You might also like
- A668Document7 pagesA668fonseca_mbb_lapemfacNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFRyan LasacaNo ratings yet
- 410 QDT Stainless Steel Bar - AISI 410 StandardDocument7 pages410 QDT Stainless Steel Bar - AISI 410 StandardchamaljsNo ratings yet
- Astm A 148 Cast SteelDocument4 pagesAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- Datasheet Sandvik 6r35 enDocument7 pagesDatasheet Sandvik 6r35 enSimone FerronNo ratings yet
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawaneNo ratings yet
- Carbon Steel Specifications and ApplicationsDocument2 pagesCarbon Steel Specifications and ApplicationsRajendraNo ratings yet
- Malleable Specifications StandardsDocument4 pagesMalleable Specifications StandardsSusan Sue Berrospi Merino100% (1)
- Sa 213Document11 pagesSa 213gst ajahNo ratings yet
- Ford Wa 960-2004Document1 pageFord Wa 960-2004DanielMaNo ratings yet
- Friction Stir Welding of Stainless Steels and Nickel Alloys Using PCBN ToolsDocument33 pagesFriction Stir Welding of Stainless Steels and Nickel Alloys Using PCBN ToolsFernandoiNo ratings yet
- Din 17175 PDFDocument22 pagesDin 17175 PDFMilica Antic0% (1)
- Din 7623Document2 pagesDin 7623Racha Amel100% (1)
- Standard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessDocument4 pagesStandard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessarchahmedassafNo ratings yet
- Carl Stahl UAE CatalogDocument64 pagesCarl Stahl UAE CatalogsuhailpmNo ratings yet
- 304 DDQ SpecificationDocument1 page304 DDQ Specificationdac_angelovNo ratings yet
- Hot-Rolled - Plate: Data SheetDocument2 pagesHot-Rolled - Plate: Data SheetRichard Vica CalvoNo ratings yet
- GB T 699 1988 Quality Carbon Structural SteelsDocument17 pagesGB T 699 1988 Quality Carbon Structural SteelsPHUONGNo ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners PDFDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners PDFcilacapNo ratings yet
- Australian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsDocument7 pagesAustralian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsZohaib Rafiq0% (1)
- DIN 1683-1-General Toleranve and Maching Allowance of Steel CastingDocument4 pagesDIN 1683-1-General Toleranve and Maching Allowance of Steel Castingrajksharma100% (1)
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- Mil F 18240DDocument19 pagesMil F 18240DrjbelgauNo ratings yet
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Document16 pagesVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNo ratings yet
- Nickel Iron Alloy 48/ Nilo 48 (ASTM F30) - Sheets & Plates Suppliers in IndiaDocument3 pagesNickel Iron Alloy 48/ Nilo 48 (ASTM F30) - Sheets & Plates Suppliers in IndiaOZAIRTRADELINKNo ratings yet
- CDP 4666 PDFDocument2 pagesCDP 4666 PDFVitor Rigueira de GodoyNo ratings yet
- Welder Certificate ISO 9606-1 QualificationDocument1 pageWelder Certificate ISO 9606-1 QualificationDeepak Das100% (1)
- Nip Material ComparsionDocument1 pageNip Material ComparsionRob WillestoneNo ratings yet
- Corewire Weldclad 01 PDFDocument31 pagesCorewire Weldclad 01 PDFRaviTeja BhamidiNo ratings yet
- JIS-G4105-1979-Chromium-Molybdenum-scm 45Document2 pagesJIS-G4105-1979-Chromium-Molybdenum-scm 45avinashchauhan2695No ratings yet
- BS en 10250-2Document14 pagesBS en 10250-2butterflyhuahua100% (1)
- High Tensile: Hexagon Head Setscrews Fine Pitch EN ISO 8676 (DIN 961)Document2 pagesHigh Tensile: Hexagon Head Setscrews Fine Pitch EN ISO 8676 (DIN 961)jaison jacobNo ratings yet
- ISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdDocument12 pagesISO 898-6-1994, OCR Mechanical Properties of Fasteners-2nd EdRenatoGolinNo ratings yet
- A319Document2 pagesA319malika_000% (1)
- ASTM A537 Standard SpecificationDocument4 pagesASTM A537 Standard SpecificationLeon SanchezNo ratings yet
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- Dynamic Balancing MachineDocument4 pagesDynamic Balancing Machine.x100% (1)
- Astm A24 (2001) PDFDocument4 pagesAstm A24 (2001) PDFJim FrostNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- G42CrMo4+QT Cast Steel Properties and SpecificationsDocument2 pagesG42CrMo4+QT Cast Steel Properties and Specificationsbhavin178No ratings yet
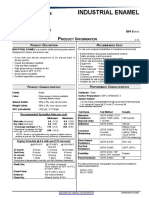
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Astm F 436-04Document6 pagesAstm F 436-04JORGE ARTURO TORIBIO HUERTANo ratings yet
- DayeDocument2 pagesDayeJosip JurčićNo ratings yet
- Mil DTL 18240Document24 pagesMil DTL 18240Андрей ПятыгинNo ratings yet
- B 86 PDFDocument6 pagesB 86 PDFGrato Jr SingcoNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationRavi JainNo ratings yet
- 20MnV6 Steel Characteristics and Heat Treatment GuideDocument1 page20MnV6 Steel Characteristics and Heat Treatment Guideg_sanchetiNo ratings yet
- ASTM F593 stainless steel fastener specificationDocument1 pageASTM F593 stainless steel fastener specificationBilly DNo ratings yet
- Wear Plate PDFDocument19 pagesWear Plate PDFNorma SalazarNo ratings yet
- General Documentation - RecrystallizationDocument11 pagesGeneral Documentation - RecrystallizationAlbokeaNo ratings yet
- RJR PMMTDocument16 pagesRJR PMMTArun PrasadNo ratings yet
- SAE 64 Bronze Material PropertiesDocument1 pageSAE 64 Bronze Material PropertiesIbsonhNo ratings yet
- Tigweldarc Alloys: Certification of TestsDocument1 pageTigweldarc Alloys: Certification of TestsArunNo ratings yet
- SAE1045Document2 pagesSAE1045novale.basura2906100% (1)
- RSP TDC For SAIL WR400 Plates-FinalDocument1 pageRSP TDC For SAIL WR400 Plates-FinalRAMAKRISHNAN R100% (1)
- Thermanit MTS 3 - GTAWDocument1 pageThermanit MTS 3 - GTAWdnageshm4n244No ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- A 48 Gray Iron CastingsDocument5 pagesA 48 Gray Iron Castingswasatiah05No ratings yet
- A 48 - A 48M - 03 Qtq4l0e0oe0Document6 pagesA 48 - A 48M - 03 Qtq4l0e0oe0metalgikanuNo ratings yet
- Asme B30.8 PDFDocument43 pagesAsme B30.8 PDFjemorpeNo ratings yet
- XUROX Butterfly Valves - Materials of ConstructionDocument1 pageXUROX Butterfly Valves - Materials of ConstructionjemorpeNo ratings yet
- Astm F593 PDFDocument8 pagesAstm F593 PDFjemorpeNo ratings yet
- Astm A36Document4 pagesAstm A36jemorpeNo ratings yet
- BP Guide To Valve SelectionDocument156 pagesBP Guide To Valve Selectionjemorpe100% (4)
- ANSI C80.1 Rigid Steel Conduit For Zinc CoatedDocument13 pagesANSI C80.1 Rigid Steel Conduit For Zinc CoatedJuan Pablo Guaman AyalaNo ratings yet
- MSS SP-71Document10 pagesMSS SP-71jemorpeNo ratings yet
- Astm A36Document4 pagesAstm A36jemorpeNo ratings yet
- Building Repair and Maintenance From CracksDocument3 pagesBuilding Repair and Maintenance From Cracksmayur1985febNo ratings yet
- ElectroplatingDocument26 pagesElectroplatingYakshit Goel80% (10)
- Retrofitting Bridges Effectively in 40 CharactersDocument30 pagesRetrofitting Bridges Effectively in 40 Charactersmanu_696No ratings yet
- OringDocument84 pagesOringmarkoredsNo ratings yet
- Elasto-Deck 5001 HT TDSDocument3 pagesElasto-Deck 5001 HT TDSspinalfarmNo ratings yet
- Alloys - Steel-Hypo and Hyper EutectoidDocument46 pagesAlloys - Steel-Hypo and Hyper EutectoidLavanya PriyaNo ratings yet
- Propane Burner DesignDocument34 pagesPropane Burner DesignCary Brief50% (2)
- Ar005Document76 pagesAr005Maritza EnriquezNo ratings yet
- Application of Contemporary Fibers in Apparels CRAiLAR FibreDocument4 pagesApplication of Contemporary Fibers in Apparels CRAiLAR FibreVasant Kothari100% (1)
- The History of Glass MakingDocument7 pagesThe History of Glass MakingHaries GarciaNo ratings yet
- Sandeep ChemistryDocument21 pagesSandeep ChemistrySandeep Nandan MishraNo ratings yet
- Fairlane Rollers PDFDocument62 pagesFairlane Rollers PDFvcockscribdNo ratings yet
- TxDoT 6210 Vertical Mositure Barrier Specs PDFDocument3 pagesTxDoT 6210 Vertical Mositure Barrier Specs PDFthadikkaranNo ratings yet
- Doors and WindowsDocument77 pagesDoors and WindowsVipulParashar0% (1)
- Notification: Description of Goods PCT Heading NoDocument8 pagesNotification: Description of Goods PCT Heading NoMohmmad HarisNo ratings yet
- Simcon PDFDocument280 pagesSimcon PDFEmily Ochoa100% (1)
- Civil Engineering: FormworkDocument28 pagesCivil Engineering: FormworkSreenivas NaiduNo ratings yet
- Thecnology Unit 3: The Wood (1º ESO)Document4 pagesThecnology Unit 3: The Wood (1º ESO)recursosesoNo ratings yet
- Catalogo BluwaveDocument49 pagesCatalogo BluwaveJ. William SandovalNo ratings yet
- Pile Foundation SpecificationDocument35 pagesPile Foundation SpecificationlearnafrenNo ratings yet
- Concrete AdmixturesDocument17 pagesConcrete AdmixturesNaveen Veeramani100% (7)
- SikaTop Seal-107 2011-10 - 1Document4 pagesSikaTop Seal-107 2011-10 - 1hanifNo ratings yet
- TC TechDataSheet EM6000 R3Document4 pagesTC TechDataSheet EM6000 R3juanDNo ratings yet
- Nickel Coatings GuideDocument2 pagesNickel Coatings GuideDavid GillNo ratings yet
- Social Housing in LondonDocument5 pagesSocial Housing in Londonss44kkuurraa8888No ratings yet
- Gypsum ProductsDocument61 pagesGypsum Productsrusschallenger100% (1)
- Flooring Procedure and Inspection PlanDocument4 pagesFlooring Procedure and Inspection PlanAkhilesh Kumar0% (1)
- Optical Fiber Manufacturing ProcessDocument3 pagesOptical Fiber Manufacturing ProcessMavic TumbagaNo ratings yet
- MANUAL - CoatingsDocument285 pagesMANUAL - Coatingsbacitus100% (6)
- Smart Formualting Europa-FinalDocument32 pagesSmart Formualting Europa-FinalkmoorNo ratings yet