You might also like
- Importar y Exportar Datos Power BIDocument24 pagesImportar y Exportar Datos Power BIAlexandra Guamann Mendoza100% (1)
- Caratula de MonografiaDocument1 pageCaratula de MonografiaAlexandra Guamann MendozaNo ratings yet
- GIZ Especificaciones Etanol 2010Document102 pagesGIZ Especificaciones Etanol 2010thaniaNo ratings yet
- Geologia General y FisicaDocument302 pagesGeologia General y FisicaAlexandra Guamann MendozaNo ratings yet
- Cálculos pseudopotenciales para el flujo de gasDocument9 pagesCálculos pseudopotenciales para el flujo de gasAlexandra Guamann Mendoza100% (1)
- Maqueta de Taladro de PerforaciónDocument8 pagesMaqueta de Taladro de PerforaciónFernando Falconi100% (4)
- Poema Deseas Que Te Amen de Edgar Allan PoeDocument1 pagePoema Deseas Que Te Amen de Edgar Allan PoeAlexandra Guamann MendozaNo ratings yet
- Alternativas Frente A La Problemática EnergeticaDocument43 pagesAlternativas Frente A La Problemática EnergeticaAlexandra Guamann MendozaNo ratings yet
- Contenido Procesos Del Gas NaturalDocument1 pageContenido Procesos Del Gas NaturalAlexandra Guamann MendozaNo ratings yet
- Asimov, Isaac - Cómo Descubrimos El PetróleoDocument26 pagesAsimov, Isaac - Cómo Descubrimos El Petróleogennilucc67% (3)
- Contenido Procesos Del Gas NaturalDocument1 pageContenido Procesos Del Gas NaturalAlexandra Guamann MendozaNo ratings yet
- GLOSARIODocument6 pagesGLOSARIOAlexandra Guamann MendozaNo ratings yet
- Elaboracion de Un PerfilDocument54 pagesElaboracion de Un PerfilCristhian BenavidesNo ratings yet
- Guia Diseño de Separadores Capitulo IDocument11 pagesGuia Diseño de Separadores Capitulo IAlexandra Guamann MendozaNo ratings yet
- La Dtep Realizó Inspección A La Planta NaranjillosDocument1 pageLa Dtep Realizó Inspección A La Planta NaranjillosAlexandra Guamann MendozaNo ratings yet
- Gestión de Proyectos - CbbaDocument21 pagesGestión de Proyectos - CbbaAlexandra Guamann MendozaNo ratings yet
- p2 17Document16 pagesp2 17Angel Gabriel Hernandez HurtadoNo ratings yet
- Deliquificacion de Pozos de GasDocument48 pagesDeliquificacion de Pozos de GasAlexandra Guamann MendozaNo ratings yet
- Fluido de Perforación Direccional para Pozos Someros de Alto Ángulo en BoliviaDocument90 pagesFluido de Perforación Direccional para Pozos Someros de Alto Ángulo en BoliviaAlexandra Guamann MendozaNo ratings yet
- Transición EnergéticaDocument54 pagesTransición EnergéticaAlexandra Guamann MendozaNo ratings yet
- Analisis de La Proyeccion de La Demanda de Gas1Document63 pagesAnalisis de La Proyeccion de La Demanda de Gas1alejandraNo ratings yet
- GL OsarioDocument6 pagesGL OsarioAlexandra Guamann MendozaNo ratings yet
- Reglamento para La Conformación de Comités Mixtos de Higiene y Seguridad OcupacionalDocument11 pagesReglamento para La Conformación de Comités Mixtos de Higiene y Seguridad OcupacionalMauricio Caballero Pérez100% (2)
- Adecuacion de Facilidades Campos Maduros RaulvacaDocument1 pageAdecuacion de Facilidades Campos Maduros RaulvacaAlexandra Guamann MendozaNo ratings yet
- Mapa Campos Gasíferos BoliviaDocument1 pageMapa Campos Gasíferos BoliviaVirbiirNo ratings yet
- Informe Bombeo HidraulicoDocument15 pagesInforme Bombeo HidraulicoAlexandra Guamann MendozaNo ratings yet
- Tarea Metodos de Levantamiento ArtificialDocument11 pagesTarea Metodos de Levantamiento ArtificialAlexandra Guamann MendozaNo ratings yet
- Ohsas 18001Document35 pagesOhsas 18001alvarogv79No ratings yet
- La Guerra Del Gas PDFDocument13 pagesLa Guerra Del Gas PDFAlexandra Guamann Mendoza0% (1)
- Instructivo Carpeta Familiar-BoliviaDocument55 pagesInstructivo Carpeta Familiar-BoliviaMisael Isaac Jaimes Bustamante100% (1)
- Informe Le y LGH FluidosDocument10 pagesInforme Le y LGH FluidosJuan OrtízNo ratings yet
- Tesis Alivio de Tensiones PDFDocument88 pagesTesis Alivio de Tensiones PDFEver CahuecNo ratings yet
- Piston de CargaDocument5 pagesPiston de CargaFranco Flores MancillaNo ratings yet
- Medidor de presión: tipos de manómetros y su funcionamientoDocument21 pagesMedidor de presión: tipos de manómetros y su funcionamientoSiul ReivajNo ratings yet
- Embrague MecánicoDocument11 pagesEmbrague MecánicoJavier Eduardo Ramírez75% (4)
- TC Tarea 3 352 100413A 474Document40 pagesTC Tarea 3 352 100413A 474Carlos NarváezNo ratings yet
- Proyecto-Cogeneración G4Document13 pagesProyecto-Cogeneración G4Lisseth OrdóñezNo ratings yet
- Manual de Dinámica de Gases Ing. Giovene Perez Campomanes PDFDocument129 pagesManual de Dinámica de Gases Ing. Giovene Perez Campomanes PDFChoque JohhnNo ratings yet
- Equipamiento de Una Fresadora de Control NuméricoDocument44 pagesEquipamiento de Una Fresadora de Control NuméricoVictor Hugo Valqui LopezNo ratings yet
- Procedimiento de Lubricación Contrato FamiliaDocument6 pagesProcedimiento de Lubricación Contrato Familiayenifermunozcruz3No ratings yet
- Fuerzas y DCLDocument6 pagesFuerzas y DCLJhony OrtizNo ratings yet
- BIE 25+45mmDocument3 pagesBIE 25+45mmJeronimo Hernandez SanchezNo ratings yet
- Calibracion de CaudalDocument21 pagesCalibracion de CaudalBrayan Perez100% (1)
- El Momento Estático Es La Suma de Los Productos de Cada Elemento de Un Cuerpo Por Su Distancia A Un EjeDocument3 pagesEl Momento Estático Es La Suma de Los Productos de Cada Elemento de Un Cuerpo Por Su Distancia A Un Ejeluz clarita hancco sellericoNo ratings yet
- KioolDocument17 pagesKioolJason MaloneNo ratings yet
- Ims843 KubotaDocument37 pagesIms843 Kubotahector alvaradoNo ratings yet
- Soldador de Tubería y Recipientes Alta PresiónDocument26 pagesSoldador de Tubería y Recipientes Alta PresiónAdrian GustavoNo ratings yet
- NDP 5Document6 pagesNDP 5Luis OrozcoNo ratings yet
- Deber 3Document2 pagesDeber 3EmirRodriguezTuala0% (1)
- Tema 7 Sostenimiento en Labores Subterráneas UFPS Pernos de AnclajeDocument35 pagesTema 7 Sostenimiento en Labores Subterráneas UFPS Pernos de AnclajeKaren ContrerasNo ratings yet
- Guia 1 para La Experiencia Principiode Arquimedes Virtual 202002Document10 pagesGuia 1 para La Experiencia Principiode Arquimedes Virtual 202002Stanly OlivaresNo ratings yet
- 1ro Fisica Unidad Educativa Particular CórdovaDocument4 pages1ro Fisica Unidad Educativa Particular CórdovaMartin AyalaNo ratings yet
- Tecle A Cadena Terex DonatiDocument16 pagesTecle A Cadena Terex DonatiManuel E. ACNo ratings yet
- 01 Mantenimiento A La Milésima 16.210CODocument106 pages01 Mantenimiento A La Milésima 16.210CODavid Salinas Quiroz100% (1)
- Informe de Caida LibreDocument6 pagesInforme de Caida LibreIvan RojasNo ratings yet
- 4-Ejemplo Diseño de Linea de Conducción y Camara Rompe Presiones LlenoDocument3 pages4-Ejemplo Diseño de Linea de Conducción y Camara Rompe Presiones LlenoRonald EspinozaNo ratings yet
- Sistemas de Funcionamiento Del Motor y Mecanismos Del Vehiculo Grupo 5A (1) .Document69 pagesSistemas de Funcionamiento Del Motor y Mecanismos Del Vehiculo Grupo 5A (1) .ronaldNo ratings yet
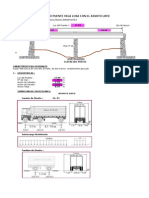
- Hoja de Calculo Puente Viga Losa-Diseño de Viga (Configurado 14 Mayo 2011)Document138 pagesHoja de Calculo Puente Viga Losa-Diseño de Viga (Configurado 14 Mayo 2011)extable100% (7)
- Gfpi-F-019 - Guia - de - Aprendizaje (F. 065 - 2)Document3 pagesGfpi-F-019 - Guia - de - Aprendizaje (F. 065 - 2)Juan David Gil DiazNo ratings yet
- Guia Trabajo y Potencia MecanicaDocument20 pagesGuia Trabajo y Potencia MecanicaClaudio Castillo ManosalvaNo ratings yet