Professional Documents
Culture Documents
240K C2 CS 50 009 0T
Uploaded by
Yeims LozanoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
240K C2 CS 50 009 0T
Uploaded by
Yeims LozanoCopyright:
Available Formats
SOCIEDAD MINERA CERRO VERDE S.A.A.
CERRO VERDE PRODUCTION UNIT EXPANSION
PROJECT NO. A6CV
PIPING PRESSURE TESTING
CONSTRUCTION SPECIFICATION
DOCUMENT NO. 240K-C2-CS-50-009
REV. 0T
11 OCTOBER 2012
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 2 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
TABLE OF CONTENTS
1.
GENERAL............................................................................................................................................................ 5
1.1 Summary.................................................................................................................................................5
1.2 References..............................................................................................................................................6
1.3 Pressure Testing .....................................................................................................................................7
1.4 Sequencing and Scheduling ...................................................................................................................7
2.
PRODUCTS......................................................................................................................................................... 7
2.1 Pressure Test Blinds...............................................................................................................................7
2.2 Pressure Test Gauges ............................................................................................................................7
3.
EXECUTION ........................................................................................................................................................ 8
3.1 Preparation..............................................................................................................................................8
3.2 Test Criteria.............................................................................................................................................9
3.3 Test Methods and Pressures ................................................................................................................10
3.4 Test Preparation - Field Procedures.....................................................................................................11
3.5 Hydrostatic Test Procedure ..................................................................................................................12
3.6 Pneumatic Test Procedure ...................................................................................................................13
3.7 Static Head Test Procedure..................................................................................................................14
3.8 Test Records.........................................................................................................................................14
3.9 Test Completion ....................................................................................................................................15
4.
ATTACHMENTS ............................................................................................................................................... 16
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 3 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 4 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
1.
GENERAL
1.1
Summary
A.
Scope of Specification
This specification prescribes the methods, tasks, scope, and criteria for pressure testing shop
spool pieces and installed piping systems. Any deviation from this specification requires written
approval from the Company.
B.
Terminology
The following terms are defined as stated, unless otherwise indicated:
C.
1.
Design Pressure: The maximum pressure a piping system will see during normal
operation, as defined by ASME B31.3. This pressure is listed in the Piping Line List 240KC2-LS-50-001.
2.
Test Pressure: The pressure required to perform a pressure test, as defined by ASME
B31.3. This pressure is listed in the Piping Line List 240K-C2-LS-50-001.
3.
Test Temperature: The minimum temperature occurring during the test period of either the
metal temperature of the piping being tested (including any vessels or equipment included
in the test) or the test fluid temperature.
4.
Piping: An assembly of piping components being tested at one time using a single test
procedure.
5.
System Test: A test that includes multiple sections of piping, having the same or different
design pressures, which are tested together at one time using a single test procedure and
pressure.
Work Not Included
The following are excluded from the requirements of this specification:
1.
Any package unit piping previously tested by the manufacturer in accordance with the
applicable codes
2.
Instrument piping lead lines between the root valve at the process or utility line and the
connected instrument and control piping used to connect air or hydraulically operated
control apparatus
3.
Off-site pipelines (refer to Specification 240K-C2-CS-10-007 & Slurry Tailing Pipeline
Construction Specification from GMI (to come).
4.
Fire protection systems designed and tested in accordance with NFPA codes
5.
Buried piping system (refer to Specifications 240K-C2-CS-10-004, 240K-C2-CS-10-007,
240K-C2-CS-10-005, 240K-C2-CS-10-012 & Slurry Tailing Pipeline Construction
specification from GMI (to come))
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 5 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
D.
Related Documents
The following documents prescribe items of related work:
1.2
240K-C2-CS-10-004
Sanitary Sewer Construction Specification
240K-C2-CS-10-005
Storm Sewer and Culvert Construction Specification
240K-C2-CS-10-007
Watermains Construction Specification
240K-C2-CS-10-012
Underground Piping Construction Specification
240K-C2-CS-50-001
General Welding Construction Specification
240K-C2-CS-50-003
Shop Fabrication of Metallic Piping Construction Specification
240K-C2-CS-50-004
Field Fabrication of Metallic Piping Construction Specification
240K-C2-CS-50-007
Internal Cleaning of Piping Systems Construction Specification
240K-C2-LS-50-001
Piping Line List
References
The publications listed below form part of this specification. Referenced publications within this
specification shall be the latest revision and addendum in effect as of October 1, 2011, unless
otherwise specified; and applicable parts of the referenced publications shall become a part of this
specification as if fully included. Except as modified by the requirements specified herein or the details
of the drawings, work included in this specification shall conform to the applicable provisions of these
publications.
API
ASME
ASTM
American Petroleum Institute
STD 600
Steel Gate Valves - Flanged and Butt-welding Ends, Bolted Bonnets
STD 602
Steel Gate, Globe and Check Valves for Sizes DN 100 and Smaller for
Petroleum and Natural Gas Industries
The American Society of Mechanical Engineers
B16.5
Pipe Flanges and Flanged Fittings NPS through NPS 24 Metric/Inch
Standard
B16.21
Nonmetallic Flat Gaskets for Pipe Flanges
B16.34
Valves - Flanged, Threaded, and Welding End
B16.47
Large Diameter Steel Flanges - NPS 26 Through NPS 60 - Metric/Inch
Standard
B31.1
Power Piping
B31.3
Process Piping
The American Society for Testing and Materials
A36 / A36M
AWWA
Standard Specification for Carbon Structural Steel
American Water Works Association
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 6 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
C207
ICC
Steel Pipe Flanges for Waterworks Services - Sizes 4 in through 144 in
International Code Council
International Plumbing Code
1.3
Pressure Testing
The type of test will be specified in the Piping Line List, 240K-C2-LS-50-001, using the following
abbreviations:
1.4
H:
Hydrostatic Test (per ASME B31.3 or B31.1)
P:
Pneumatic Test (per ASME B31.3 or B31.1)
S:
In-Service Leak Test (per ASME B31.3 or B31.1)
SL:
Sensitive Leak Test (per ASME B31.3 or B31.1)
SH:
Static Head Test (per International Plumbing Code)
Sequencing and Scheduling
Piping systems must pass the pressure test specified in this specification prior to internal cleaning as
specified in Internal Cleaning of Piping Systems Construction Specification 240K-C2-CS-50-007.
Hydrotest water may be used in the internal cleaning procedure if adequate provisions are made for
mixing the cleaning compounds into the water and the water complies with the requirements of
Internal Cleaning of Piping Systems Construction Specification 240K-C2-CS-50-007.
2.
PRODUCTS
2.1
Pressure Test Blinds
A.
Plain test blinds with 2 millimeters flat non-asbestos gaskets shall be used for blanking flat face,
raised face, ring joint, and female tongue-and-groove type flanges. Full face blanks and gaskets
shall be used at cast iron flange connections. Where permanent operational blinds are installed,
they may be used for field pressure testing.
B.
A field procedure shall be established to ensure the installation and removal of material specified
for testing. The following method is recommended for identifying test material:
Plate material, extra length bolts and gaskets for testing shall be furnished by the field. The outer
periphery (edge) of each test blind and gaskets shall be dabbed with a spot of fluorescent yellow
paint in 4 spots (90 degrees equidistant) prior to installation. End points of studs and heads of
bolts shall be dabbed with a spot of fluorescent yellow paint.
C.
2.2
Refer to Attachment 3 for maximum test pressures at various thicknesses for test blanks.
Pressure Test Gauges
A.
Two calibrated and certified pressure test gauges shall be used for each test.
B.
Gauges shall be calibrated every month and tagged with calibration date.
C.
Pressure range of gauges shall be 1 times minimum and 2 times maximum of the test
pressure.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 7 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
3.
EXECUTION
3.1
Preparation
A.
B.
General
1.
Prior to operation, installed piping shall be pressure tested except where otherwise
qualified in Section 1.1C of this specification. The test type and pressure will be indicated
on the Piping Line List.
2.
Hydrostatic testing shall use water unless there is a possibility of damage due to freezing,
or if the operating fluid or piping material would be adversely affected by water. Below is an
alternative method for hydrostatic testing; however, prior written authorization from the
Company shall be obtained before proceeding with this method.
3.
If testing with glycol-water mixtures to prevent freezing, proper disposal of the test fluid
shall be the responsibility of the Contractor.
Vessels and Equipment
1.
2.
3.
The following shall be excluded from hydrostatic tests:
a.
Vessels or equipment supported by other vessels or equipment or by a support
structure or foundation not capable of supporting the hydrostatic test load.
b.
Vessels or equipment not capable of sustaining the hydrotest load
c.
Vessels or equipment with internals or linings that would be damaged by the test fluid
The following shall be excluded from all pressure tests:
a.
Pumps, compressors, and turbines
b.
Equipment and vendor furnished piping specifically recommended by the
manufacturer not to be tested.
The pressure on any point in vessels or equipment included in the pressure test shall not
be greater than the shop test pressure for that equipment as stated on the vendor's
equipment drawing or specification sheets. In the event the piping test pressure is greater
than the vessel or equipment test pressure, the piping shall be disconnected, blinded, and
tested separately. If the piping cannot be disconnected (welded connection), one of the
following shall be implemented:
a.
The Company will request written approval from the vendor to test at the required
piping test pressure as indicated in the Piping Line List.
b.
Reduce piping test pressure as necessary after review and approval by the
Company. Refer to Section 3.3.A.2.
4.
Certain types of exchangers are specifically designed for a low allowable differential
pressure between shell and tubes, as stated on the vendor drawings and specification
sheets. These should be checked and if necessary, test both shell and tubes
simultaneously as one system with the same pressure or exclude both sides from the test.
5.
Pressure vessels with two or more pressure chambers that are specifically designed for a
low allowable differential pressure between pressure chambers as stated on the
manufacturers' drawings. These should be checked; and if necessary, test all adjacent
pressure chambers simultaneously as one system with the same pressure or exclude all
pressure chambers from the test.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 8 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
C.
3.2
Instruments
1.
All instruments shall be protected from damage when hydrotesting process and utility
piping systems. Attachment 2 outlines the status of instruments during testing to ensure
protection.
2.
Instruments not listed in Attachment 2 shall not be subjected to the pressure test unless
authorization is obtained from the Company.
Test Criteria
A.
A 30 mesh filter should be provided in the filling line to prevent foreign particles in the test water.
The use of sea water is prohibited.
B.
Water used for hydrostatic testing of austenitic stainless steel piping, vessels, and equipment
including those with austenitic stainless steel claddings, linings, or internals shall conform to the
requirements listed below. These requirements also apply to claddings or linings that are welded
with austenitic stainless steel weld filler and to medium and high nickel alloys and ferritic
chromium stainless steel where pitting corrosion is a risk.
1.
Water that has been used for testing or flushing of carbon steel systems shall not be
reused for testing stainless steel and high alloy piping systems.
2.
Where a system to be tested contains both stainless steel and carbon steel components,
filling and flushing shall be performed ensuring that whenever practicable, test fluid moves
from the stainless steel to carbon steel to avoid contamination of the stainless steel
components.
3.
Water containing more than 50 ppm (cm3/m3) chlorides shall not be used for non-hygienic
piping. Hygienic tubing shall use deionized water with a chloride concentration less than
25 ppm (cm3/m3).
4.
Piping, vessels and equipment must be drained thoroughly after testing. Where complete
drainage is impossible, the system shall be flushed free from all test water using
demineralized water containing fewer than 5 ppm (cm3/m3) chlorides, alcohol, petroleum
distillate, or another suitable flushing solution authorized by the Company. Hot air drying is
not acceptable in lieu of flushing, but water may be blown out of pockets using air.
5.
The time between pressure testing and startup shall be as short as possible (not longer
than 3 weeks). Otherwise flushing with demineralized water is recommended.
C.
Piping that has been internally cleaned by sandblasting shall be tested after installation using a
water solution containing a suitable corrosion inhibitor. After piping has been tested, it shall be
drained and blown dry with air or nitrogen. A suitable corrosion inhibitor not objectionable to
process commodity shall be used.
D.
Piping that is to be chemically cleaned after installation shall be tested and all repairs made prior
to cleaning.
E.
Systems that are pneumatically tested shall meet the following test criteria:
1.
Testing shall be performed using filtered, non-lubricated dry air only. Air provided directly
from the plant air compressor is not acceptable. Bottled non-lubricated dry compressed air
or dry nitrogen may be used as an alternative.
NOTE!!! Under no circumstances shall water be used in pressure testing of the system
designated for pneumatic test.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 9 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
3.3
2.
Uni-directional valves that are supplied with vent holes shall be tested so the vent hole is
located toward the upstream (high pressure) end when the plug is in the closed position.
3.
After final testing, all valves shall be wiped clean with a clean, lint-free rag and
trichloromethane solvent. This cleaning shall include all accessible surfaces. Do not
submerge the valve in the solvent. No trace of trichloromethane must remain or be trapped
inside the valve.
Test Methods and Pressures
A.
Hydrostatic Testing
1.
Hydrostatic Testing of Piping shall be in accordance with ASME B31.3, Section 345 or
ASME B31.1 Section 137.4.
2.
The test pressure for each line shall be as specified in the Piping Line List. This shall be
the test pressure at the highest point of the tested system.
3.
If the test pressure as defined above would produce a nominal pressure stress in excess
of the yield strength at the lowest point of the tested system based on a static head of
9.8 kPag/m, the test pressure may be reduced to the maximum pressure that will not
exceed the yield strength at the lowest point of the tested system. The maximum pressure
not to exceed yield strength may be calculated by the following equation:
Pm
2 Y T
D
Where:
Pm = Maximum Test Pressure (kPag)
Y = Minimum Specified Yield Strength (kPag)
T = Specified Pipe Wall Thickness Minus Mill Tolerance (mm)
D = Outer Diameter (mm)
4.
B.
C.
Where the test pressure of the piping exceeds the vessel test pressure and it is not
considered practical to isolate the piping from the vessel, the piping and the vessel may be
tested together at the vessel test pressure, provided the vessel test pressure is not less
than 77 percent of the piping test pressure calculated in accordance with ASME B31.3,
Section 345.4.2, and approval from the Company is obtained prior to testing.
Pneumatic Testing
1.
Pneumatic Testing of Piping shall be in accordance with ASME B31.3, Section 345 or
ASME B31.1 Section 137.5 whichever is applicable.
2.
The test pressure for each line shall be as specified in the Piping Line List.
Sensitive Leak Test (ASME B31.3)
Piping required to have a sensitive leak test shall be tested by the Gas and Bubble Formation
Testing Method specified in Article 10, Section V of the ASME Code. Hydrostatic or pneumatic
pressure test shall be performed before the sensitive leak test.
D.
In-Service Leak Test for Category D Fluid Service Only (ASME B31.3)
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 10 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
E.
1.
An in-service leak test shall be indicated in the line list per Section 1.3 of this specification.
This test shall be in accordance with ASME B31.3, Section 345.7.
2.
A preliminary check shall be made at no more than 170 kPag pressure when the contained
fluid is a gas or vapor. The pressure shall be increased gradually in steps providing
sufficient time to allow the piping to equalize strains during test and to check leaks.
Static Head Test
This test is per the International Plumbing Code and covers leak testing of all nonpressure
plumbing and drainage systems, including sanitary sewer, storm drainage, etc. All piping in this
test shall be subjected to an internal test pressure not less than 3 meter of static head.
F.
3.4
Alternate Tests
1.
Only for Services other than Category D Fluid Service (ASME B31.3), and with prior
approval from the Company.
2.
In circumstances when neither hydrostatic nor pneumatic tests are considered practical, an
alternative test in accordance with ASME B31.3, Section 345.9 may be used.
Test Preparation - Field Procedures
A.
Joints, including welds, shall be left uninsulated and exposed for examination during the test,
except that joints previously tested in accordance with this specification may be insulated or
covered. If a sensitive leak test is required, joints mentioned above shall also be left unprimed
and unpainted.
B.
Underground portions of piping systems may be tested and covered before testing aboveground
portions.
C.
Piping designed for vapor or gas shall be provided with additional temporary supports, if
necessary, to support the weight of the test liquid. Temporary supports shall be specified in the
pressure test documents/package.
D.
Lines that are counterweight supported shall be temporarily blocked during testing in order to
sustain the weight of the test fluid. Spring hangers that have been provided with stops for
carrying the test load normally do not require additional temporary supports; if this is not the
case, temporary support must be provided before filling the system.
E.
Before testing, the following procedures shall be carried out:
F.
1.
Verify that any required heat treatment has been performed.
2.
Piping systems shall have been completely checked (punched out).
3.
Lines, vessels, and equipment shall be checked to ensure that the entire system can be
completely drained after testing.
4.
Vents or other high point connections shall be opened to eliminate air from lines that are to
receive a hydrostatic test.
5.
System shall be purged of air before hydrostatic test pressure is applied.
6.
Instruments shall be removed from service per Attachment 2.
Field personnel shall review all vessels and internals in order to determine the best method to
prevent air entrapment when filling and to prevent vacuum when draining.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 11 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
3.5
G.
Short pieces of piping that must be removed to permit installation of a blind or blank shall be
tested separately.
H.
Any flanged joints at which a blank is inserted to isolate other equipment during a pressure test,
shall be subjected to in-service test after the blank is removed. The in-service test shall be
conducted prior to the installation of insulation.
I.
Lines containing check valves shall have the source of pressure located in the piping upstream
of the check valve so that the pressure is applied under the seat. If this is not possible, remove
or jack up the check valve closure mechanism or remove check valve completely, and provide
necessary filler piece or blinds.
J.
Systems that include expansion joints shall be investigated to see that all required temporary
restraints, anchors, or guides are installed or removed prior to test.
K.
When a pressure test is required to be maintained for a period of time during which the testing
medium in the system would be subject to thermal expansion, provision shall be made for relief
of any pressure greater than the maximum test pressure.
L.
Piping, or sections of piping, to be tested may be isolated by closed valves provided the valve
closure is suitable for the test pressure.
Hydrostatic Test Procedure
A.
In order to hydrostatic test as much piping as possible at one time, a systems test may be
employed. This test shall include more than one line and connected vessels and equipment, if
possible.
B.
The minimum test pressure for a system test is the test pressure of the line with the highest test
pressure included in the system.
C.
The maximum system test pressure shall not exceed the pressure test rating of any piping
component, or the shop test pressure of any vessels or equipment included in the test system.
Maximum test pressures for flanges and valves conforming to ASME B16.5, ASME B16.47,
ASME B16.34 and AWWA C207 are given in Attachment 1.
D.
Systems or sections of systems to be tested may be isolated by closed valves, provided the
valve body and seat are suitable for the test pressure. Do not use closed diaphragm valves for
isolation.
E.
Where a suitable valve is not available, vessels, equipment, or other piping not included in the
system pressure test shall be either disconnected from the system or isolated by blinds or other
means during the test.
F.
The normal location for the pressure test gauge is at grade near the pressure test pump. The
static head (9.8 kPag/m) between the highest point of the tested system and the point of
measurement shall be considered to provide the specified test pressure of the system.
G.
Gauges shall be tagged with the date last calibrated, and this activity shall be recorded. Refer to
Section 2.2.
H.
Hydrostatic test pressure shall not be applied until the vessel or equipment and its contents are
at approximately the same temperature. To minimize the risk of brittle fracture, pressure tests
through vessels and equipment shall not be conducted when the test liquid or metal temperature
is below 5C. Pressure tests in ferritic piping systems that do not include vessels or equipment
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 12 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
may be conducted below 5C but shall not be conducted when the test liquid or metal
temperature is below -5C.
I.
3.6
Hydrostatic test pressure shall be maintained for a sufficient length of time to visually determine
whether there are any leaks, but not less than 10 minutes. The Contractor shall not be required
to maintain test pressure in excess of 2 hours after notification of the Companys authorized
inspector.
Pneumatic Test Procedure
Pneumatic testing, when required, will be marked on drawings and Piping Line List. The Contractor
shall not perform any pneumatic testing without prior approval from the Companys Site Safety
Engineer.
A.
Pneumatic testing is not permitted for thermoplastic piping systems.
B.
Prior to any pneumatic testing being performed, stored energy and minimum restricted distance
calculations shall be performed for the intended test. Procedures for these calculations are given
in Attachment 5. Pneumatic tests shall not be performed where the calculated stored energy
exceeds 2.72 x 107 J (2.0 x 107 ft*lbs). In any case, the minimum restricted distance shall not be
less than 30 m per ASME PCC-2. A safety procedure shall be prepared for each pneumatic test,
and signed off by the Safety Engineer, the Construction Quality Manager, and the Site Safety
Officer.
C.
The restricted test area shall be cordoned off with high visibility caution tape, flags, signs, and/or
other barriers. The designated areas to be cordoned off shall be at the discretion of the Safety
Engineer. In no case shall the distance from the barrier to any piping or equipment subject to the
test pressure be less than 30 m per ASME PCC-2. Barriers shall be placed such that any
personnel not involved with the test are kept out of the line of sight to any of the tested systems.
Clear the test area before bringing the line up to test pressure. It may be desirable to conduct
pneumatic tests during weekends or off-hours when fewer personnel are present. In any event,
the site safety engineer shall take all precautions necessary to protect workers during such
tests.
D.
At time of testing, the minimum pipe metal temperature shall be:
1.
For carbon steel less than or equal to 1.5 thick, 16C (60F)
2.
For heat treated chrome alloy steels less than or equal to 1 thick, 16C (60F)
3.
For austenitic stainless steel piping less than or equal to 1 thick, 5C (40F)
4.
Minimum temperatures for materials/thicknesses not listed above shall be determined by
Owner when required by the field.
E.
A pressure relief device shall be provided. This device shall have a set pressure not higher than
the test pressure plus the lesser of 345 kPag or 10 percent of the test pressure.
F.
The gas used as the test fluid shall be nonflammable, nontoxic and chemically compatible with
the piping.
G.
When pneumatic testing at over 103 kPag, a preliminary check at 103 kPag shall be made to
locate major leaks. The pressure shall be increased in gradual steps of 34 kPag or 10 percent of
the test pressure, whichever is greater.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 13 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
3.7
3.8
H.
A double block and bleed valve arrangement shall be included in the pressurizing line to the
system being tested. A test pressure gauge shall be downstream of the double block. After each
pressure has been reached, close the block valve and open the bleeder to atmosphere. If after a
5 minute period, the step pressure is held, proceed to the next step pressure; if not, examine the
entire system for leakage.
I.
When the system has been brought up to the test pressure shown on the piping pressure test
system record, the pressure shall then be reduced to the design pressure before examining for
leakage. All joints and welds shall be covered with soap solution in order to detect any leakage.
Soap shall be a commercial preparation made specifically for leak detection. Soap solutions are
to be low chloride and designed specifically for use in pneumatic testing of stainless steel
systems.
J.
Before soaping the joints, the entire line should be walked to determine whether there is any
audible evidence of leakage. Any leaks found at the time shall be marked and repaired after first
depressurizing the line.
K.
Bolting shall not be tightened while systems being tested are pressured above 205 kPag.
L.
Pneumatic test pressure shall be maintained for a sufficient length of time to permit thorough
visual inspection of all joint and weld seams but not less than 10 minutes. Contractor shall not be
required to maintain test pressure in excess of 2 hours after notification of the Companys
authorized inspector. Pressure shall be reduced gradually when depressurizing. Precaution shall
be taken to ensure testing personnel are not endangered when venting non-breathable gases to
atmosphere.
M.
Under no circumstance shall any test be left unattended, regardless of volume of the system.
Static Head Test Procedure
A.
Underground pipe joints shall be exposed for a distance of 0.6 meter on each side of joints and
shall not be backfilled until piping has been tested and approved.
B.
Piping which connects to or is continuous with lines installed by others, shall be isolated from
these lines by a valve or line blind.
C.
All openings shall be provided with temporary plugs except the highest (fill) opening.
D.
Piping system shall be filled with clean water to the top vent stack. Systems without a vent stack
shall be provided a temporary vertical stack. Stack shall be at least 3 meter in length.
E.
Water shall stand in the system without change in level for a time period of not less than 2 hours.
F.
Joints having leaks shall be repaired and retested for a time period of 1 hour.
G.
An alternate leak test would be a 34 kPag air leak test per the International Plumbing Code.
Test Records
A.
Records shall be made of each piping system test utilizing a form entitled Piping Pressure Test
System Record, (Attachment 4). Forms, when completed, shall be retained in the Field QC file
as a permanent record. These records shall include the following information:
1.
Date of test
2.
Identification of piping system and any vessels or equipment tested with it
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 14 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
B.
3.9
3.
Test medium
4.
Test pressure
5.
Minimum ambient temperature
6.
Test medium temperature
7.
Certification by examiner
8.
Test results
9.
Name of test operator
10.
Minimum metal temperature (if applicable)
Upon completion of the piping installation, the only retained records shall be a letter of
certification by the Companys authorized inspector that all piping has been pressure tested as
required by these procedures. Upon completion of the project, these records shall be sent to the
home office specified in the Job Closeout Procedure
Test Completion
A.
If leaks are found, their location shall be marked, the pressure shall be gradually released, and
the piping shall be drained or vented. Appropriate repair or replacement shall be made. The
affected piping shall be retested at the pressures originally specified for the test. Retesting of
minor repairs or additions may be waived provided approval by the Company is obtained and the
welding is nondestructively examined in accordance with specification 240K-C2-CS-50-001,
General Welding Construction Specification.
B.
After completion of testing, temporary blanks and blinds shall be removed, operating blinds
returned to proper position, and all lines and piping components shall be completely drained.
Valves, orifice plates, expansion joints, instruments, and short pieces of piping that have been
removed shall be reinstalled with proper new gaskets in place. Valves that were closed during
hydrotest shall be opened to ensure drainage of the bonnet cavity. Lines being drained after
testing shall have all vents open prior to draining. Piping systems downstream of check valves
should be inspected to ensure complete drainage.
C.
Direct connected transmitters at orifice flanges must be disconnected when replacing orifice
plates to avoid distorting the connections.
D.
Care shall be exercised in controlling the rate of drainage from vessels with respect to the inflow
of air through the vent to ensure that the vessel is not subjected to vacuum. After vessels have
been completely drained, vents, cyclones, and other internal closures that were opened before
testing shall be closed.
E.
Instruments which are removed or blocked out for test shall be reinstalled and instrument blocks
placed in the normal operating position (refer to Attachment 2).
F.
Bolting and gaskets used for blanks during the pressure test shall be removed and replaced with
line class bolts and gaskets.
G.
Check valves that were jacket open or the internals were removed for pressure testing shall be
returned to their proper operating conditions.
H.
Vessel and equipment internal closures, which were opened specifically for pressure testing,
shall be closed.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 15 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
4.
I.
Instruments and process lines that were subjected to the hydrostatic pressure test shall be
blown out with dry air or nitrogen until the line is free of moisture.
J.
Vent and drain connections that were added solely for pressure testing shall be closed and seal
welded as required. Drains shall either have the valve closed and plugged or if the valve is
removed, the connection plugged and seal welded as required.
ATTACHMENTS
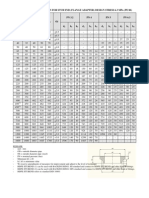
Attachment 1
Maximum Hydrostatic Test Pressure (kPag) for Flanges and Valves
Attachment 2
Status of Instruments during Pressure Test
Attachment 3
Schedule of Maximum Allowable Hydrostatic Test Pressures (kPag) for the Listed Test
Blind Thicknesses
Attachment 4
Pressure Test Systems Record
Attachment 5
Stored Energy Calculation for Pneumatic Testing
End of Specification
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 16 of 16
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 1
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Attachment 1
Maximum Hydrostatic Test Pressure (kPag) for
Flanges and Valves
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 1
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 1
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Maximum Hydrostatic Test Pressure (kPag) Flanges and Valves
Flange Class
ASME B16.5
Material
Carbon Steel
Carbon Moly
CR - Moly
Normal (1.1)
C-1/2 (1.5)
1/2-1/2 1, 1-1/41/2(1.9)
2-1/4-1(1.10) 51/2(1.13)
9-1(1.14)
Stainless Steel
304(2.1)
316(2.2)
321(2.4)
347.348(2.5)
304L
316L(2.3)
309(2.6)
310(2.7)
Shell
Seat
Shell
Seat
Shell
Seat
Shell
Seat
Shell
Seat
Shell
Seat
150
3100
1960
2750
1820
3100
1990
2930
1890
2410
1580
2750
1790
300
7750
5100
7230
4790
7750
5170
7540
4960
6200
4130
7060
4610
400
10340
6820
9650
6370
10340
6890
9990
6610
8270
5510
9300
6170
600
15340
10200
14470
9580
15510
10340
14990
9920
12410
8270
13960
9270
900
23090
15300
21710
14370
23270
15510
22400
14890
18610
12410
20850
13890
1500
38430
25540
36020
23925
38780
25850
37230
24820
31020
20680
34810
23160
2500
63950
42540
59980
39880
64640
43090
62050
41370
51710
34470
57910
38610
NOTES:
1.
The above chart is based on ASME B16.5, and provides the maximum allowable hydrotest
pressures of NPS 1/2 through NPS 24 flanges (shell test) and flanged and standard class
weld end valves (shell test, with valve open and seat test, with valve closed). Seat test is
based on ASME B16.34, Para. 2.5.3.
2.
The above chart is also applicable to ASME B16.47 flanges larger than NPS 24.
3.
Maximum test pressure for AWWA C207 flanges are as follows:
4.
Class D - 1510 kPag (NPS 4 - 12), 1300 kPag (NPS 14 and larger)
5.
Class E - 2370 kPag
6.
Class F - 2585 kPag
7.
Flanged valves manufactured according to API-600 and API-602 may be tested in
accordance with the above chart. Carbon steel, Normal (1.1), 800# screwed or socket weld
valves manufactured according to API-602 may be tested to 20,680 kPag (shell test) or
13,610 Kpag (seat test).
8.
For valves not conforming to the above standards or ASME B16.5, the manufacturers'
recommended test pressure limits for both shell and seat shall be used.
9.
Maximum test pressures for piping components not covered by this chart shall be provided
by the Company as applicable.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 1
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
10.
The maximum test pressure for pneumatic testing shall not exceed 75 percent of the stated
values.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 2
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Attachment 2
Status of Instruments during Pressure Test
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 2
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 2
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Status of Instruments during Pressure Test
Block and
Vent
Remove
for Test
Blank
Off
Include
in Test
Notes
1.
Analyzer Flow Cells
2.
Control Valves - except regulators, butterfly and pressure
balanced
3.
Control Valves - pressure balanced, butterfly and globe
4.
Flow Instruments - D/P cell and bellows types
5.
Flow Instruments - rotameters and mag. flow types &
mass flow
6.
Flow Meters - positive displacement, mass flow turbine
and vortex types
7.
Flow Indicating Switches - bellows type
8.
Flow Switches - vane type
9.
Gauge Glasses
10.
Level Instruments - displacer type
1,7
11.
Level Instrument - D/P cell and bellows types
12.
Level Switches - float type
13.
Orifice Plates/Restriction Plates
14.
Pressure Gauges
15.
Pressure Instruments - all types
16.
Pressure Regulators
17.
Pressure Switches
18.
PSEs
19.
PSVs
20.
PSVs, TSVs - 3/4" and 1" Screwed
21.
Temperature Gauges
22.
Temperature RTDs
23.
Thermowells
5,7
6,7
7
X
X
1,7
2,7
7
X
7
X
3,4,7
NOTES:
1.
Caution - do not overpressure float or displacer. If in doubt, do not test; block and drain
instead.
2.
Install after hydrotesting and line flushing.
3.
Test gauge may be used if one is furnished.
4.
Blinds not required on PSV outlets discharging into a system being tested at 103 kPag or
less.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 2
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
5.
Analyzer tubing shall be disconnected during testing.
6.
Control butterfly valves shall be removed during testing.
7.
All instruments shall be protected from damage due to freezing. In preparation for cold
weather and during cold weather all instruments must be drained and process lead lines
blown out with air or nitrogen.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 3
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Attachment 3
Schedule of Maximum Allowable Hydrostatic
Test Pressures for Listed Test Blind Thicknesses
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 3
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 3
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Schedule of Maximum Allowable Hydrostatic Test Pressures (kPag) for the Listed Test Blind
Thicknesses Nominal Pipe Size
Nominal Pipe Size (NPS)
Plate
Thk
(mm)
10
12
14
16
18
20
24
6.4
13870
6410
3880
1790
1050
680
480
390
310
240
200
130
9.6
31220
14430
8730
4030
2370
1530
1080
900
680
540
440
310
12.7
55500
25660
15520
7170
4230
2720
1930
1600
1220
970
780
540
15.9
86730
40100
24260
11210
6610
4254
3020
2500
1910
1510
1220
850
57750
34930
16140
9520
6120
4350
3600
2760
2180
1770
1220
22.3
47540
21970
12950
8320
5920
4910
3760
2970
2400
1660
25.4
62100
28690
16920
10880
7730
6410
4910
3880
3140
2180
28.6
36320
21420
13770
9790
8120
6210
4910
3970
2760
31.8
44830
26440
17000
12080
10020
7670
6060
4910
3410
35.0
54250
32000
20570
14620
12120
9280
7330
5940
4130
38.1
64570
38080
24480
17400
14430
11050
8730
7070
4910
41.3
44690
28730
20420
16940
12960
10250
8300
5760
44.5
51830
33330
23690
19650
15040
11880
9630
6680
47.7
59500
38260
27200
22560
17270
13640
11050
7670
50.8
67700
43520
30940
25660
19650
15520
12570
8730
19.1
NOTES:
1.
2.
The Tabulated Pressures above are based on the formula stated in ASME B31.1, Para.
104.5.3 (b) using:
a.
Flat non-asbestos gaskets conforming to ASME B16.21.
b.
Structural grade carbon steel plate, ASTM A36 having a minimum specified yield
strength of 248.2 MPa.
For plate that is identified as having a lower minimum yield strength, the allowable
hydrostatic pressure must be reduced in accordance with the following formula:
Pma = Yx / Y
Where:
Pma = Maximum Allowable Test Pressure
Y = Minimum Specified Yield Strength, ASTM A36
Yx = Minimum Specified Yield Strength for Material Selected
3.
Pneumatic Test Pressures shall not exceed 50 percent of the values indicated.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 3
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page intentionally left blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 4
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Attachment 4
Pressure Test Systems Record
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 4
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 4
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Pressure Test System Record
SECTION I
W.O. _____________
REV.: _______________
SYSTEM TO BE TESTED: ________________
UNIT: _______________
TEST BOUNDARY:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DESIGN PRESS: ___________ kPag
DESIGN TEMPERATURE: __________ DEG C
TEST PRESSURE: __________ kPag
ALLOWABLE PRESURE DROP: __________ kPa
TEST MEDIUM: __________
NOTE: _____________________________________________________
SECTION I COMPLETED BY: ____________________________
PRE-TEST VERIFICATION OF READINESS BY: __________________________
SECTION II
TEST DATE: ______________
AMBIENT TEMP.: ________________
TEST TIME: ______________ START
___________ FINISH
GAUGE PRESSURE:
SOURCE: ______________ START
___________ FINISH
REMOTE: ______________ START
___________ FINISH
SERIAL NUMBERS:
SOURCE GAUGE: ____________
REMOTE GAUGE: __________
REMARKS: __________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
TEST ACCEPTED: ( ) YES
( ) NO
IF NO, WHY?
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
INSPECTOR: __________________________________
DATE: ______________
DISTRIBUTION:
(ORIGINAL) COMPANY'S INSPECTORS (FILE) __________
(COPY)
REQUESTOR
__________
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 4
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
ISOLATION POINTS
NOTE: A COPY OF THIS BLINDING LIST TO BE KEPT IN THE SHIFT FOREMAN'S OFFICE.
JOB DESCRIPTION: __________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
BOUNDARY OF HYDROTEST: __________________________________________________________________________________
____________________________________________________________________________________________________________
ENGINEERING JOB NUMBER:
________________
WORK ORDER NUMBER:
________________
OPERATIONS _______________________________________________________________________________________________
____________________________________________________________________________________________________________
FOREMAN APPROVAL TO INSTALL BLINDS:
NAME: ___________________________________
DATE: _____________
FOREMAN VERIFICATION BLINDS ARE REMOVED:
NAME: ___________________________________
DATE: _____________
BLINDS
Item
Number
Blind Location
Size
Pressure
Tag Number
Removal Verified
1
2
3
4
5
6
7
8
9
10
COMMENTS: ________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
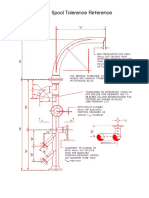
SKETCH:
NOTE: COPIES OF MARKED-UP ISOMETRICS SHOWING BLINDING POINTS MAY BE USED IN LIEU OF A HAND-DRAWN
SKETCH.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 5
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Attachment 5
Stored Energy Calculations for Pneumatic
Testing
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 5
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page is intentionally blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 5
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
Stored Energy Calculations for Pneumatic Tests
The stored energy in a pneumatic test may be calculated using the formulas:
k 1
P V Patm k
E
1
k 1 P
Equation 1
Where:
E Stored Enegy (Joules)
P Absolute Test Pressure (Pascals)
V Test Volume (cubic meters)
Patm Absolute Atmospheric Pressure (Pascals)
k Ratio of Specific Heats, for air k=1.4
This formula assumes isentropic expansion of the gas. The stored energy may be converted from Joules
to pounds of TNT using the following formula:
TNTlb E 4.782 10 7
Equation 2
The minimum restricted distance to be maintained can be calculated using the formula:
MDR
50
TNTlb
3.281
Equation 3
Where:
MRD Minimum Restricted Distance (meters)
Calculations performed in this manner will typically produce results that are double the distance at which a
dynamic pressure of 0.069 kPag (0.01 psi) and a peak overpressure of 6.89 kPag (1 psi) will be felt. Light
damage will result to personnel at a dynamic pressure of 1 psi, and for personnel, dynamic pressure is the
primary damage mechanism. This calculation covers what is referred to as blast effect damage. Damage
caused by fragmentation is extremely difficult to predict, as the calculations require the number and size of
fragments to be identified, and damage caused by projectiles can occur at a substantially larger distance.
Where calculations are impossible for fragmentation damage, the probability of damage can be reduced
by increasing the distance from the source. This decreases the likelihood of being struck by fragmentation.
Using extremely safe distance for restricted distances should ensure that there is an acceptably low
probability of injury due to fragmentation.
Pneumatic tests that have a stored energy of greater than 2.27 x 107 J of stored energy is not permitted.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Attachment 5
PIPING PRESSURE TESTING CONSTRUCTION SPECIFICATION
This page intentionally left blank.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
SOCIEDAD MINERA CERRO VERDE S.A.A.
EXPANSIN DE LA UNIDAD DE PRODUCCIN DE
CERRO VERDE
PROYECTO NO. A6CV
PRUEBA DE PRESIN EN TUBERIAS
ESPECIFICACION DE
CONSTRUCCION
DOCUMENTO NO. 240K-C2-CS-50-009
REV. 0T
11 OCTUBRE 2012
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Este documento ha sido revisado como se indica abajo. Los cambios despus de la Revisin A sern
identificados con barras verticales al lado derecho de la pgina con las aadiduras subrayadas. Por favor
reemplazar todas las pginas de esta especificacin y destruya las copias precedentes.
Rev No.
A
B
C
0
0T
Autor
Kevin McConville
Ashley Gilliss
Rob Dawson
Rob Dawson
Rob Dawson
11-Oct-12
Nueva Edicin
Descripcin de la Revisin
Emitido para Revisin Combinada
Emitido para Revisin del Cliente
Emitido para Aprobacin
Emitido para Construccin
Emitido
para
Construccin
(original
translation by Tecsup, markups by Gabriela
Cespedes)
Documento Totalmente Re-editado
Aprobaciones Fluor
Director de Proyecto
N/A
Gerente de Ingeniera
N/A
Gerente de rea
N/A
Jefe de Procesos
N/A
Ingeniero Jefe de Disciplina
N/A
Revisor
N/A
Autor
N/A
Aprobaciones de SMCV
Gerente de Ingeniera
Fecha de Revisin
07-Set-11
29-Feb-12
16-Abrl-12
09-May-12
Original Firmado por
Fecha
Original Firmado por
Fecha
N/A
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 1 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina es dejada intencionalmente en blanco.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 2 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
TABLA DE CONTENIDOS
1.
GENERALIDADES.............................................................................................................................................. 5
1.1 Alcance ...................................................................................................................................................5
1.2 Referencias .............................................................................................................................................6
1.3 Pruebas de presin.................................................................................................................................7
1.4 Secuenciacin y programacin...............................................................................................................7
2.
PRODUCTOS ...................................................................................................................................................... 7
2.1 Presin de prueba de bridas ciegas .......................................................................................................7
2.2 Medidores de presin de prueba ............................................................................................................8
3.
EJECUCION ........................................................................................................................................................ 8
3.1 Preparacin.............................................................................................................................................8
3.2 Criterios para la prueba ..........................................................................................................................9
3.3 Mtodos de prueba y presiones ...........................................................................................................10
3.4 Preparacin de la prueba - Procedimientos de Campo........................................................................12
3.5 Procedimiento de prueba hidrosttica ..................................................................................................13
3.6 Procedimiento de prueba neumtica ....................................................................................................14
3.7 Procedimiento de prueba esttica ........................................................................................................15
3.8 Registros de prueba..............................................................................................................................16
3.9 Prueba de Finalizacin .........................................................................................................................16
4.
ANEXOS ............................................................................................................................................................ 17
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 3 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina se deja en blanco intencionalmente.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 4 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
1.
GENERALIDADES
1.1
Resumen
A.
Alcance de la Especificacin
Esta especificacin establece los mtodos, tareas, alcances y criterios para la prueba de
presin de tramos y sistemas de tuberas instaladas. Cualquier desviacin de esta
especificacin requiere la aprobacin por escrito de la Compaa.
B.
Terminologa
Los trminos siguientes se definen como se indica, a menos que se indique lo contrario:
C.
1.
Presin de diseo: La presin mxima de un sistema de tuberas se ve durante el
funcionamiento normal, tal como se define por ASME B31.3 esta presin se muestra en la
lista de lneas de tuberas 240K-C2-LS-50-001.
2.
Prueba de presin: La presin requerida para llevar a cabo una prueba de presin, queda
definido por ASME B31.3. Esta presin se muestra en la lista de lneas de tuberas 240KC2-LS-50-001.
3.
Temperatura de Prueba: La temperatura mnima utilizada durante el periodo de prueba ya
sea la temperatura del metal de la tubera que se est probando (incluyendo cualquier
recipiente o equipos incluidos en el ensayo) o la temperatura de prueba del fluido
transportado.
4.
Tubera: un conjunto de componentes de tuberas que se estn probando a la vez
mediante un nico procedimiento.
5.
Prueba del sistema: Prueba que incluye varias secciones de las tuberas, con las
presiones de diseo iguales o diferentes, que son probados en conjunto a la vez mediante
un nico procedimiento y presin.
El trabajo no incluido
Quedan excluidos de los requisitos de esta especificacin:
1.
Cualquier tubera del paquete de unidades previamente probado por el fabricante de
acuerdo con los cdigos aplicables
2.
Tubera de conexin entre la vlvula de corte en la lnea de proceso o de servicio y el
instrumento conectado, y la tubera de control utilizado para conectar el aire o el fluido
hidrulico al aparato de control.
3.
Tuberas instaladas fuera de las instalaciones (refirase a las especificaciones 240K-C2CS-10-007 lodos de relaves Especificacin de construccin de tuberas de GMI (ser
emitido).
4.
Los sistemas de proteccin contra incendios diseados y probados de acuerdo con NFPA
5.
Sistema de tuberas enterradas (consulte la Especificacin 240K-C2-CS-10-004, 240K-C
2-CS-10-007, 240K-C2-CS-10-005, 240K-C2-CS-10-012 y Especificacin de construccin
de tuberas de lodos y relaves de GMI (ser emitido).
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 5 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
D.
Documentos relacionados
Los siguientes documentos prescriben temas de trabajo relacionados:
1.2
240K-C2-CS-10-004
Especificacin de construccin de desague sanitario
240K-C2-CS-10-005
Especificacin de construccin alcantarillado pluvial y alcantarillas
240K-C2-CS-10-007
Especificacin de Construccin de tuberas matrices de agua
240K-C2-CS-10-012
Especificacin de Construccin
240K-C2-CS-50-001
Especificaciones generales de construccin con soldadura
240K-C2-CS-50-003
Especificacin de construccin tuberas metlicas fabricadas en taller
240K-C2-CS-50-004
Especificacin de construccin tuberas metlicas fabricadas en
terreno
240K-C2-CS-50-007
Especificacin de construccin de sistemas de limpieza interna de
tuberas
240K-C2-LS-50-001
Lista de tuberas
de tuberas subterrneas
Referencias
Las publicaciones que se enumeran a continuacin forman parte de esta especificacin.
Publicaciones de referencia dentro de esta especificacin correspondern a la ltima revisin y la
adicin en vigor a partir del 1 de octubre de 2011, a menos que se especifique lo contrario, y las
partes aplicables de las publicaciones de referencia se convertirn en una parte de esta
especificacin, como si estuviera totalmente incluido. Salvo lo dispuesto por los requisitos
especificados en este documento o por los detalles de los dibujos, el trabajo incluido en esta
especificacin se ajustar a las disposiciones aplicables de estas publicaciones.
API
ASME
Instituto Americano del Petrleo
STD 600
Las vlvulas de compuerta de acero - Bridas y final de la unin de
Soldadura tope, cubiertas atornilladas
STD 602
Vlvulas de acero, Vlvulas Check y globo para dimensiones DN 100 y
tamaos ms pequeos para Petrleo y Gas Natural
La Sociedad Americana de Ingenieros Mecnicos
B16.5
Bridas de tuberas y accesorios de brida d NPS hasta NPS 24 - mm /
inch Standard
B16.21
Juntas no metlicas planas para bridas de tubera
B16.34
Vlvulas - bridas, roscados y tope de soldadura
B16.47
Bridas de acero de Gran Dimetro - NPS 26 por medio de NPS 60 Metric/Inch
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 6 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
ASTM
B31.1
Tuberas de Vapor y Sistemas de Potencia
B31.3
Tuberas de Proceso de Refineras y Plantas Qumicas
Sociedad Americana de Ensayo y Materiales
A36 /
A36M
AWWA
Asociacin Americana de Abastecimiento Agua
C207
ICC
Especificacin Estndar para Acero Estructural al Carbono
Brida de tubera de Acero para Servicios de Abastecimiento de Agua
Tamao 4 hasta 144 pulgadas inclusive
Consejo Internacional de Cdigos
Cdigo Internacional de Plomera
1.3
Pruebas de presin
El tipo de prueba se especifica en la lista de tuberas, 240K-C2-LS-50-001, utilizando las siguientes
abreviaturas:
1.4
H:
Prueba hidrosttica (segn ASME B31.3 o B31.1)
P:
Prueba neumtica (segn ASME B31.3 o B31.1)
S:
En trabajo de prueba de fugas (segn ASME B31.3 o B31.1)
SL:
Prueba sensible de fugas (segn ASME B31.3 o B31.1)
SH:
Prueba de Carga Esttica (Por Cdigo Internacional de plomera)
Secuenciacin y programacin
Los sistemas de tuberas debern pasar la prueba hidrosttica especificada en este documento,
previo a la limpieza interna tal como se especifica en Especificacin de construccin de sistemas de
limpieza interna de tuberas 240K-C2-CS-50-007. La prueba Hidrosttica puede ser utilizada en el
procedimiento de limpieza interna si se toman medidas para mezclar los compuestos de limpieza en
el agua y el agua cumple con los requisitos de limpieza interna de la Especificacin de construccin
de sistemas de limpieza interna de tuberas 240K-C2-CS-50-007.
2.
PRODUCTOS
2.1
Presin de prueba de bridas ciegas
A.
Bridas ciegas de prueba con empaquetadura plana de 2 milmetros sin asbestos se utilizaran
para sellar bridas de cara plana, bridas con resalte, anillo de unin, y bridas ranuradas. Bridas
ciegas y empaquetaduras completas debern ser utilizadas en uniones con bridas de fundicin.
Cuando se utilicen bridas ciegas como parte del diseo, stas podrn ser utilizadas durante la
prueba de presin en terreno.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 7 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
B.
El Contratista deber proveer un procedimiento de campo para asegurar la instalacin y
eliminacin de materiales especificados para la prueba. El siguiente mtodo es recomendado
para la identificacin de materiales de prueba:
La placa metlica, los tornillos extra largos y juntas para las pruebas sern suministrados por el
rea. La periferia exterior (borde) de cada prueba de bridas ciegas y las juntas debern ser
marcadas con una mancha de pintura fluorescente amarilla en 4 puntos equidistantes (90
grados) antes de la instalacin Los puntos finales de los montantes y las cabezas de los
tornillos marcaran con una mancha de pintura amarilla fluorescente.
C.
2.2
3.
Consulte el Anexo 3 de la mxima presin de prueba en varios espesores de espacios en
blanco de la prueba.
Medidores de presin de prueba
A.
Dos medidores calibrados y certificados se utilizarn cada vez que se realice una prueba de
presin.
B.
Los medidores deben ser calibrados cada mes y etiquetado con la fecha de calibracin.
C.
El rango de presin de medidores ser de 1 veces mnimo y de 2 veces mximo de la presin
de prueba.
EJECUCION
3.1
Preparacin
A.
B.
Generalidades
1.
Antes de la operacin, la tubera instalada tendr una prueba de presin, excepto cuando
sea se indique de otra manera en la seccin 1.1C de esta especificacin. El tipo de
prueba y la presin se indica en la lista de tuberas
2.
Las pruebas hidrostticas utilizarn agua al menos que exista la posibilidad de daos
debidos a congelamiento, o si el fluido operacional o el material de la tubera sera
afectado adversamente por el agua. A continuacin se muestra un mtodo alternativo
para la prueba hidrosttica, sin embargo, se deber obtener una previa autorizacin por
escrito de la Compaa antes de proceder con este mtodo.
3.
Si las pruebas se realizan con mezclas de agua y glicol para evitar la congelacin, la
eliminacin adecuada del lquido de prueba estar a cargo del Contratista.
Recipientes y Equipos
1.
2.
Los siguientes elementos sern excluidos de las pruebas hidrostticas:
a.
Recipientes o equipos apoyados por otros recipientes o equipos o por una estructura
de soporte o base estructural que no es capaz de soportar la carga de la prueba
hidrosttica.
b.
Recipientes o equipos que no sean capaces de sostener la carga hidrosttica
c.
Recipientes o equipos con componentes internos o revestimientos que podran
resultar daados por el fluido de prueba
Los siguientes elementos sern excluido de todas las pruebas de presin:
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 8 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.
C.
3.2
a.
Bombas, compresores y turbinas
b.
Equipos y accesorios de tuberas de un proveedor especficamente recomendado
por el fabricante que no sean sometidos a prueba de presin.
La presin en cualquier punto en el recipiente o equipos incluidos en la presin de prueba
no deber ser mayor que la presin de prueba nica para el equipo como se indica en el
plano de equipos del proveedor o las hojas de especificaciones. En el caso de que la
tubera de presin de prueba es mayor que el recipiente o la presin del equipo de
prueba, la tubera deber ser desconectada, clausurada, y examinada por separado. Si la
tubera no puede ser desconectado (conexin soldada), uno de los siguientes pasos se
aplicarn:
a.
La Empresa deber solicitar la aprobacin por escrito por parte del proveedor para
poner a la prueba de presin a la tubera requerida como se indica en la lista de
tuberas
b.
Reduzca las pruebas de presin de tuberas cuando sea necesario despus de la
revisin y aprobacin por la Compaa. Consulte la Seccin 3.3. A. 2.
4.
Ciertos tipos de intercambiadores estn diseados especficamente para una baja presin
diferencial permitida entre tubos y coraza, como se indica en los planos de los
proveedores y hojas de especificaciones. Estos deben ser revisados y si es necesario,
poner a prueba tanto coraza y tubos al mismo tiempo como un sistema con la misma
presin o excluir a ambos lados de la prueba.
5.
Recipientes a presin con dos o ms cmaras de presin que estn especficamente
diseados para una presin diferencial baja permitida entre cmaras de presin como se
indica en los dibujos de los fabricantes. Esta condicin debe ser revisada antes de la
prueba de presin. Si es necesario, probar todas las cmaras de presin adyacentes al
mismo tiempo como un sistema con la misma presin o excluir todas las cmaras de
presin de la prueba.
Instrumentos
1.
Todos los instrumentos debern estar protegidos contra daos cuando se realiza el
proceso de las pruebas hidrostticas y sistema de servicio de tuberas. Anexo 2 describe
el estado de los instrumentos durante las pruebas para garantizar la proteccin.
2.
Los instrumentos que no figuran en el Anexo 2 no podrn ser sometidos a la prueba de
presin a menos que se obtenga la autorizacin de la Compaa.
Criterios para la prueba
A.
Un filtro de malla 30 debe ser proporcionada en la lnea de llenado para evitar que partculas
extraas ingresen en el agua de ensayo. El uso de agua de mar est prohibido.
B.
El agua utilizada para la prueba hidrosttica de tubera de acero inoxidable austentico, los
recipientesvasos, y equipos, incluidos aquellos con revestimientos de acero inoxidable
austentico, revestimientos o partes internas se ajustarn a los requisitos enumerados a
continuacin. Estos requisitos tambin se aplican a los revestimientos o forros que se sueldan
con relleno de acero inoxidable austentico y de aleaciones de nquel de media y alta y acero al
cromo ferrticos, donde la corrosin por picaduras es un riesgo.
1.
El agua que se ha utilizado para la verificacin o el lavado de los sistemas de acero al
carbono no deber ser reutilizado para probar el acero inoxidable y de alta aleacin
sistemas de tuberas.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 9 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
2.
Cuando un sistema a ensayar contiene tanto componentes de acero inoxidable y de acero
al carbono, el llenado y el lavado se realizar asegurando que siempre que sea factible,
el, movimiento del fluido del acero inoxidable al carbono para evitar la contaminacin de
los componentes del acero inoxidable.
3.
El agua que contiene ms de 50 ppm (cm3/m3) cloruro no se utilizar para la tubera con
falta de limpieza. Para tubera higinica se deber utilizar agua des-ionizada con una
concentracin de cloruro inferior a 25 ppm (cm3/m3).
4.
Las tuberas, recipientes y equipos deben ser drenados completamente despus de la
prueba. Cuando el drenaje completo es imposible, el sistema deber ser lavado librndolo
de toda el agua de prueba con agua desmineralizada que contiene menos del 5 ppm
(cm3/m3) cloruros, el alcohol, destilado del petrleo, u otra solucin de enjuague
apropiado autorizado por la Compaa. Secado por aire caliente no es aceptable en lugar
de lavado, pero el agua puede ser sacado de la cavidad usando aire.
5.
El tiempo entre las pruebas de presin y puesta en marcha ser lo ms breve posible (no
ms de 3 semanas). En otro caso el lavado con agua desmineralizada es recomendable.
C.
Las tuberas que se han limpiado internamente por chorro de arena se ensayaran despus de la
instalacin mediante una solucin acuosa que contiene un inhibidor de la corrosin adecuado.
Despus de que la tubera ha sido probada, debe ser drenado y secado por soplado con aire o
nitrgeno.. Un inhibidor adecuado de la corrosin no es objetable si se acomoda a los procesos
en los cuales ser utilizado.
D.
Las tuberas a ser limpiadas qumicamente despus de la instalacin debern ser probadas.
Todas las reparaciones se realizarn con anterioridad a la limpieza.
E.
Los sistemas que son examinados con prueba neumtica debern cumplir los siguientes
criterios de pruebas:
1.
Las pruebas se efectuarn solamente mediante el uso de aire seco filtrado, sin trazas de
aceite. El aire suministrado directamente desde un compresor de aire de la planta no es
aceptable. Aire comprimido generado por compresores libre de aceite y suministrado en
cilindros o nitrgeno seco puede ser utilizado como una alternativa.
NOTA!
3.3
En Bajo ninguna circunstancia el agua se utilizara agua en la presin de prueba
de presin del sistema designado para la prueba neumtica.
2.
Vlvulas unidireccionales suministradas con orificios de ventilacin debern ser probados
con el orificio de ventilacin localizado hacia el extremo de aguas arriba (alta presin)
cuando el tapn est en la posicin cerrada.
3.
Despus de la prueba final, todas las vlvulas debern se limpiadas y secadas con un
pao limpio que no suelte pelusa, trapo y triclorometano solvente.. Esta limpieza deber
incluir todas las superficies accesibles. No sumerja la vlvula en el solvente. Ningn rastro
de triclorometano debe permanecer o ser atrapado en el interior de la vlvula.
Mtodos de prueba y presiones
A.
Prueba hidrosttica
1.
La prueba hidrosttica de las tuberas se har de conformidad con la norma ASME B31.3,
Seccin 345 o ASME B31.1 Seccin 137.4.
2.
La presin de prueba para cada lnea ser la especificada en la tubera. Esta ser la
presin de prueba en el punto ms alto del sistema de pruebas.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 10 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.
Si la presin de prueba como se define anteriormente produce una tensin nominal de la
presin en exceso de la resistencia a la fluencia en el punto ms bajo del sistema probado
basado en una cabeza esttica de 9,8 kPag/m, la presin de prueba puede reducirse a la
presin mxima que no exceda el lmite de fluencia en el punto ms bajo del sistema de
prueba.: La presin mxima no exceder el lmite elstico puede ser calculada mediante
la ecuacin siguiente:
Pm
2 Y T
D
Donde:
Pm = Presin de prueba mxima (kPag)
Y = Mnimo elstico especificado (kPag)
T = espesor especificado de la pared de tuberas de menor tolerancia de Molino (mm)
D = Dimetro exterior (mm)
4.
B.
C.
Cuando la presin de prueba de la tubera excede la presin de prueba del recipiente y no
se considera prctico para aislar la tubera desde el recipiente, las tuberas y el recipiente
puede ser ensayados junto a la prueba de presin del recipiente, siempre que la presin
de prueba buque de recipiente no es menor que 77 por ciento de la presin de prueba de
tubera calculado de acuerdo con la norma ASME B31.3, ref Seccin 345.4.2, y la
aprobacin obtenida de la Compaa antes de la prueba.
Prueba neumtica
1.
La prueba neumtica de tuberas se har de conformidad con la norma ASME B31.3,
Seccin 345 o ASME B31.1 Seccin 137. 5 segn sea el caso.
2.
La presin de prueba para cada lnea ser la especificada en las tuberas
Prueba sensible de fugas (ASME B31.3)
Las tuberas deben tener una prueba sensible de fuga y debern ser probados por el mtodo
del gas y Pruebas de formacin de burbuja especificada en el artculo 10, seccin V, del Cdigo
ASME. Prueba hidrosttica o de presin neumtica se efectuar antes de la prueba de fuga
sensible.
D.
E.
Prueba de fugas en servicio para fluidos de servicio Categora D solamente (ASME B31.3)
1.
Una prueba de fugas en servicio se indicar en la lista lnea para Seccin 1.3 de esta
especificacin. Esta prueba se har de conformidad con la norma ASME B31.3, Seccin
345,7.
2.
Una comprobacin preliminar se har a una presin no mayor de 170 kPag cuando el
fluido contenido es un gas o vapor. La presin se incrementar gradualmente en etapas
proporcionando tiempo suficiente para permitir la tubera para igualar los esfuerzos
durante la prueba y para comprobar si hay fugas.
Prueba de Carga Esttica
Esta prueba es por el Cdigo Internacional de Plomera y cubre las pruebas de fugas de toda la
plomera sin presin y sistemas de drenaje, incluyendo alcantarillado sanitario, drenaje pluvial,
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 11 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
etc. Todas las tuberas en esta prueba podrn ser sometidas a una prueba de presin interna
de no menos de 3 metros de altura esttica.
F.
3.4
Pruebas alternativas
1.
Slo para los servicios que sean de las categoras D El fluido de servicio (ASME B31.3), y
con la previa aprobacin de la Compaa.
2.
En circunstancias en donde las pruebas hidrostticas, o neumticas no se consideren
prcticas, una prueba alternativa de acuerdo con ASME B31.3, Seccin 345,9 se puede
utilizar.
Preparacin de la prueba - Procedimientos de Campo
A.
Todas las uniones, incluidas las soldaduras, se dejarn sin aislar y expuestos para su examen
durante la prueba, excepto que las uniones hayan sido previamente ensayados de acuerdo con
esta especificacin pudiendo ser aislado o cubierto. Si una prueba de fuga sensible es
necesaria, las uniones que se mencionan anteriormente, debern ser desmarcadas y
despintadas.
B.
Tramos subterrneos de los sistemas de tuberas pueden ser probados y cubiertos antes de
probar porciones en la superficie.
C.
Tuberas diseadas para vapor o gas debern estar provistos de soportes temporales
adicionales, si es necesario, para soportar el peso del lquido de ensayo .Los soportes
temporales debern especificarse en los documentos de prueba de presin por paquete.
D.
Las lneas que estn soportando contrapeso sern temporalmente bloqueadas durante la
prueba a fin de sostener el peso del fluido de ensayo. El soporte de resorte que se a
proporcionado con topes para llevar la carga de prueba normalmente no requieren soportes
temporales adicionales, si este no es el caso, el apoyo temporal debe ser proporcionada antes
de llenar el sistema.
E.
Antes de la prueba, los siguientes procedimientos se llevarn a cabo:
F.
1.
Compruebe que cualquier tratamiento trmico requerido se ha realizado.
2.
Los sistemas de tuberas han sido completamente revisados (han sido confirmados).
3.
Las lneas, los recipientes, y el equipo deber ser revisado para asegurarse de que todo el
sistema a sido completamente drenado despus de la prueba.
4.
Las vlvulas de alivio u otras conexiones de los puntos ms altos debern ser abiertos
para eliminar el aire de las lneas que van a recibir una prueba hidrosttica.
5.
El aire del sistema de tuberas deber ser purgado antes de la aplicacin de la presin de
prueba
6.
Los instrumentos deben ser retirados del servicio como se indica en el Anexo 2.
El personal de campo deber revisar todos los recipientes y partes interiores con el fin de
determinar el mejor mtodo para evitar el entrampamiento de aire durante el llenado y evitar al
vaco durante el drenaje.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 12 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.5
G.
Tramos cortos de tuberas que deban ser removidos para permitir la instalacin de una brida
ciega debern ser probados por separado.
H.
Todas las uniones con bridas en el cual se inserte una brida ciega para unir otros equipos
durante una prueba de presin, ser sometido a prueba en servicio despus que la pieza sea
retirada. La prueba en el servicio se llevar a cabo antes de la instalacin de aislamiento.
I.
Tuberas que contienen vlvulas de retencin debern tener la fuente de presin situado en la
tubera de mayor presin de la vlvula de retencin de modo que la presin que es aplicada
bajo el asiento. Si esto no es posible, eliminar o subir el mecanismo de cierre de la vlvula de
verificacin o eliminar por completo la vlvula de retencin, y proporcionar pieza de relleno
necesario o brida ciega.
J.
Los sistemas que incluyen juntas de dilatacin deben ser analizados para confirmar que todas
las restricciones necesarias, anclajes temporales, o guas estn instaladas o eliminados antes
de la prueba.
K.
Cuando una prueba de presin requiera ser mantenida durante un perodo de tiempo durante
el cual el medio de pruebas en el sistema estar sujeto a la expansin trmica, se deber
prever el alivio de cualquier presin mayor que la presin mxima de ensayo.
L.
Tuberas, o secciones de tubera, a ensayar se pueden aislar por vlvulas de corte instalada
siendo adecuado para la presin de prueba.
Procedimiento de prueba hidrosttica
A.
Con el fin de realizar la prueba hidrosttica con la mayor cantidad de tuberas como sea posible
a la vez, un sistema de pruebas debe ser empleado.. Esta prueba deber incluir ms de una
lnea y recipientes conectados y equipos si es posible.
B.
La presin mnima de ensayo para una prueba del sistema es la presin de prueba de la lnea
con la mxima presin de prueba incluida en el sistema.
C.
La mxima presin del sistema de prueba de presin, no deber exceder la presin de prueba
nominal de cualquiera de los componentes de tuberas, o la presin de prueba en fbrica de
cualquier recipiente o equipo incluidos en el sistema de prueba. Presiones mximas de prueba
para bridas y vlvulas que se ajusten a ASME B16.5, ASME B16.47, ASME B16.34 y C207
AWWA se dan en el Anexo 1.
D.
Sistemas o secciones de los sistemas a ensayar se puede aislar por vlvulas cerradas, a
condicin de que el cuerpo de vlvula y el asiento son adecuados y son recomendables para la
presin de prueba. No utilizar vlvulas cerradas de diafragma para el aislamiento.
E.
Cuando una vlvula adecuada no est disponible, recipientes, equipos, o otras tuberas no
incluido en la prueba de presin del sistema, stos sern desconectados del sistema o aislados
por bridas ciegas u otros medios durante la prueba.
F.
La ubicacin normal del indicador de presin de prueba , deber estar cerca de la bomba de
prueba de presin. La carga esttica (9,8 kPag/m) est entre el punto ms alto del sistema de
prueba y el punto de medicin deber ser considerado para proporcionar la presin de prueba
especificada del sistema.
G.
Medidores debern ser marcados con la fecha de la ltima calibracin, y esta actividad deber
ser registrada. Consulte la Seccin 2.2.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 13 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.6
H.
La presin de prueba hidrosttica no se aplicar hasta que el recipiente o los equipos y sus
contenidos se encuentran en aproximadamente la misma temperatura. Para minimizar el riesgo
de fractura frgil, las pruebas de presin a travs de los vasos y el equipo no se llevar a cabo
cuando el lquido de prueba o la temperatura del metal es inferior a 5C. Las pruebas de
presin en los sistemas de tuberas ferrticas que no incluyen recipientes o equipos pueden
llevarse a cabo por debajo de 5C, pero no se llevarn a cabo cuando el lquido de prueba o la
temperatura del metal est por debajo de -5C.
I.
La presin de prueba hidrosttica se mantendr durante un perodo de tiempo suficiente para
determinar visualmente si hay fugas, pero no menos de 10 minutos El Contratista no estar
obligado a mantener la presin de prueba por ms de 2 horas despus de la notificacin del
inspector autorizado de la Compaa.
Procedimiento de prueba neumtica
La prueba neumtico, cuando sea necesario, sern marcados en los planos y tuberas. El Contratista
no podr realizar ninguna prueba neumtica sin la aprobacin previa del Ingeniero Seguridad e
Higiene de la Compaa.
A.
Las pruebas neumticas no estn permitido para los sistemas de tuberas termoplsticas.
B.
Antes de cualquier prueba neumtica que se realice, la energa almacenada y mnimos clculos
de distancia restringidas se realizar para el ensayo previsto.. Procedimientos para estos
clculos se dan en el Anexo 5. Las pruebas neumticas no se llevaran a cabo donde la energa
calculada almacenada sea superior a 2,72 x 10 7 J (2,0 x 10 7 ft*lbs). 7 x 10 m * libras). En
cualquier caso, la distancia restringida mnimo no deber ser inferior a 30 m por ASME PCC-2.
Un procedimiento de seguridad deber estar preparado para cada prueba neumtica, y firmado
por el Ingeniero de Seguridad, el Administrador de Construccin de Calidad, y el Oficial de
Seguridad e Higiene.
C.
El rea de prueba restringida se acordonada con cinta de alta visibilidad de precaucin, las
banderas, los signos, y / o otras barreras. Las reas designadas para ser acordonado ser a
discrecin del Ingeniero de Seguridad.. En ningn caso la distancia de la barrera a cualquier
tubera o equipos a la presin de prueba ser inferior a 30 m por ASME PCC-2. Las barreras se
colocarn de tal manera que todo el personal que no participe en la prueba se mantenga fuera
de la lnea de accion a cualquiera de los sistemas probados. Limpiar el rea de prueba antes de
llevar a la lnea de mando hasta la zona de presin de prueba. Puede ser deseable llevar a
cabo pruebas neumticas durante fines de semana o fuera de las horas cuando menos
personal est presentes.. En cualquier caso, el ingeniero de seguridad de la obra deber tomar
todas las precauciones necesarias para proteger a los trabajadores durante dichas pruebas.
D.
En el momento de la prueba, la temperatura de la tubera de metal mnima ser de:
1.
Para acero al carbono menor o igual a 1.5" de grosor, 16C (60F)
2.
Para un tratamiento trmico con aceros de aleacin de cromo inferior o igual a 1" de
espesor, 16C (60F)
3.
Para tubera de acero inoxidable austentico menor o igual a 1" de espesor, 5C (40F)
4.
Las temperaturas mnimas de los materiales / espesor no mencionados anteriormente
sern determinados por el propietario cuando sea requerido por el campo.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 14 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.7
E.
Un dispositivo de alvio de presion deber ser proporcio-nado. Este dispositivo tendr una
presin adjustada no ms alta que la presin de prueba, ms la cantidad menor de entre 345
kPa 10 por ciento de la presin de prueba.
F.
El gas utilizado como fluido de ensayo ser no inflamable, no txico y qumicamente compatible
con la tubera.
G.
Cuando la prueba neumtica est a ms de 103 kPa, una comprobacin preliminar a 103 kPa
se har para localizar fugas importantes. La presin se incrementar en pasos graduales de 34
kPa 10 por ciento de la presin de prueba, el que sea mayor.
H.
Un doble bloqueo y vlvula de purga se incluirn en la lnea de presurizacin en el sistema que
se est probando. Un indicador de presin de prueba ser de aguas abajo del bloque doble
Despus de cada presin se haya alcanzado, cerrar la vlvula de bloqueo y abrir el purgador a
la atmsfera. Si despus de un perodo de 5 minutos, el paso de presin se lleva a cabo,
proceder al siguiente paso de presin, si no, examinar todo el sistema por fugas.
I.
Cuando el sistema ha sido llevado a la presin de prueba indicada se registrara la presin de
las tuberas del sistema de prueba, la presin se reducir entonces a la presin de diseo antes
de examinar si hay fugas. Todas las juntas y soldaduras deben estar cubiertos con una solucin
de jabn con el fin de detectar cualquier fuga. Jabn ser un preparado comercial hecha
especficamente para la deteccin de fugas. Soluciones de jabn deben ser de bajo cloruro y
diseado especficamente para su uso en pruebas neumticas de los sistemas de acero
inoxidable.
J.
Antes de enjabonar las uniones, se deber revisar la lnea entera para determinar si existe
alguna prueba audible de las fugas. Las fugas que se encuentran en el momento debern ser
marcadas y reparadas despus de la primera despresurizar la lnea.
K.
La instalacin de pernos en sistemas con presin de prueba inferior a 205 kPa no sern
sometidos a apriete excesivo.
L.
La presin neumtica de prueba se mantendr durante un perodo de tiempo suficiente para
permitir la inspeccin visual completa de todas uniones de soldadura, pero no menos de 10
minutos. El contratista no estar obligado a mantener la presin de prueba de ms de 2 horas
despus de la notificacin del inspector autorizado de la Compaa. La presin deber se
reducida gradualmente con la despresurizacin. Se tomar precaucin para asegurar que el
personal de pruebas no se ponga en peligro a la salida de humos no respirables como los
gases a la atmsfera.
M.
En ninguna circunstancia ninguna prueba deber quedar sin vigilancia, independientemente del
volumen del sistema.
Procedimiento de prueba esttica
A.
Las juntas de tuberas subterrneas debe ser colocados a una distancia de 0,6 metros a cada
lado de las articulaciones y no se puede tapar hasta que la tubera haya sido probada y
aprobada.
B.
Las tuberas con conexiones o continuas con las tuberas instaladas por otros, debern estar
aislados de estas tuberas por una vlvula o tapones de tubera.
C.
Todas las aberturas debern estar provistas de tapones temporales, excepto el ms alto
(relleno) de apertura.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 15 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
3.8
D.
El sistema de tubera deber ser llenado con agua limpia a la chimenea de ventilacin superior.
Los sistemas sin un apilamiento de ventilacin se proporciona una chimenea vertical temporal.
La chimenea ser de al menos 3 metros de longitud.
E.
El agua permanecerestar en el sistema sin cambio en el nivel de por un perodo de tiempo no
menor de a 2 horas.
F.
Si las juntas tienen fugas que se requieran reparar debern ser probadas por un perodo de
tiempo de 1 hora.
G.
Una prueba de fuga alternativa sera de 34 kPag para prueba de fugas de aire segn el Cdigo
Internacional de Plomera.
Registros de prueba
A.
B.
3.9
Los registros de cada prueba de sistema de tuberas se harn con la utilizacin de un formulario
denominado Prueba de tuberas a presin, sistema de registro, (Anexo 4). Los formularios, una
vez terminado, ser conservados en el archivo de control de calidad de campo como un registro
permanente. Estos registros deben incluir la siguiente informacin:
1.
Fecha de la prueba
2.
La identificacin de cualquier sistema de tuberas y recipientes o equipos probados con
ella
3.
Prueba intermedia
4.
Presin de prueba
5.
Temperatura ambiente mnima
6.
Prueba de temperatura intermedia
7.
Certificacin por parte del examinador
8.
Los resultados de la prueba
9.
Nombre del operador de la prueba
10.
Temperatura mnima del metal (si aplica)
Una vez completada la instalacin de las tuberas, los registros conservados sern una carta de
certificacin por el inspector autorizado de la Compaa que toda la tubera ha sido recibido la
prueba de presin como es requerido por estos procedimientos. Una vez finalizado el proyecto,
estos registros se enviarn a la oficina principal como se especifica en el Procedimiento de
trabajos concluidos.
Prueba de Finalizacin
A.
Si se encuentran fugas, su ubicacin ser marcada, con la presin se libera gradualmente, y la
tubera deber ser drenada o purgada. Se har la apropiada reparacin o reemplazo. La tubera
afectada ser sometido a prueba con las presiones especificadas originalmente para la prueba.
Para una segunda prueba de reparaciones menores o adiciones no ser obligatoria la
aprobacin de la Compaa si se obtiene y la soldadura se examinara de forma no destructiva
de conformidad con la especificacin 240K-C2-CS-50-001, segn Especificaciones generales
de construccin con soldadura.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 16 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
4.
B.
Tras la finalizacin de la prueba, los espacios en blanco y tapones temporales debern ser
retirados, chimeneas de operacin vuelve a su posicin correcta, y todas las lneas y
componentes de tuberas deben ser drenados por completo. Las vlvulas, orificio en planchas,
juntas de expansin, instrumentos y piezas cortas de tuberas que han sido eliminados se
vuelve a instalar con las debidas juntas nuevas en su lugar. Las vlvulas que se cierran durante
la prueba hidrosttica, se abrirn para asegurar el drenaje de la cavidad del cap. Las tuberas
sern drenadas despus de la prueba y se tendr todos los respiraderos abiertos antes de
drenar. Los sistemas de tuberas aguas abajo de las vlvulas de retencin deben ser
inspeccionadas para asegurar el drenaje completo.
C.
Los transmisores conectados directamente a bridas con orificio debe ser desconectados al
reemplazar las placas de orificio para evitar la distorsin de las conexiones.
D.
Se deber tener cuidado con la velocidad de drenaje de los recipientesvasos con respecto a la
entrada de aire a travs del respiradero para asegurar que el recipiente no se someta a vaco.
Despus que los recipientes han sido completamente drenados, las rejillas de ventilacin,
ciclones y otros cierres internos que se abrieron antes de la prueba sern cerrados.
E.
Los instrumentos que se hayan removido o bloqueado para la prueba se vuelve a instalar y los
paneles de instrumentos colocados en la posicin normal de funcionamiento (ver Anexo 2).
F.
Pernos y juntas utilizadas para los espacios en blanco durante la prueba de presin debern ser
retirados y reemplazados por pernos correspondientes a la tubera y las uniones.
G.
Las vlvulas check que estuvieran con envoltura abierta o interna y que se retiraron de las
pruebas de presin debern ser devueltos a sus condiciones de funcionamiento adecuadas.
H.
Recipiente y el equipo interno de cierre que se abrieron especficamente para las pruebas de
presin, debern ser cerrados.
I.
Instrumentos y lneas de proceso que fueron sometidos a la prueba de presin hidrosttica
debern ser soplados con aire seco o nitrgeno hasta que la lnea est libre de humedad.
J.
Conexiones de venteo y de drenaje que se hayan aadido nicamente para las pruebas de
presin se cerrarn y sellar soldados si es necesario. Los drenajes o bien tendr la vlvula
cerrada y tapada, o si la vlvula se retira, los enchufados de conexin y sellar soldados como
sea necesario.
ANEXOS
Anexos 1.
Mxima presin de prueba hidrosttica (kPag) para bridas y vlvulas
Anexos 2.
Estado de los instrumentos durante la prueba de presin
Anexos 3.
Registro de las presiones mximas admisibles las pruebas hidrostticas (kPag) para la
tabla de espesores de brida ciega
Anexos 4.
Registro de sistemas de prueba de presin
Anexos 5.
Clculo de la energa almacenada para la prueba neumtica
Fin de la Especificacin
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 17 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Documento No. 240K-C2-CS-50-009
Revisin 0T
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina se deja en blanco intencionalmente.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 18 of 18
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 1
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Anexo 1
Mxima presin de prueba hidrosttica (KPag)
para bridas y vlvulas
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 1
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina se deja en blanco intencionalmente.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 1
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Mxima presin de prueba hidrosttica (kPag) para bridas y vlvulas
ASME B16.5
Clase de brida
Material
Acero al
carbono
Molibdeno
al carbono
CR Molibdeno
Normal (1.1)
C-1/2 (1.5)
1/2-1/2 1, 1-1/41/2(1.9)
2-1/4-1(1.10) 51/2(1.13)
9-1(1.14)
Acero Inoxidable
304(2.1)
316(2.2)
321(2.4)
347.348(2.5)
304L
316L(2.3)
309(2.6)
310(2.7)
Reve.
Asie.
Reve.
Asie.
Reve.
Asie.
Reve.
Asie.
Reve.
Asie.
Reve.
Asie.
150
3100
1960
2750
1820
3100
1990
2930
1890
2410
1580
2750
1790
300
7750
5100
7230
4790
7750
5170
7540
4960
6200
4130
7060
4610
400
10340
6820
9650
6370
10340
6890
9990
6610
8270
5510
9300
6170
600
15340
10200
14470
9580
15510
10340
14990
9920
12410
8270
13960
9270
900
23090
15300
21710
14370
23270
15510
22400
14890
18610
12410
20850
13890
1500
38430
25540
36020
23925
38780
25850
37230
24820
31020
20680
34810
23160
2500
63950
42540
59980
39880
64640
43090
62050
41370
51710
34470
57910
38610
NOTAS:
1.
El cuadro anterior se basa en la ASME B16.5, y proporciona las presiones mximas
admisibles pruebas hidrostticas de NPS 1/2 hasta NPS 24 bridas (prueba de la coraza)
con bridas y vlvulas de clase estndar con extremo de soldadura (prueba de coraza,,
con la prueba de apertura de la vlvula y el asiento con la vlvula cerrada). Prueba de
asiento se basa en ASME B16.34, Par. 2.5.3.
2.
El cuadro anterior tambin es aplicable a las bridas ASME B16.47 con NPS ms grande
que 24.
3.
Presin mxima de prueba para bridas AWWA C207 bridas son como sigue:
4.
Clase D - 1510 kPag (NPS 4 - 12), 1300 kPag (NPS 14 y mayores)
5.
Clase E - 2370 kPag
6.
Clase F - 2585 kPag
7.
Vlvulas con bridas fabricadas de acuerdo con API-600 y API-602 pueden ser probados
de acuerdo con la tabla anterior. Acero al carbono, Normal (1,1), # 800 atornillado o
soldadas las vlvulas manufacturadas de acuerdo a API-602 puede ser probada para
20.680 kPag (coraza de prueba) o 13 610 kPag (prueba de asiento).
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 1
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
8.
Para las vlvulas que no se ajusten a las normas citadas anteriormente o por ASME
B16.5, los lmites de presin de prueba recomendados por el fabricante tanto para el
depsito y el asiento deben ser utilizados.
9.
Las presiones mximas de prueba para componentes de tuberas que no estn
contenidos por este grfico correr a cargo de la Compaa, segn corresponda.
10.
La presin mxima de prueba para las pruebas neumticas no podr exceder del 75 por
ciento de los valores indicados.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-Piping\240K-C2-CS-50-009_PipngPressTest\240K-C2-CS-50-009-0T.doc
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 2
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Anexo 2
Estado de los instrumentos durante la prueba de
presin
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 2
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 2
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Estado de los instrumentos durante la presin de prueba
Bloq. y
Vent
Remov.
Para
prueba
Apertu
rar
Incluido
en
Prueba
Nota
1.
Analizador de caudal de celdas
2.
Vlvulas de control - con excepcin de los reguladores, la
mariposa y la presin equilibrada
3.
Vlvulas de control de presin equilibrada de mariposa, y
globo
4.
Instrumentos de caudal, D / P celdas y tipos fuelle
5.
Instrumentos de caudal, rotmetros y el MAG. tipo de flujo
y flujo de masa
6.
Medidores de caudal de desplazamiento positivo, turbinas
de flujo de masa y los tipos de vrtices
7.
Interruptores indicadores de flujo - tipo fuelle
8.
Interruptores de caudal - tipo de paletas
9.
Tubos de nivel
10.
Instrumentos de nivel- tipo desplazador
1,7
11.
Instrumento Nivel - D / P celdas y tipos de fuelle
12.
Interruptores de nivel tipo flotador
13.
Planchas con orificio o planchas con restriccin
14.
Manmetros
15.
Instrumentos de presin- todos los tipos
16.
Reguladores de presin
17.
Interruptores de presin
18.
PSEs
19.
PSVs
20.
PSVs, TSVs - 3/4" and 1" roscado
21.
Indicadores de temperatura
22.
Detectores de Temperatura - RTDs
23.
Thermopozos
5,7
6,7
7
X
X
1,7
2,7
7
X
7
X
3,4,7
NOTES:
1.
Precaucin no aplique excesiva presin a medidores de nivel. En caso de duda, no
pruebe; bloquee y drene.
2.
Realizar la prueba hidrosttica despus de lavada la lnea.
3.
Se puede utilizar manmetro si hubiera alguno disponible.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 2
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
4.
Las bridas ciegas no son necesarias en puntos de PSV de descarga en un sistema que se
prueba a 103 kPag o menos.
5.
El analizador de la tubera deber estar desconectado durante la prueba.
6.
El control de vlvulas de mariposa deber ser retirado durante la prueba.
7.
Todos los instrumentos debern ser protegidos contra los daos debidos a la congelacin.
En preparacin para el tiempo fro y durante el tiempo fro todos los instrumentos deben
ser drenados y las lneas de proceso sopladas con aire o nitrgeno.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 3
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Anexo3
Registro del mximo valor hidrosttico permitido
Prueba de presin para prueba de espesores en
bridas ciegas
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 3
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 3
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Registro del maximo valor hidrostatico permitido Presion de prueba (kPag) para prueba de espesores
en bridas ciegas Tamao Normal de Tubera
Tamao Nominal de Tubera (NPS)
Plan.
Thk
(mm)
10
12
14
16
18
20
24
6.4
13870
6410
3880
1790
1050
680
480
390
310
240
200
130
9.6
31220
14430
8730
4030
2370
1530
1080
900
680
540
440
310
12.7
55500
25660
15520
7170
4230
2720
1930
1600
1220
970
780
540
15.9
86730
40100
24260
11210
6610
4254
3020
2500
1910
1510
1220
850
57750
34930
16140
9520
6120
4350
3600
2760
2180
1770
1220
22.3
47540
21970
12950
8320
5920
4910
3760
2970
2400
1660
25.4
62100
28690
16920
10880
7730
6410
4910
3880
3140
2180
28.6
36320
21420
13770
9790
8120
6210
4910
3970
2760
31.8
44830
26440
17000
12080
10020
7670
6060
4910
3410
35.0
54250
32000
20570
14620
12120
9280
7330
5940
4130
38.1
64570
38080
24480
17400
14430
11050
8730
7070
4910
41.3
44690
28730
20420
16940
12960
10250
8300
5760
44.5
51830
33330
23690
19650
15040
11880
9630
6680
47.7
59500
38260
27200
22560
17270
13640
11050
7670
50.8
67700
43520
30940
25660
19650
15520
12570
8730
19.1
NOTES:
1.
2.
Para las presiones tabuladas anteriormente se basan en la frmula indicada en la norma
ASME B31.1, Par. 104.5.3 (b) utilizar:
a.
Juntas planas sin asbesto conformes con ASME B16.21.
b.
Planta estructural de acero inoxidable al carbono, ASTM A36 con una resistencia
mnima de rendimiento especificado de 248,2 MPa.
Para la plancha identificada que tendr una resistencia mnima ms baja a la fluencia
debe ser reducida de acuerdo con la siguiente frmula:
P ma = Y x / Y
Donde: P ma = presin de prueba mxima permitida
Y = resistencia mnima de fluencia, ASTM A36
Y x = Fuerza de fluencia mnimo especificado para el material seleccionado
3.
La presin de prueba neumtica no podr superar el 50 por ciento de los valores
indicados.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 3
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 4
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Anexo 4
Registro de sistemas de prueba de presin
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 4
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 4
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Registro de sistemas de prueba de presin
SECCION I
W.O. _____________
REV.: _______________
SISTEMA A SER PROB. : ________________
UNID: _______________
LIMITES DE PRUEBA:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
PRESI. DE DISE.: ___________ kPag
TEMPERATURA. DE DISEO: __________ DEG C
PRESI DE PRUEB: __________ kPag
DISMINUC. DE PRESION PERMITIDA : __________ kPa
PRUEBA INTER: __________
NOTA: _____________________________________________________
SECCION I COMPLETASA POR: ____________________________
VERIFICACION DE LA PRE-PRUEBA PREPARADA POR: __________________________
SECCION II
PRUEBA FECHA: ______________
TEMP. AMBIENT. ________________
TIEMP. PRUEBA: ______________ INICIO
___________ FINAL
MANOMETRO:
FUENTE: _______________ INICIO
___________ FINAL
REMOTO: ______________ INICIO ___________ FINAL
NUMERO DE SERIE:
MEDIDOR FUENTE: ____________
MEDIDOR REMOTO: __________
OBSER: __________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
PRUEBA ACEPTADA: ( ) SI
( ) NO
SI NO, PORQUE?
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
INSPECTOR: __________________________________
FECHA: ______________
DISTRIBUCION:
(ORIGINAL) INSPECTOR DE LA COMPAIA (ARCHIVO) __________
(COPIA)
SOLICITANTE
__________
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 4
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
PUNTOS DE AISLAMIENTO
NOTA: UNA COPIA DE LA LISTA DE BRIDAS CIEGAS ESTARA EN PODER DEL JEFE DE OFICINA EN TURNO.
JOB DESCRIPTION: __________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
LIM. DE PRUE. HIDROSTATI: __________________________________________________________________________________
____________________________________________________________________________________________________________
NUM. DE TRAB DE INGENIERIA:
________________
NUM. DE ORDEN DE TRABAJO:
________________
OPERACIONS _______________________________________________________________________________________________
____________________________________________________________________________________________________________
APROBACION DEL JEFE INSTALACION DE BRIDAS CIEGAS:
NOMBRE: ___________________________________
FECHA: _____________
FOREMAN VERIFICATION BLINDS ARE REMOVED:
NOMBRE: ___________________________________
FECHA: _____________
BRIDAS CIEGAS
tem
Nume.
Bri.Cie.
Localizacion
Tamao
Presion
Etiq. Numero.
Remocion
Verificada
1
2
3
4
5
6
7
8
9
10
COMENTARI: ________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
____________________________________________________________________________________________________________
DIBUJO:
NOTA:
COPIAS DE ISOMETRICOS MOSTRANDO EN FORMA RESALTADA LOS PUNTOS CIEGOS PUEDEN SER USADOS
EN LUGAR D UN DIBUJO HECHO A MANO.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 5
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
ANEXO 5
Calculo de energa almacenada para prueba
neumtica
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 1 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 5
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 2 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 5
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Calculo de energa almacenada para prueba neumtica
El clculo de energa almacenada en una prueba neumtica puede ser calculada usando las formulas:
k 1
P V Patm k
E
1
k 1 P
Ecuacin 1
Donde:
E Energa almacenada (Joule)
P Presion absoluta de prueba (Pascal)
V Volumen de prueba (metros cbicos)
Patm Presion atmosfrica absoluta (Pascal)
k Ratio de calor especifico, para aire k=1.4
Esta frmula supone expansin isentrpica del gas. La energa almacenada puede ser convertida de
Joules a libras de TNT utilizando la siguiente frmula:
TNTlb E 4.782 10 7
Ecuacin 2
La distancia mnima restringida que se mantenga se puede calcular usando la frmula:
MDR
50
TNTlb
3.281
Ecuacin 3
Donde:
MRD Mnima distancia restringida (metros)
Los clculos realizados de esta forma por lo general producen resultados que son el doble de la distancia
para una presin dinmica de 0,069 kPa (0,01 psi) y una sobrepresin de pico de 6,89 kPa (1 psi)
sentido. Un ligero dao dar lugar al personal en una presin dinmica de 1 psi, y para el personal, la
presin dinmica es el mecanismo de dao primario. Este clculo comprende lo que se conoce como
dao por efecto de explosin" El dao causado por la fragmentacin es extremadamente difcil de
predecir, como los clculos requieren el nmero y tamao de los fragmentos a ser identificados, los
daos causados por los proyectiles pueden ocurrir a una distancia sustancialmente mayor. Cuando los
clculos de daos fragmentacin son imposibles, la probabilidad de dao se puede reducir aumentando
la distancia de la fuente. Esto disminuye la probabilidad de ser alcanzado por la fragmentacin. Usando la
distancia extremamente segura para las distancias restringidas deben asegurarse de que existe una
probabilidad aceptablemente baja de lesin debido a la fragmentacin.
Pruebas neumticas que tienen energa almacenada mayor a 2.27 x 107 J no estn permitidas.
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 3 of 4
Sociedad Minera Cerro Verde
Cerro Verde Production Unit Expansion
Project No. A6CV
Document No. 240K-C2-CS-50-009
Revision 0T
Anexo 5
PRUEBA DE PRESIN EN TUBERAS ESPECIFICACIN DE CONSTRUCCIN
Esta pgina esta en blanco intencionalmente
Z:\103_PROJ_ADMIN\109_ENG DOCS\109.8R_CS\50-PIPING\240K-C2-CS-50-009_PIPNGPRESSTEST\240K-C2-CS-50-009-0T.DOC
Page 4 of 4
You might also like
- ASTM F1554 Grade 36Document1 pageASTM F1554 Grade 36Denden DermawanNo ratings yet
- Dimensions of Sockolets Pressure Class 3000 and 6000 Lbs - MSS-SP97Document3 pagesDimensions of Sockolets Pressure Class 3000 and 6000 Lbs - MSS-SP97konazoi100% (1)
- Guía de Evaluación AWS G1.10MDocument45 pagesGuía de Evaluación AWS G1.10MDaniel Jimenez100% (1)
- Astm F2620-13 PDFDocument25 pagesAstm F2620-13 PDFAdamDunn0372566No ratings yet
- Tubero - Curva 3D 5DDocument1 pageTubero - Curva 3D 5DpacodmxNo ratings yet
- Tipicos Tuberia Ecopetrol PDFDocument141 pagesTipicos Tuberia Ecopetrol PDFJunior Oña OrdoñezNo ratings yet
- F1055 15708Document15 pagesF1055 15708Alejandro ValdesNo ratings yet
- Comparison Pe4710 Pe3608Document1 pageComparison Pe4710 Pe3608Rene CALLIRI MAQUERANo ratings yet
- Hdpe Bps Sab355Document1 pageHdpe Bps Sab355Benjamin Enmanuel Mango DNo ratings yet
- Lorbrand Idler&Pulley PresentationDocument31 pagesLorbrand Idler&Pulley PresentationhendrobamaNo ratings yet
- MQ11-02-TE-0000-GA0001 - R1 PinturaDocument49 pagesMQ11-02-TE-0000-GA0001 - R1 PinturaAlvaro Cesar Iparraguirre NavarroNo ratings yet
- Tabla de Torque - HdpeDocument3 pagesTabla de Torque - HdpeDevi SalcedoNo ratings yet
- Aisc 360-10 NDT WeldsDocument3 pagesAisc 360-10 NDT WeldsJoe IlaganNo ratings yet
- 240K C2 SP 50 001 1 PDFDocument504 pages240K C2 SP 50 001 1 PDFDar FallNo ratings yet
- Stub EndDocument4 pagesStub EndFranciscoplazaNo ratings yet
- Astm F 1290Document3 pagesAstm F 1290محمود أبو الحسنNo ratings yet
- Bolt Torque Chart: ASTM A307Document5 pagesBolt Torque Chart: ASTM A307Leonardo Díaz Cerna100% (1)
- Outotec Flotation Cells - Dimensions and Metallurgical Variables 2010-05-31 PDFDocument4 pagesOutotec Flotation Cells - Dimensions and Metallurgical Variables 2010-05-31 PDFcesareag100% (1)
- Certificado de Calidad PernoDocument1 pageCertificado de Calidad PernoJosé Carlos Camino GonzálezNo ratings yet
- 1.2 SSO-P-0491-C2 Rev 01 PETS Inst Faclidades BN35 at BN38 C2Document32 pages1.2 SSO-P-0491-C2 Rev 01 PETS Inst Faclidades BN35 at BN38 C2francisco100% (1)
- AISC Propiedades y Pesos - TOTALDocument41 pagesAISC Propiedades y Pesos - TOTALjuanchi1979scribdNo ratings yet
- Lista para Materiales Valvulas 8 Enero2020Document806 pagesLista para Materiales Valvulas 8 Enero2020Luis GonzalezNo ratings yet
- Content of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesDocument24 pagesContent of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesJuan Ayala ValdebenitoNo ratings yet
- DVS 2203-1 + Eng SuppDocument20 pagesDVS 2203-1 + Eng Suppketan58350% (2)
- 5.1 Sumatane HSDocument4 pages5.1 Sumatane HSjnu6mnju6njNo ratings yet
- Carta Jet Industrial PDFDocument1 pageCarta Jet Industrial PDFJorge Salamanca100% (1)
- Planos Red LineDocument6 pagesPlanos Red Linevicvarg3235No ratings yet
- Astm F714 PDFDocument10 pagesAstm F714 PDFIván López PavezNo ratings yet
- BN-DS-A000 Design Standards OverviewDocument2 pagesBN-DS-A000 Design Standards Overviewyulianus_srNo ratings yet
- PVC & Mil of Lime Hdpe y CsDocument60 pagesPVC & Mil of Lime Hdpe y CsCarlos GutierrezNo ratings yet
- Normas DVS PDFDocument11 pagesNormas DVS PDFrodrigo diaz poblete100% (1)
- Certificado Brida WN 4 InstratecDocument1 pageCertificado Brida WN 4 InstratecYerson Cuba100% (1)
- Distancia Mínima Entre SoldadurasDocument3 pagesDistancia Mínima Entre SoldadurasMiguel Angel RebolloNo ratings yet
- Data Sheets FajasDocument12 pagesData Sheets FajasGonzalo Rosales JuarezNo ratings yet
- Astm A126Document3 pagesAstm A126Amit PanchalNo ratings yet
- Tubos Astm A53Document1 pageTubos Astm A53RAFAELNo ratings yet
- Aws PQR FormDocument3 pagesAws PQR Formndi101No ratings yet
- 2.1 WPS - PipingDocument13 pages2.1 WPS - PipingSheri DiĺlNo ratings yet
- Torque-Tension Relationship For Stainless Steel F593 CW and F837 CWDocument1 pageTorque-Tension Relationship For Stainless Steel F593 CW and F837 CWgabriel_127971761No ratings yet
- PFI ES-7 Min Spacing For WeldingDocument6 pagesPFI ES-7 Min Spacing For WeldingNguyen Anh TungNo ratings yet
- DVS 2207-12 Soldadura de Termoplasticos - Soldadura de Tubos y Accesorios de PVC-UDocument7 pagesDVS 2207-12 Soldadura de Termoplasticos - Soldadura de Tubos y Accesorios de PVC-UEugenioNo ratings yet
- Astm f1554Document2 pagesAstm f1554uzairmetallurgistNo ratings yet
- Torque Values KlingerDocument1 pageTorque Values KlingerSầu ĐờiNo ratings yet
- Proyecto San Cristrobal C-479 Iom Manual StatusDocument18 pagesProyecto San Cristrobal C-479 Iom Manual StatusAllen Marcelo Ballesteros LópezNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Piping Spool Tolerance ReferenceDocument2 pagesPiping Spool Tolerance ReferenceTarawit DampangNo ratings yet
- ASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFDocument8 pagesASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFYaqoob AliNo ratings yet
- WPS D1.3 RF 40Document8 pagesWPS D1.3 RF 40RodolfoNo ratings yet
- Prueba de Presion en TuberiasDocument78 pagesPrueba de Presion en TuberiaswilberNo ratings yet
- Hydronic PipingDocument11 pagesHydronic PipingLjubomir DjurinNo ratings yet
- Plug ValvesDocument14 pagesPlug Valvesashish.mathur1100% (1)
- 2113-9755 Spec For Gate ValvesDocument14 pages2113-9755 Spec For Gate Valvesmoonstar_dme100% (1)
- 22 11 17 - Gas Pipe and AppurtenancesDocument7 pages22 11 17 - Gas Pipe and AppurtenancesTeguh SetionoNo ratings yet
- KBR Piping Stress SpecificationDocument23 pagesKBR Piping Stress Specificationsamprof4vw83% (6)
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- ASME Piping Code 2007 & ANSI CodeDocument162 pagesASME Piping Code 2007 & ANSI CodeTotoNo ratings yet
- SPC-0804.02-50.02 Rev D2 Piping Material ClassesDocument91 pagesSPC-0804.02-50.02 Rev D2 Piping Material ClassesDashan WangNo ratings yet
- 01NC0B02Document4 pages01NC0B02raobabar21No ratings yet
- Project Standards and Specifications Piping Materials Rev01webDocument11 pagesProject Standards and Specifications Piping Materials Rev01webNguyen Anh TungNo ratings yet
- Essar Steel PlantDocument62 pagesEssar Steel PlantKrishnadev C.SNo ratings yet
- Diagram ADocument20 pagesDiagram AYeims LozanoNo ratings yet
- Modelo 04Document2 pagesModelo 04Yeims LozanoNo ratings yet
- K127 00858 3 A - ExcelDocument14 pagesK127 00858 3 A - ExcelYeims LozanoNo ratings yet
- Register Quality Management Systems Transmittal: Transmital N°: T-SSK-SMI-K164-170Document1 pageRegister Quality Management Systems Transmittal: Transmital N°: T-SSK-SMI-K164-170Yeims LozanoNo ratings yet
- Excel PhuscaDocument26 pagesExcel PhuscaYeims LozanoNo ratings yet
- Crci-M98-34-M204-Da: R47-FV - 0282BDocument5 pagesCrci-M98-34-M204-Da: R47-FV - 0282Brajindo1No ratings yet
- GS Ep PVV 146Document8 pagesGS Ep PVV 146SangaranNo ratings yet
- S32 S36 CatalogueDocument4 pagesS32 S36 CatalogueSigit KurniawanNo ratings yet
- AutoPIPE V8i Fundamentals TRN012310 1 0007Document258 pagesAutoPIPE V8i Fundamentals TRN012310 1 0007Luismi GázquezNo ratings yet
- Kice - Dust Duct ManualDocument2 pagesKice - Dust Duct ManualtylerstearnsNo ratings yet
- 1DXK - 2015 Yamaha en Español PDFDocument73 pages1DXK - 2015 Yamaha en Español PDFBillsNo ratings yet
- Caesar II User Guide, Neutral File DetailsDocument34 pagesCaesar II User Guide, Neutral File DetailsDushyant VarshneyNo ratings yet
- Inspection Test ProgramDocument17 pagesInspection Test Programvinas kusdinarNo ratings yet
- SKF Supergrip BoltDocument18 pagesSKF Supergrip Boltformech100% (1)
- Sitrans FX300Document80 pagesSitrans FX300Fredy Rojas BarraNo ratings yet
- B3E1 (1SB3E450E1) LNR125-I Mio Soul I 125SDocument52 pagesB3E1 (1SB3E450E1) LNR125-I Mio Soul I 125Seliseo peraltaNo ratings yet
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi HocineNo ratings yet
- DTL 17505 FDocument16 pagesDTL 17505 FSteven FryeNo ratings yet
- Catalog: Control Valves For Heating, Ventilation and Air-Conditioning SystemsDocument278 pagesCatalog: Control Valves For Heating, Ventilation and Air-Conditioning SystemsandreyNo ratings yet
- PC340, PC340LC-6K, PC340NLC-6K Hydraulic Excavator Shop Manual PDFDocument748 pagesPC340, PC340LC-6K, PC340NLC-6K Hydraulic Excavator Shop Manual PDFJozef100% (6)
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument6 pagesForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceShahul Hameed RazikNo ratings yet
- Vessel Example PDFDocument35 pagesVessel Example PDFedwinNo ratings yet
- Series 900 BrochureDocument40 pagesSeries 900 BrochureLungisaniNo ratings yet
- Cartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsDocument16 pagesCartridge-Type Chemical Vapour Locks From TECHAP: Process Engineering and ComponentsMo OsNo ratings yet
- Chave de Fluxo MagnetrolDocument28 pagesChave de Fluxo MagnetrolAlexandre EmmerickNo ratings yet
- COFIMCO Installation and Operation ManualDocument11 pagesCOFIMCO Installation and Operation Manualturbo_eng100% (2)
- Piping Coordination SystemsDocument17 pagesPiping Coordination SystemsSyed FarhanNo ratings yet
- Medidor Caudal Kobold Flotador UrkDocument4 pagesMedidor Caudal Kobold Flotador UrkBase SistemasNo ratings yet
- BOQ 1x80 MW Dariba HZL Captive Power PlantDocument8 pagesBOQ 1x80 MW Dariba HZL Captive Power Plantm 418No ratings yet
- Minimum Pipe Spacing ChartDocument4 pagesMinimum Pipe Spacing ChartRahul S. ChandrawarNo ratings yet
- 2 - Trim Postion Sender For Alpha and Bravo PDFDocument7 pages2 - Trim Postion Sender For Alpha and Bravo PDFJohn HainerNo ratings yet
- WPT - Woll Ds M 0001 1 IpDocument4 pagesWPT - Woll Ds M 0001 1 IpParag ThakkarNo ratings yet
- HTB Ball ValvesDocument4 pagesHTB Ball ValvesAlberto DiazNo ratings yet
- Installation & Operating Instructions DPNTDocument36 pagesInstallation & Operating Instructions DPNTagusNo ratings yet