You might also like
- T-1046.02 (Qqz-325 Type II Class II)Document2 pagesT-1046.02 (Qqz-325 Type II Class II)jazz reyNo ratings yet
- International Material Data Classification GuideDocument33 pagesInternational Material Data Classification GuideAnjali DeshpandeNo ratings yet
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 pagesEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNo ratings yet
- Mubea Disc Springs: ManualDocument219 pagesMubea Disc Springs: ManualPattaravoot SutiphanNo ratings yet
- DIN 2391-2393 - Composição e Resistência Mecânica PDFDocument4 pagesDIN 2391-2393 - Composição e Resistência Mecânica PDFLuciano FontesNo ratings yet
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDocument3 pagesA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanNo ratings yet
- Din 2393-1Document6 pagesDin 2393-1alextentwentyNo ratings yet
- Metric Fasteners PDFDocument28 pagesMetric Fasteners PDFzainudinNo ratings yet
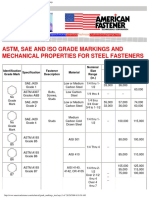
- ASTM SAE ISO Grade MarkingsDocument7 pagesASTM SAE ISO Grade Markingsfujiman35No ratings yet
- Din 571 Vairados PDFDocument4 pagesDin 571 Vairados PDFmugiwara ruffyNo ratings yet
- A 108 - 03 - Qtewoa - PDFDocument7 pagesA 108 - 03 - Qtewoa - PDFHanifiantoNo ratings yet
- Ford 970Document4 pagesFord 970amanNo ratings yet
- 1.1 Lean SystemDocument21 pages1.1 Lean SystemSujoy DattaNo ratings yet
- ART Threaded Fastener Design and AnalysisDocument40 pagesART Threaded Fastener Design and AnalysisAarón Escorza MistránNo ratings yet
- SurveyScoringGuidelines W-HTX 2000Document58 pagesSurveyScoringGuidelines W-HTX 2000guzinetti100% (1)
- ASM Handbook: Powder MetallurgyDocument14 pagesASM Handbook: Powder Metallurgyrodrigo dorantesNo ratings yet
- Manual C230Document422 pagesManual C230Luz ContrerasNo ratings yet
- ASTM A 1008 A 1008M REV A 2006Document10 pagesASTM A 1008 A 1008M REV A 2006Jorge ToribioNo ratings yet
- Mechanical Properties - Bolt, Nut, FastenersDocument4 pagesMechanical Properties - Bolt, Nut, FastenersmegatornadoNo ratings yet
- Coated Stud Bolts Protection GuideDocument3 pagesCoated Stud Bolts Protection Guidematteo2009No ratings yet
- Effect of Ion Nitriding On Fatigue Behaviour of AISI 4140 SteelDocument11 pagesEffect of Ion Nitriding On Fatigue Behaviour of AISI 4140 Steelthetman95No ratings yet
- Aluminum Casting FundamentalDocument9 pagesAluminum Casting FundamentalchinwaihoongNo ratings yet
- Carbide Banding - Effect On FatigueDocument15 pagesCarbide Banding - Effect On FatigueSteve Green100% (1)
- Optimize part quality with efficient chill vent exhaustionDocument6 pagesOptimize part quality with efficient chill vent exhaustionSunil SharmaNo ratings yet
- Analisis of Suspension Arm PDFDocument6 pagesAnalisis of Suspension Arm PDFSantiago UrgilesNo ratings yet
- Astm A 240 2019Document12 pagesAstm A 240 2019geraldo leoncioNo ratings yet
- ASTM & SAE Grade Markings For Steel Bolts and ScrewsDocument2 pagesASTM & SAE Grade Markings For Steel Bolts and ScrewsAsnawi Al KhoiriNo ratings yet
- Proper Handling and Storage Tips for Laminated GlassDocument4 pagesProper Handling and Storage Tips for Laminated GlassramziharizNo ratings yet
- Cap (Acorn) Nuts: O P H C N, L CDocument1 pageCap (Acorn) Nuts: O P H C N, L CMAI_QualityNo ratings yet
- Solderability of Metallic-Coated Products: Standard Test Method ForDocument3 pagesSolderability of Metallic-Coated Products: Standard Test Method Forr.hangaiNo ratings yet
- Mil STD 276Document9 pagesMil STD 276D_D_76No ratings yet
- MIL-STD-2073 Standard for Military PackagingDocument208 pagesMIL-STD-2073 Standard for Military PackagingThính PhạmNo ratings yet
- Nickel Alloy HandbookDocument23 pagesNickel Alloy HandbookRocksyNo ratings yet
- Nitriding Nitrocarburizing Complying To Automotive Aerospace SpecsDocument45 pagesNitriding Nitrocarburizing Complying To Automotive Aerospace SpecsCristofer CrisNo ratings yet
- Annealing Normalizing QuenchingDocument22 pagesAnnealing Normalizing QuenchingManish GuptaNo ratings yet
- Root cause analysis of surface and internal defects in heavy steel platesDocument19 pagesRoot cause analysis of surface and internal defects in heavy steel platesMada Teto100% (1)
- F 31 - 94 R99 - RJMXDocument5 pagesF 31 - 94 R99 - RJMXAnilNo ratings yet
- Comparison of Professional Testing Services Pte Ltd's CTOD Procedure with API 5L 45th RequirementsDocument2 pagesComparison of Professional Testing Services Pte Ltd's CTOD Procedure with API 5L 45th RequirementsMinh Vuong TranNo ratings yet
- Ultra-high Strength Fastener GuideDocument4 pagesUltra-high Strength Fastener GuidemirosekNo ratings yet
- A Review On Investigation of Casting Defects With SimulationDocument5 pagesA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Basics of Aluminum ManufacturingDocument9 pagesBasics of Aluminum ManufacturingprashantjtNo ratings yet
- E062 Standard Test Methods For Chemical Analysis of Copper and Copper Alloys (Photometric Methods)Document9 pagesE062 Standard Test Methods For Chemical Analysis of Copper and Copper Alloys (Photometric Methods)Bryan Mesala Rhodas GarciaNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Writing Effective Emails CITE HRDocument12 pagesWriting Effective Emails CITE HRswapnilnemadeNo ratings yet
- Saej406v002 - Methods of Determining Hardenability of SteelsDocument47 pagesSaej406v002 - Methods of Determining Hardenability of Steelswilian_coelho3309No ratings yet
- Maryland Metrics Technical Data Chart TolerancesDocument1 pageMaryland Metrics Technical Data Chart TolerancesMerimNo ratings yet
- Astm B117Document12 pagesAstm B117aldairlopesNo ratings yet
- METRIC HEX NUT STYLE 2 CLASS 12Document1 pageMETRIC HEX NUT STYLE 2 CLASS 12subsubtwoNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGMaey AkimNo ratings yet
- Compressed Gas EquipmentDocument19 pagesCompressed Gas EquipmentRendy AndromedaNo ratings yet
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoNo ratings yet
- A659A659M-12 Standard Specification For Commercial Steel (CS), Sheet and Strip, Carbon (0.16 Maximum To 0.25 Maximum Percent), Hot-RolledDocument3 pagesA659A659M-12 Standard Specification For Commercial Steel (CS), Sheet and Strip, Carbon (0.16 Maximum To 0.25 Maximum Percent), Hot-Rolledtjt4779No ratings yet
- Wilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Document3 pagesWilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Ray Mark De TorresNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Hot Isostatic Pressing '93From EverandHot Isostatic Pressing '93L. DelaeyNo ratings yet
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Document2 pagesSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.No ratings yet
- IntegrationDocument12 pagesIntegrationdestiny188No ratings yet
- Guide to Integration TechniquesDocument96 pagesGuide to Integration TechniquestbmariNo ratings yet
- HR Om11 ch01Document65 pagesHR Om11 ch01tbmariNo ratings yet
- ASEE ETD Narang FinalDocument8 pagesASEE ETD Narang FinaltbmariNo ratings yet
- FMEADocument23 pagesFMEAtbmariNo ratings yet
- Atmelqualityhandbook PDFDocument35 pagesAtmelqualityhandbook PDFtbmariNo ratings yet
- Failure-Rates VESSEL LPG !!!!Document106 pagesFailure-Rates VESSEL LPG !!!!serb329082100% (5)
- Et ZC362-L1Document46 pagesEt ZC362-L1tbmariNo ratings yet
- Engg ZC242-L5Document55 pagesEngg ZC242-L5tbmariNo ratings yet
- Engg ZC242-L7Document55 pagesEngg ZC242-L7tbmariNo ratings yet
- Project Outline EvaluationDocument5 pagesProject Outline EvaluationtbmariNo ratings yet
- Engg ZC242-L6Document50 pagesEngg ZC242-L6tbmariNo ratings yet
- Photochemical Smog: - What It Means For UsDocument7 pagesPhotochemical Smog: - What It Means For UstbmariNo ratings yet
- Envhper00427 0043Document30 pagesEnvhper00427 0043tbmariNo ratings yet
- Engg ZC242-L4Document48 pagesEngg ZC242-L4tbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- IntByParts PDFDocument7 pagesIntByParts PDFNyonk Benyalo Al QoyimNo ratings yet
- Engg ZC242-L1Document41 pagesEngg ZC242-L1tbmariNo ratings yet
- Workshop 20Document63 pagesWorkshop 20tbmariNo ratings yet
- PropertiesDocument8 pagesPropertiestbmariNo ratings yet
- AME 20231 SolutionsDocument78 pagesAME 20231 SolutionsÖzlem YılmazNo ratings yet
- Eee-III-electrical and Electronicmeasurements and Instrume (10ee35) - NotesDocument81 pagesEee-III-electrical and Electronicmeasurements and Instrume (10ee35) - Notessanjay_songraNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- The Strain Gage Pressure TransducerDocument7 pagesThe Strain Gage Pressure TransducertbmariNo ratings yet
- MM 06022010 SolutionDocument5 pagesMM 06022010 SolutiontbmariNo ratings yet
- 716-10 Linear Programming IDocument18 pages716-10 Linear Programming ILyes NasriNo ratings yet
- Phase DiagramDocument5 pagesPhase DiagramtbmariNo ratings yet
- MM 150214 Solution - DoDocument8 pagesMM 150214 Solution - Dotbmari100% (1)
- Aaoczc111 2006 S2 ComDocument1 pageAaoczc111 2006 S2 ComtbmariNo ratings yet
- Improving productivity in bus body manufacturingDocument79 pagesImproving productivity in bus body manufacturingAditya KumarNo ratings yet
- Aci 350 BeamDocument6 pagesAci 350 BeammegunNo ratings yet
- GBT 17107Document23 pagesGBT 17107Luis100% (1)
- Fatigue - A Complex Subject - Some Simple ApproximationsDocument107 pagesFatigue - A Complex Subject - Some Simple Approximationslcm327No ratings yet
- Yanbu Bachelor Housing Project CMU Installation ProceduresDocument23 pagesYanbu Bachelor Housing Project CMU Installation ProceduresgulzamanNo ratings yet
- Laboratory Experiment 2: Mohd Ashraf Mohd IsmailDocument16 pagesLaboratory Experiment 2: Mohd Ashraf Mohd IsmailMohd Ashraf Mohd Ismail100% (1)
- Logistical Management Question BankDocument7 pagesLogistical Management Question Bankashish.bms9100% (2)
- Mizuho Radiolucent Head FrameDocument6 pagesMizuho Radiolucent Head FramesigmakarsaNo ratings yet
- 04 Facility LayoutDocument83 pages04 Facility Layoutsakali aliNo ratings yet
- Design and Evaluation of High Volume Flyash Concrete For Rigid Pavement Over LaysDocument31 pagesDesign and Evaluation of High Volume Flyash Concrete For Rigid Pavement Over LaysSpchethan ChethanspNo ratings yet
- Mitsuhiro Okayasu Amr0204004Document15 pagesMitsuhiro Okayasu Amr0204004pavan_1988No ratings yet
- Plant LayoutDocument5 pagesPlant LayoutSasmita SahooNo ratings yet
- Indian Minerals Yearbook 2013 Report on Kaolin, Ball Clay, and Other Clays ProductionDocument24 pagesIndian Minerals Yearbook 2013 Report on Kaolin, Ball Clay, and Other Clays ProductionPriyanka SareenNo ratings yet
- PRS Neoloy BrochureDocument12 pagesPRS Neoloy BrochureMulsa KTGNo ratings yet
- SWOT analysis of FRP composites in concrete structuresDocument6 pagesSWOT analysis of FRP composites in concrete structuresalexisdiakNo ratings yet
- Alternative building materials and eco-friendly construction optionsDocument4 pagesAlternative building materials and eco-friendly construction optionsZubin Kenneth SamuelNo ratings yet
- Manufacturing Systems Assignment 2Document3 pagesManufacturing Systems Assignment 2Anonymous XybLZfNo ratings yet
- Hot Vs ColdDocument3 pagesHot Vs ColdHarisma NugrahaNo ratings yet
- UHMW-PE (Ultra High Molecular Weight - Polyethylene)Document2 pagesUHMW-PE (Ultra High Molecular Weight - Polyethylene)Gaurav PatilNo ratings yet
- Presentation PujaDocument19 pagesPresentation Pujasuchismita swainNo ratings yet
- Tungsten Carbide Instruments and Burs CatalogDocument30 pagesTungsten Carbide Instruments and Burs CatalogGeorge MKNo ratings yet
- Rgf33 Natural New - Nominal PropDocument1 pageRgf33 Natural New - Nominal PropRanjan GnanaoliNo ratings yet
- BMCP-Important QuestionsAnd Answers PDFDocument19 pagesBMCP-Important QuestionsAnd Answers PDFVarshini Patel0% (1)
- Residual Stress in Injection Molded PartsDocument10 pagesResidual Stress in Injection Molded PartsPauloNo ratings yet
- The Easily Mounted Floor System For Large Spans: Hoesch Additive Floor Technical InformationDocument16 pagesThe Easily Mounted Floor System For Large Spans: Hoesch Additive Floor Technical InformationIvan ŠpacNo ratings yet
- Raymond Lift Trucks Features BrochureDocument20 pagesRaymond Lift Trucks Features BrochureJunior HerreraNo ratings yet
- Felted FabricsDocument19 pagesFelted FabricsKashif Gujjar75% (4)
- New YorkDocument9 pagesNew YorkrashidasmiNo ratings yet