You might also like
- Machine Elements 2 (Introduction)Document12 pagesMachine Elements 2 (Introduction)Melinda100% (2)
- Projectile Motion: Understanding the Physics of Thrown ObjectsDocument32 pagesProjectile Motion: Understanding the Physics of Thrown ObjectsJoyce EstrevencionNo ratings yet
- BiomagnetismDocument30 pagesBiomagnetismapi-19937584100% (4)
- Heating and CoolingDocument45 pagesHeating and CoolingGillianne AndradeNo ratings yet
- Durlon HandbookDocument26 pagesDurlon HandbookFranco TadayNo ratings yet
- GARLOCK Gasket SheetsDocument59 pagesGARLOCK Gasket SheetsdanianishNo ratings yet
- Durlon Gasket ManualDocument84 pagesDurlon Gasket Manualhumberto.aranguiz2715No ratings yet
- Response Spectrum Analysis Using Femap and NX NastranDocument40 pagesResponse Spectrum Analysis Using Femap and NX NastranGana C Rover100% (1)
- Alfagomma - Oil & GasDocument115 pagesAlfagomma - Oil & GasIgor Bastos100% (1)
- Thread 3-1 Electeic Potential)Document4 pagesThread 3-1 Electeic Potential)heroNo ratings yet
- Handbook Print Media-IndexDocument9 pagesHandbook Print Media-IndexmlombardiTONo ratings yet
- Advanced Thermoforming: Methods, Machines and Materials, Applications and AutomationFrom EverandAdvanced Thermoforming: Methods, Machines and Materials, Applications and AutomationRating: 5 out of 5 stars5/5 (1)
- PD Cra Ds6070r enDocument16 pagesPD Cra Ds6070r enCdcArduino ArduinoNo ratings yet
- Dupont Kapton: Summary of PropertiesDocument20 pagesDupont Kapton: Summary of PropertiesBryanda RoNo ratings yet
- Flexible Adhesive For Performance Assembly: 1.1. ProcessingDocument4 pagesFlexible Adhesive For Performance Assembly: 1.1. ProcessingjpolancosNo ratings yet
- Ultem BrochureDocument41 pagesUltem BrochureinfodrumandbassmentNo ratings yet
- 2017 Kynar Wire and Cable SolutionsDocument8 pages2017 Kynar Wire and Cable SolutionsKaarthicNatarajanNo ratings yet
- Product Data Sheet SP-8888Document7 pagesProduct Data Sheet SP-8888pablo gonzalezNo ratings yet
- CA IndustrialDocument55 pagesCA IndustrialTimon2005No ratings yet
- EL-O-Matic F-Series: Rack and Pinion Pneumatic ActuatorsDocument60 pagesEL-O-Matic F-Series: Rack and Pinion Pneumatic ActuatorsPlanet RED39No ratings yet
- Fabrication of Large GRP Storage TanksDocument60 pagesFabrication of Large GRP Storage TanksjoekaledaNo ratings yet
- Duratomic TP Brochure GT15-214 PDFDocument24 pagesDuratomic TP Brochure GT15-214 PDFDeysi CardenasNo ratings yet
- Manual FM PavcoDocument10 pagesManual FM PavcoMiguelGuavitaRojasNo ratings yet
- D 3144 - 95 - RdmxndqtukveDocument5 pagesD 3144 - 95 - RdmxndqtukvePrakash MakadiaNo ratings yet
- Integrifuse Butt Fusion Tega Electrofusion CatalogDocument78 pagesIntegrifuse Butt Fusion Tega Electrofusion Catalogreza prasetiaNo ratings yet
- GE 2020 EDR Systems: Electrodialysis Reversal TechnologyDocument3 pagesGE 2020 EDR Systems: Electrodialysis Reversal TechnologyEzequiel García PalomoNo ratings yet
- SP 8888 PDFDocument6 pagesSP 8888 PDFMohammad ShamimNo ratings yet
- Aircol SW RangeDocument2 pagesAircol SW RangeDouglas Neves - UnaxNo ratings yet
- Skydrol 500B4Document28 pagesSkydrol 500B4Ah Huat Eugene YapNo ratings yet
- HDPEDocument16 pagesHDPEadventure11111No ratings yet
- Good Temp-FtDocument2 pagesGood Temp-FtSaul SanchezNo ratings yet
- Kaori HeatexchangerDocument28 pagesKaori HeatexchangerPatiwat AtayagulNo ratings yet
- Royco 756/756A Hydraulic Fluid, Aircraft, Missile, and Ordinance Petroleum BaseDocument4 pagesRoyco 756/756A Hydraulic Fluid, Aircraft, Missile, and Ordinance Petroleum Baseroger gonzales hoyosNo ratings yet
- 3M Venture Tape 1577 Series TDSDocument5 pages3M Venture Tape 1577 Series TDSRomulo Mayer FreitasNo ratings yet
- Plexiglas MCDocument2 pagesPlexiglas MCMarco Ngawang KeelsenNo ratings yet
- BG Universal Synthetic ATFDocument1 pageBG Universal Synthetic ATFroeiweissNo ratings yet
- Operating Instruction - CRUDE FIBRE and HYDROLYSIS APPARATUS - 05.2017 - EnglishDocument8 pagesOperating Instruction - CRUDE FIBRE and HYDROLYSIS APPARATUS - 05.2017 - EnglishseringwelskiNo ratings yet
- Greentec 170 LGDocument2 pagesGreentec 170 LGAbdul SabirNo ratings yet
- Tds Atlantic Hydraulic OilsDocument1 pageTds Atlantic Hydraulic Oilsmgamal1080No ratings yet
- W2a SMD Transistor PDFDocument86 pagesW2a SMD Transistor PDFMahmoued YasinNo ratings yet
- Katalog KumoloDocument13 pagesKatalog KumoloAdrianus Ivan SebastianNo ratings yet
- Mobil DTE 10 Excel SeriesDocument3 pagesMobil DTE 10 Excel SeriesSuprastowo Bin SarinoNo ratings yet
- BIOBASE Vertical Laminar Flow Cabinet BBS-DDC'SDC User Manual 202109Document25 pagesBIOBASE Vertical Laminar Flow Cabinet BBS-DDC'SDC User Manual 202109SACO QCNo ratings yet
- Engineering Manual: XXX - XXX.XXXDocument12 pagesEngineering Manual: XXX - XXX.XXXsezio81No ratings yet
- Engineering CatalogDocument70 pagesEngineering CatalogFihawangoNo ratings yet
- FD - Industrial DehumidifierDocument8 pagesFD - Industrial DehumidifierAntoniaNo ratings yet
- Micro TempDocument22 pagesMicro TempAgustin ArtalNo ratings yet
- TD OPTIFLUX4000 en 220106 4000525107 R10Document48 pagesTD OPTIFLUX4000 en 220106 4000525107 R10AugustoNo ratings yet
- Fisher LP-Gas Regulators and Equipment Application Guide d450104t012Document87 pagesFisher LP-Gas Regulators and Equipment Application Guide d450104t012Alfredo Castro FernándezNo ratings yet
- Goodtemp Spec SheetDocument2 pagesGoodtemp Spec SheetFabio TemporiniNo ratings yet
- Compression Packing CatalogDocument34 pagesCompression Packing CatalogRevanNo ratings yet
- Heavy Duty FiltrationDocument80 pagesHeavy Duty Filtrationsuphanat joomjanNo ratings yet
- Atlantic Air Compressor OilsDocument1 pageAtlantic Air Compressor OilsOsman QaasimNo ratings yet
- Tib A004Document32 pagesTib A004Pranab BhattacharyaNo ratings yet
- Convection Heater Model 2460, 2461, 2462: Homeowner's Installation and Operating ManualDocument32 pagesConvection Heater Model 2460, 2461, 2462: Homeowner's Installation and Operating Manualgr1mr343prNo ratings yet
- Rubber Seam Compound: RC 2200 Is A Unique Rubber Compound That Provides Extremely Effective ForDocument1 pageRubber Seam Compound: RC 2200 Is A Unique Rubber Compound That Provides Extremely Effective Foriman awdNo ratings yet
- Cabone Lorraine Sintering Brochure 2008Document6 pagesCabone Lorraine Sintering Brochure 2008Varun DodhiaNo ratings yet
- Product Data Sheet SP-6888Document5 pagesProduct Data Sheet SP-6888rmfpereiraNo ratings yet
- AC Plastiques 1,2,3 - General Catalog PDFDocument5 pagesAC Plastiques 1,2,3 - General Catalog PDFRicardo BustamanteNo ratings yet
- 777 Solventless Polyester Resin 03 01Document2 pages777 Solventless Polyester Resin 03 01Héctor ArriagadaNo ratings yet
- Caddy Professional 250: Instruction ManualDocument12 pagesCaddy Professional 250: Instruction Manualaah123276No ratings yet
- CarlingSW V4 5Document12 pagesCarlingSW V4 5Yakov VillaverdeNo ratings yet
- Renolin CLP - enDocument7 pagesRenolin CLP - enDANE80No ratings yet
- PDS Nytro Bear ASTM EN PDFDocument2 pagesPDS Nytro Bear ASTM EN PDFP_sanchezNo ratings yet
- Metric Design GuideDocument95 pagesMetric Design GuidePicollusNo ratings yet
- Radtech Report 2011 Summer 11Document6 pagesRadtech Report 2011 Summer 11mlombardiTONo ratings yet
- Korton PVDF: Polyvinylidene Fluoride Saint Gobain - NortonDocument1 pageKorton PVDF: Polyvinylidene Fluoride Saint Gobain - NortonmlombardiTONo ratings yet
- Ceramics News 2015Document41 pagesCeramics News 2015mlombardiTONo ratings yet
- Westlake PVDF CN-P: Polyvinylidene Fluoride Westlake Plastics CompanyDocument1 pageWestlake PVDF CN-P: Polyvinylidene Fluoride Westlake Plastics CompanymlombardiTONo ratings yet
- Elastomer Brochure 2010Document52 pagesElastomer Brochure 2010mlombardiTONo ratings yet
- Kynar Kynarflex For Cables IITDocument30 pagesKynar Kynarflex For Cables IITmlombardiTONo ratings yet
- Freeze GranulationDocument2 pagesFreeze GranulationmlombardiTONo ratings yet
- Industrial Production Systems For Metal Additive Manufacturing - Farinia GroupDocument6 pagesIndustrial Production Systems For Metal Additive Manufacturing - Farinia GroupmlombardiTONo ratings yet
- Victrex Properties-Guide en MetricDocument25 pagesVictrex Properties-Guide en MetricmlombardiTONo ratings yet
- Fiber-Reinforced Composites - TextinfoDocument6 pagesFiber-Reinforced Composites - TextinfomlombardiTO100% (1)
- Colloidal Processing of CeramicsDocument18 pagesColloidal Processing of CeramicsmlombardiTO100% (1)
- (OC) End Fittings For Composite RisersDocument18 pages(OC) End Fittings For Composite RisersmlombardiTONo ratings yet
- NKT FlexiblesDocument44 pagesNKT FlexiblesmlombardiTONo ratings yet
- Tailored Local Design of Deep Sea FRP Composite RisersDocument24 pagesTailored Local Design of Deep Sea FRP Composite RisersmlombardiTONo ratings yet
- Scattering and Reflection TechniquesDocument27 pagesScattering and Reflection TechniquesmlombardiTONo ratings yet
- Nucleophilic Substitution Reactions of Alkyl HalidesDocument36 pagesNucleophilic Substitution Reactions of Alkyl HalidesmaulidyaNo ratings yet
- Tutorial 21 Levee With Toe DrainDocument24 pagesTutorial 21 Levee With Toe DrainMarcos MaNo ratings yet
- Temperature effects on semiconductor speed and reliabilityDocument20 pagesTemperature effects on semiconductor speed and reliabilityohenri100No ratings yet
- Allen DLP Major-3eng QDocument24 pagesAllen DLP Major-3eng Qrk467111No ratings yet
- Solubility of S-Block CompoundsDocument4 pagesSolubility of S-Block CompoundsNkemzi Elias NzetengenleNo ratings yet
- Ramiro Augusto Salazar La Rotta, Ing. Químico, PH.D., CC: 91227727 Colombia (UIS, SENA) Juan Manuel Salazar Villamizar (Hijo) - E-Mail:, AbstracDocument7 pagesRamiro Augusto Salazar La Rotta, Ing. Químico, PH.D., CC: 91227727 Colombia (UIS, SENA) Juan Manuel Salazar Villamizar (Hijo) - E-Mail:, AbstracRamiro Augusto salazar La RottaNo ratings yet
- Heisenberg Uncertainty Principle WorksheetDocument4 pagesHeisenberg Uncertainty Principle WorksheetFrank CamachoNo ratings yet
- Sa (CM)Document5 pagesSa (CM)Sagar SwarupNo ratings yet
- Net Positive Suction HeadDocument16 pagesNet Positive Suction HeadpandiangvNo ratings yet
- S-Series Single Stage Gear MotorsDocument138 pagesS-Series Single Stage Gear MotorssirabhijeetNo ratings yet
- Computational Chem 6Document152 pagesComputational Chem 6Dr. Partha Sarathi SenguptaNo ratings yet
- The velocity of propagation gives us the speed of electromagnetic wavesDocument3 pagesThe velocity of propagation gives us the speed of electromagnetic wavesJose Daniel Ochoa MoyaNo ratings yet
- MicrobiologyDocument82 pagesMicrobiologyAbhishek SinghNo ratings yet
- Chapter 2: Coulomb's Law and Electric Field IntensityDocument2 pagesChapter 2: Coulomb's Law and Electric Field IntensityvpkvikasNo ratings yet
- Unbalanced Magnetic Pull Forces in Cage Induction Motors with AsymmetryDocument5 pagesUnbalanced Magnetic Pull Forces in Cage Induction Motors with AsymmetryRohan ChandrashekarNo ratings yet
- Flow Assurance - Prof. Osman BasaranDocument49 pagesFlow Assurance - Prof. Osman BasaranWunkey WunkruNo ratings yet
- Nuclear Physics - Sample MaterialDocument13 pagesNuclear Physics - Sample MaterialUma SinghNo ratings yet
- Nobel Lecture The Double HeterostructureDocument16 pagesNobel Lecture The Double Heterostructuremglez2012No ratings yet
- 2015 2016AP Chemistry Summer AssignmentDocument7 pages2015 2016AP Chemistry Summer AssignmentBraden FarrellNo ratings yet
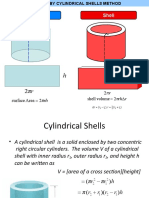
- Volumes by Shell MethodDocument16 pagesVolumes by Shell Methodayesha noorNo ratings yet
- ESO Annual Report 2016Document126 pagesESO Annual Report 2016European Southern ObservatoryNo ratings yet
- Important Concepts For General Science UPSC IAS PrelimsDocument4 pagesImportant Concepts For General Science UPSC IAS Prelimshim123verNo ratings yet
- ElectricityDocument25 pagesElectricityWeb BooksNo ratings yet
- Chapitre 1 Part 2 IMEA 1Document40 pagesChapitre 1 Part 2 IMEA 1marthy23No ratings yet