You might also like
- Normas de Preparación de Superficies Sspc-sp6Document3 pagesNormas de Preparación de Superficies Sspc-sp6David DaemmejNo ratings yet
- Procedimiento de Pintura AbrazaderaDocument8 pagesProcedimiento de Pintura AbrazaderaJoseluis Castillo RomeroNo ratings yet
- Preparación de Superficies SSPC-SP PDFDocument6 pagesPreparación de Superficies SSPC-SP PDFDarwin_SidneyNo ratings yet
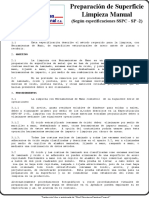
- Preparacion de Superficie Manual SSPC-SP-2 PDFDocument3 pagesPreparacion de Superficie Manual SSPC-SP-2 PDFsiriovagabundo100% (1)
- Procedimiento de Resane en ObraDocument9 pagesProcedimiento de Resane en ObraArturex OrbeNo ratings yet
- Granallado Normas Preparacion de SuperficieDocument6 pagesGranallado Normas Preparacion de SuperficieJoce LuisNo ratings yet
- AB 4 - Medios Abrasivos Encapsulados Reciclables - EspañolDocument3 pagesAB 4 - Medios Abrasivos Encapsulados Reciclables - Españolismael luis de la cruzNo ratings yet
- Informe Final Recubrimientos IndustrialesDocument41 pagesInforme Final Recubrimientos IndustrialesWilfredo Suarez TorresNo ratings yet
- Astm PinturaDocument3 pagesAstm PinturaFabio Cabrera Saldaña100% (1)
- sspc-11 en EspañolDocument8 pagessspc-11 en EspañolCustodioCastilloNo ratings yet
- Astm D 3359Document6 pagesAstm D 3359fernandoNo ratings yet
- 02070-GEN-QUA-COR-02-009 Rev.07Document21 pages02070-GEN-QUA-COR-02-009 Rev.07KevynNo ratings yet
- Plan de Inspeccion para PinturaDocument10 pagesPlan de Inspeccion para PinturaJavier Pinto100% (1)
- Procedimiento de Pintado para ResaneDocument10 pagesProcedimiento de Pintado para ResaneNilton LuisNo ratings yet
- Preparación Del Galvanizado para Ser Pintado2Document4 pagesPreparación Del Galvanizado para Ser Pintado2Carlos Andrés Arango H.100% (1)
- Swppr-013 Proc. Resistencia Del Zinc Inorganico Al Mek - Curado - CCHDocument5 pagesSwppr-013 Proc. Resistencia Del Zinc Inorganico Al Mek - Curado - CCHAnonymous fvO1W3No ratings yet
- Proc. Preparación Superficial y PinturaDocument6 pagesProc. Preparación Superficial y PinturaricardodelatorreNo ratings yet
- Normas NMX Pruebas AdherenciaDocument40 pagesNormas NMX Pruebas Adherenciacosmic_black100% (1)
- Traducción de Norma SSPC PA2Document9 pagesTraducción de Norma SSPC PA2Benjamin Enmanuel Mango D100% (1)
- Procedimiento de Granallado y Pintado CHILCA - I+C (ARD) Rev00 PDFDocument9 pagesProcedimiento de Granallado y Pintado CHILCA - I+C (ARD) Rev00 PDFR Flores Curiñaupa100% (2)
- Norma SSPC-PA2 (Espesores en Seco)Document3 pagesNorma SSPC-PA2 (Espesores en Seco)Xavier Espinosa Terán80% (10)
- Modulo 3 - Pruebas en La Pelicula SecaDocument48 pagesModulo 3 - Pruebas en La Pelicula SecaCarlos Quispe Martinez100% (2)
- Perfil de Anclaje 11921Document4 pagesPerfil de Anclaje 11921gaboac88No ratings yet
- Reporte de Campo Nº01-21228Document15 pagesReporte de Campo Nº01-21228Fredy CachiqueNo ratings yet
- ASTM D4228-05 EspañolDocument3 pagesASTM D4228-05 EspañolJuan Carlos Contreras Cherres100% (6)
- ECS - CPG002 - 13 REV.0 Calificacion PintoresDocument16 pagesECS - CPG002 - 13 REV.0 Calificacion PintoresOctavioMorando100% (3)
- Curso Basico Preparacion de SuperficieDocument32 pagesCurso Basico Preparacion de Superficiejerrymcfly100% (1)
- SSPC-SP 11 Nov2013 Spanish PDFDocument4 pagesSSPC-SP 11 Nov2013 Spanish PDFNicolás Oriundo100% (1)
- SSPC-AB3 - Abrasivos Metálicos FerrososDocument8 pagesSSPC-AB3 - Abrasivos Metálicos FerrososMartin Aldave100% (1)
- Prueba de Adherencia Por CintaDocument4 pagesPrueba de Adherencia Por CintamaxllvNo ratings yet
- SSPC-PA2 (1) EspañolDocument13 pagesSSPC-PA2 (1) Españolangelterrestre31No ratings yet
- Pull OffDocument5 pagesPull OffPascual Jimenez AcostaNo ratings yet
- Procediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1Document27 pagesProcediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1jorge9enrique9marin9No ratings yet
- Normas Que Rigen Los Perfiles de Anclajes para Recubrimientos de PinturaDocument3 pagesNormas Que Rigen Los Perfiles de Anclajes para Recubrimientos de PinturaBryan PerezNo ratings yet
- Neurtek ASTM - Inspeccion de Recubrimientos - Programa - Fallas de RecubrimientosDocument6 pagesNeurtek ASTM - Inspeccion de Recubrimientos - Programa - Fallas de RecubrimientosAve Vi Es100% (1)
- 06 Granallado y PinturaDocument22 pages06 Granallado y PinturaDarío Guananga75% (4)
- 3 SSPC-SP10 Cercano Al BlancoDocument9 pages3 SSPC-SP10 Cercano Al BlancoManuel Juan100% (3)
- b.Z01620P - Fast Zinc ReinforcedDocument2 pagesb.Z01620P - Fast Zinc ReinforcedVictor Hugo Bustos Beltran100% (5)
- ¿CUANDO SE PRESENTA LA POLARIDAD INVERSA DEL ZINC? - 30 Nov-2020Document10 pages¿CUANDO SE PRESENTA LA POLARIDAD INVERSA DEL ZINC? - 30 Nov-2020marco alvaradoNo ratings yet
- Medidores de Adherencia Por Arranque Hidraulicos Manuales at M Manual Positest Defelsko Manual EspanolDocument11 pagesMedidores de Adherencia Por Arranque Hidraulicos Manuales at M Manual Positest Defelsko Manual EspanolTATAJE CASTRO ISMAEL JUNIOR100% (1)
- Grados Corrosion Acero PDFDocument3 pagesGrados Corrosion Acero PDFRoberto UndurragaNo ratings yet
- Prueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Document3 pagesPrueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Edwin Ronald ChukeNo ratings yet
- Control de SuperficiesDocument63 pagesControl de SuperficiesYomar Cruz PalominoNo ratings yet
- Fallas en PinturaDocument31 pagesFallas en Pinturaleunam26100% (2)
- Procedimiento de Prueba de Adherencia Pull OffDocument7 pagesProcedimiento de Prueba de Adherencia Pull OffMilton Jesus Tapia Villarreal100% (1)
- SSPC-Guía 15Document13 pagesSSPC-Guía 15Ch C Luis100% (1)
- Iso 4624Document3 pagesIso 4624Uruloke Rlz100% (2)
- SSPC-PA2 EspañolDocument13 pagesSSPC-PA2 EspañolAlejandro Octavio Mejia Malpartida100% (1)
- SSPC PA2 1 Espanol PDFDocument13 pagesSSPC PA2 1 Espanol PDFgabrielNo ratings yet
- 1-Procedimiento de Pintado - FGA INGENIEROSDocument13 pages1-Procedimiento de Pintado - FGA INGENIEROSJuan Carlos Lara PechoNo ratings yet
- Informe de Materiales CorroidosDocument6 pagesInforme de Materiales CorroidosChristiam Bernal MurilloNo ratings yet
- I-10 Preparación de SuperficiesDocument3 pagesI-10 Preparación de SuperficiesJonathan GSNo ratings yet
- Normas SSPC PDFDocument56 pagesNormas SSPC PDFgndrxNo ratings yet
- Tratamiento y Pintura IngemecanicaDocument20 pagesTratamiento y Pintura Ingemecanicawilliamscribd2013No ratings yet
- Tratamiento y Pintura Metalicas AcerconDocument21 pagesTratamiento y Pintura Metalicas AcerconFrank Castañeda AgurtoNo ratings yet
- Preparacion de Superficies Metalicas Jose Ignacio HuertasDocument16 pagesPreparacion de Superficies Metalicas Jose Ignacio HuertasLimb SololimbNo ratings yet
- Presentacion HMC Ingenieria Sandblasting Pára El Sena 1Document7 pagesPresentacion HMC Ingenieria Sandblasting Pára El Sena 1melito4631gmailcomNo ratings yet
- Preparacion de Superficies Metalicas Limpieza ConDocument2 pagesPreparacion de Superficies Metalicas Limpieza ConcristhiahnoNo ratings yet
- PREPARACION DE SUPERFICIES METALICAS, Jose Ignacio Huertas PDFDocument16 pagesPREPARACION DE SUPERFICIES METALICAS, Jose Ignacio Huertas PDFermides garciaNo ratings yet
- Procedimienton WaterblastingDocument3 pagesProcedimienton WaterblastingAnderson PinzónNo ratings yet
- Partes de Un MolinoDocument1 pagePartes de Un Molinocarlos_alzolar6826No ratings yet
- Curso Uñas Acrílicas y de GelDocument21 pagesCurso Uñas Acrílicas y de Gelcarlos_alzolar6826No ratings yet
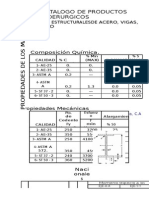
- Catalogo de Vigas y PerfilesDocument81 pagesCatalogo de Vigas y Perfilescarlos_alzolar6826No ratings yet
- Catalogo de Pintura InternationalDocument20 pagesCatalogo de Pintura Internationalcarlos_alzolar682650% (2)
- EnsayoENSAYOS NO DESTRUCTIVOS - Ppts No DestructivosDocument31 pagesEnsayoENSAYOS NO DESTRUCTIVOS - Ppts No Destructivoscarlos_alzolar6826No ratings yet
- Plan de Inspeccion y Ensayo Actualizado CORREGIDODocument18 pagesPlan de Inspeccion y Ensayo Actualizado CORREGIDOcarlos_alzolar6826100% (1)
- Oracion para Cobrar Una DeudaDocument2 pagesOracion para Cobrar Una Deudacarlos_alzolar6826100% (1)
- Aws 2 4 Simbolos SoldaduraDocument120 pagesAws 2 4 Simbolos Soldadurajulianmorantes100% (10)
- Formato FrisoDocument1 pageFormato Frisocarlos_alzolar6826No ratings yet
- Que Son Las TinturasDocument5 pagesQue Son Las Tinturascarlos_alzolar6826No ratings yet
- Msds ThinnerDocument7 pagesMsds ThinnerVERONICA VELASQUEZ YUCRANo ratings yet
- Conceptos de DisolucionesDocument4 pagesConceptos de DisolucionesMontserrat ChavezNo ratings yet
- Catalogo Marca 2012Document208 pagesCatalogo Marca 2012HERRAPRONo ratings yet
- Soluciones Quimica Laboratorio 1 Semana 3Document9 pagesSoluciones Quimica Laboratorio 1 Semana 3Sebastian Andres Sanchez SierraNo ratings yet
- Metodos de Extraccion de LipidosDocument5 pagesMetodos de Extraccion de LipidosFranco YarmasNo ratings yet
- Gp3 - Determinación Del Peso Molecular Del Poliestireno Por ViscosimetríaDocument5 pagesGp3 - Determinación Del Peso Molecular Del Poliestireno Por ViscosimetríaKatherine Cansaya SánchezNo ratings yet
- Constante DielectricaDocument3 pagesConstante DielectricaRaquelNo ratings yet
- Taller Final de AnaliticaDocument13 pagesTaller Final de AnaliticaEdward AlexanderNo ratings yet
- Manual Mantenimiento Guascor PDFDocument321 pagesManual Mantenimiento Guascor PDFGrace Villasmil67% (3)
- Hoja de Datos de Seguridad 3M Petrifilm Placa para Conteo Rápido de E Coli - ColiformesDocument9 pagesHoja de Datos de Seguridad 3M Petrifilm Placa para Conteo Rápido de E Coli - ColiformesJose LopezNo ratings yet
- Ficha Tecnica Laca PDFDocument2 pagesFicha Tecnica Laca PDFdescarga100% (1)
- Proyecto Final PintucoDocument16 pagesProyecto Final PintucoWiLianMunevarGarzonNo ratings yet
- Prantas MedicinalesDocument276 pagesPrantas MedicinalesKarla ContreraNo ratings yet
- 4 - Base Pintura SigmacoverDocument8 pages4 - Base Pintura SigmacoverMar ElmsNo ratings yet
- Compuestos HeterociclicosDocument1 pageCompuestos HeterociclicosdbzoNo ratings yet
- Extraccion y Lavado de Sustancias CromatografiaDocument4 pagesExtraccion y Lavado de Sustancias CromatografiaantoniojaviermaciasNo ratings yet
- DisolventesDocument57 pagesDisolventesGabriela Prado GumielNo ratings yet
- Demostraciones FisicoquimicasDocument10 pagesDemostraciones FisicoquimicasPablosg23No ratings yet
- Comex IND RI-41 Norma NRF-053Document5 pagesComex IND RI-41 Norma NRF-053edgar delangelNo ratings yet
- Planta de Producción de Metanol A Partir de La Hidrogenación Del Co2Document9 pagesPlanta de Producción de Metanol A Partir de La Hidrogenación Del Co2silvia martinezNo ratings yet
- PintucoDocument3 pagesPintucoChristian ZavalaNo ratings yet
- Manual Aplicacion Sealoflex-UltimaDocument4 pagesManual Aplicacion Sealoflex-Ultimaveronica vargasNo ratings yet
- Actividad 3 ToxicologiaDocument11 pagesActividad 3 ToxicologiaAlejandra HernandezNo ratings yet
- Metodologias Extractivas de Principos ActivosDocument9 pagesMetodologias Extractivas de Principos ActivoskekerekeykeNo ratings yet
- Extracción Directa A Reflujo, en Soxhlet y Sólido-Líquido A Temperatura Ambiente.Document5 pagesExtracción Directa A Reflujo, en Soxhlet y Sólido-Líquido A Temperatura Ambiente.AllisonVillarreal100% (2)
- Manuais 33352 Sillones Dabi Atlante PDFDocument20 pagesManuais 33352 Sillones Dabi Atlante PDFAnibal Peña100% (1)
- Manual Trabajo Supervisado Qii 2020Document51 pagesManual Trabajo Supervisado Qii 2020delia donis50% (2)
- Taller 6° P.FQ PDFDocument6 pagesTaller 6° P.FQ PDFConsuelo CuevasNo ratings yet
- Ud11 - Estructura de Las Aleaciones PDFDocument20 pagesUd11 - Estructura de Las Aleaciones PDFnagola10No ratings yet
- Guía 7.grado 9°Document5 pagesGuía 7.grado 9°Omar caicedo carvajalNo ratings yet
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoFrom EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoRating: 5 out of 5 stars5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptFrom EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptRating: 5 out of 5 stars5/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensFrom EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNo ratings yet
- New York & New Jersey: A Guide to the State & National ParksFrom EverandNew York & New Jersey: A Guide to the State & National ParksNo ratings yet
- The Bahamas a Taste of the Islands ExcerptFrom EverandThe Bahamas a Taste of the Islands ExcerptRating: 4 out of 5 stars4/5 (1)