal Report - Solar Cold StorageAKSHEYMEHTANo ratings yet
- Dean PumpDocument50 pagesDean PumpAKSHEYMEHTANo ratings yet
- Tech Note - Gas PhaseDocument1 pageTech Note - Gas PhaseЗоран ХајдуковићNo ratings yet
- Glycol Dehydrator Design Manual - 1976Document36 pagesGlycol Dehydrator Design Manual - 1976lutfi awn100% (3)
- Gas-Liquid Separators SizingrDocument3 pagesGas-Liquid Separators SizingrAKSHEYMEHTANo ratings yet
- 2010 Amine Training SessionDocument81 pages2010 Amine Training SessionAKSHEYMEHTA100% (4)
- Depressuring Do N DonsDocument3 pagesDepressuring Do N DonsAKSHEYMEHTANo ratings yet
- Q A - Firetube Boiler Design Construction and Engineering Outline and Summary - July 29, 2015Document10 pagesQ A - Firetube Boiler Design Construction and Engineering Outline and Summary - July 29, 2015AKSHEYMEHTANo ratings yet
- Material Stream: 1: ConditionsDocument6 pagesMaterial Stream: 1: ConditionsAKSHEYMEHTANo ratings yet
- An 01 013 Ctrls & Process ValvingDocument2 pagesAn 01 013 Ctrls & Process ValvingAKSHEYMEHTANo ratings yet
- Is 6669 2001Document15 pagesIs 6669 2001AKSHEYMEHTANo ratings yet
- Strainer GuideDocument26 pagesStrainer Guidemudrijasm100% (1)
- 02 Laboratories - Fume Hood Exhaust GuidelinesDocument5 pages02 Laboratories - Fume Hood Exhaust GuidelinesAKSHEYMEHTANo ratings yet
- Fisher Flashing and OutgassingDocument4 pagesFisher Flashing and OutgassingAKSHEYMEHTANo ratings yet
- Steel BookDocument472 pagesSteel BookAKSHEYMEHTANo ratings yet
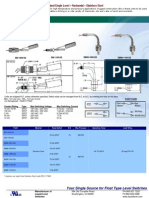
- Your Single Source For Float Type Level Switches: SM-1000-SS SM-1100-SS SM90-1000-SS SM90-1100-SSDocument1 pageYour Single Source For Float Type Level Switches: SM-1000-SS SM-1100-SS SM90-1000-SS SM90-1100-SSAKSHEYMEHTANo ratings yet
- Design of Lifting and Tailing LugsNetsc001Document30 pagesDesign of Lifting and Tailing LugsNetsc001AKSHEYMEHTANo ratings yet
- Mac Weld ThreadedDocument1 pageMac Weld ThreadedAKSHEYMEHTANo ratings yet
- Mac Weld ThreadedDocument1 pageMac Weld ThreadedAKSHEYMEHTANo ratings yet
- Steel BookDocument477 pagesSteel BookAKSHEYMEHTANo ratings yet
- Basic Calculations Piping System Design PDFDocument14 pagesBasic Calculations Piping System Design PDFjeff_shawNo ratings yet
- Insulation SpecificationDocument18 pagesInsulation SpecificationAKSHEYMEHTANo ratings yet
- Strainer GuideDocument26 pagesStrainer Guidemudrijasm100% (1)
- 01-1 V-Series Installation InstructionsDocument18 pages01-1 V-Series Installation InstructionsAKSHEYMEHTANo ratings yet
- Su3321e Rev 1 (As Built)Document14 pagesSu3321e Rev 1 (As Built)AKSHEYMEHTANo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Max Series: Operation and Installation ManualDocument36 pagesMax Series: Operation and Installation ManualgregariousmonkNo ratings yet
- Computational MechanicsDocument31 pagesComputational MechanicsAlexander NarváezNo ratings yet
- Key Vocabulary Grammar Unit4Document5 pagesKey Vocabulary Grammar Unit4AlexiaSeleniaNo ratings yet
- Compre 1Document6 pagesCompre 1DTMKarimNo ratings yet
- 1290 BulletinDocument12 pages1290 BulletinnabeelenggNo ratings yet
- Indians WordsDocument8 pagesIndians WordsRexReyesNo ratings yet
- Case Study Off Grid Solar Power Installation at Solapur, MahrashtraDocument7 pagesCase Study Off Grid Solar Power Installation at Solapur, MahrashtraPrashant BhurkeNo ratings yet
- Dismantle Tank Procedure Rev ADocument16 pagesDismantle Tank Procedure Rev AArunKarthik100% (4)
- Annotated-Science 20lab 202-Edu 20drlDocument1 pageAnnotated-Science 20lab 202-Edu 20drlapi-600095981No ratings yet
- Syllabus PPL-MeteorologyDocument12 pagesSyllabus PPL-MeteorologySanjeev dahiyaNo ratings yet
- Fort Bend ISD Weather GuidelinesDocument4 pagesFort Bend ISD Weather GuidelinesBrien JeffersonNo ratings yet
- Inclinimetro Boom RDSR3 BA 09 - BrochDocument3 pagesInclinimetro Boom RDSR3 BA 09 - BrochedgarlimasNo ratings yet
- FGFDocument19 pagesFGFSweetu NancyNo ratings yet
- 05 JakalaSDocument20 pages05 JakalaSjcuervoaNo ratings yet
- Manual de Usuario KooltronicDocument16 pagesManual de Usuario Kooltronicaldariz201181No ratings yet
- Family Guy - Cinco de Home AloneDocument26 pagesFamily Guy - Cinco de Home AloneRodney OhebsionNo ratings yet
- Parts of A Year Picture Dictionaries Reading Comprehension Exercis - 97366Document2 pagesParts of A Year Picture Dictionaries Reading Comprehension Exercis - 97366Beatriz AlvarezNo ratings yet
- Canon TX Film Camera User ManualDocument24 pagesCanon TX Film Camera User ManualPepe ZonNo ratings yet
- Enter Confined Sapce (Cellar)Document2 pagesEnter Confined Sapce (Cellar)DQE040 HSSENo ratings yet
- Oxford Meteorology Q&ADocument270 pagesOxford Meteorology Q&ADigvardhansingh RathoreNo ratings yet
- A340-300 Operations ManualDocument17 pagesA340-300 Operations ManualРадослав ДимитровNo ratings yet
- Mathematical Formulation and Numerical Modeling of Wax Deposition in Pipelines From Enthalpy-Porosity Approach and Irreversible ThermodynamicsDocument12 pagesMathematical Formulation and Numerical Modeling of Wax Deposition in Pipelines From Enthalpy-Porosity Approach and Irreversible ThermodynamicspedroNo ratings yet
- What Is The Role of DOST in DRRM?: Lidar MappingDocument4 pagesWhat Is The Role of DOST in DRRM?: Lidar MappingnabixxiNo ratings yet
- Power System Operation Corporation LTD.: Northern Regional Load Despatch CentreDocument10 pagesPower System Operation Corporation LTD.: Northern Regional Load Despatch CentrerohitctppNo ratings yet
- Design Weather Parameters & MshgsDocument1 pageDesign Weather Parameters & MshgsDevinta wardhaniNo ratings yet
- Amsa PSC ChecklistDocument11 pagesAmsa PSC Checklistdassi99100% (1)
- Dangling ModifiersDocument20 pagesDangling ModifiersThousands Mile83% (6)
- Power Transformer Testing: STS 5000 / STS 4000 WITH TD 5000Document7 pagesPower Transformer Testing: STS 5000 / STS 4000 WITH TD 5000Ashfaque AhmedNo ratings yet
- Fundamental Analysis - Economic AnalysisDocument15 pagesFundamental Analysis - Economic AnalysisVaidyanathan RavichandranNo ratings yet
- HVACDocument31 pagesHVACIBrahim ElidrissiNo ratings yet