You might also like
- A Case Study of Low Speed Bearing Monitoring in A Paperboard PlantDocument9 pagesA Case Study of Low Speed Bearing Monitoring in A Paperboard PlantPIRATASANTANANo ratings yet
- Induction MotorDocument50 pagesInduction MotorsunhuynhNo ratings yet
- HB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsDocument4 pagesHB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsRafael Charry AndradeNo ratings yet
- Vibration Analysis Rolling Element BearingDocument20 pagesVibration Analysis Rolling Element BearingmilaNo ratings yet
- SPM Training2Document33 pagesSPM Training2Sat100% (1)
- Grease Refill QtyDocument3 pagesGrease Refill QtyParmasamy SubramaniNo ratings yet
- VACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10Document1 pageVACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10ho-faNo ratings yet
- Operating Instructions and Maintenance Manual For LV AC Induction MotorsDocument22 pagesOperating Instructions and Maintenance Manual For LV AC Induction MotorsAlwyzz Happie RaamzzNo ratings yet
- SKF No Wear Coating - DLCDocument6 pagesSKF No Wear Coating - DLCLLNo ratings yet
- Belt Drive SystemsDocument8 pagesBelt Drive SystemsYavuz KeskinNo ratings yet
- Omni Trend Getting StartedDocument32 pagesOmni Trend Getting Startedtgrtrtqwreyt0% (1)
- Motor Regreasing PGMDocument8 pagesMotor Regreasing PGMmuhamad.badar9285No ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
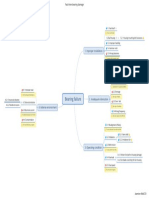
- Bearing Failure Fault TreeDocument1 pageBearing Failure Fault TreeKris TrezegoalNo ratings yet
- 2400 Service PresentationDocument24 pages2400 Service PresentationJuan Gabriel Pari ChipanaNo ratings yet
- WE 201 - Bearing Maintenance and TechnologyDocument2 pagesWE 201 - Bearing Maintenance and TechnologyBjorn FejerNo ratings yet
- Tightening Torque SN 60084 3 2009Document7 pagesTightening Torque SN 60084 3 2009cahyoNo ratings yet
- Vulcan GoodDocument48 pagesVulcan Goodtanha56313955No ratings yet
- Monitor Shaft Motion with Orbit, Timebase, and Centerline PlotsDocument5 pagesMonitor Shaft Motion with Orbit, Timebase, and Centerline Plotsjameel babooramNo ratings yet
- SMP 7Document5 pagesSMP 7gullipalli srinivasa raoNo ratings yet
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and CureslorindalNo ratings yet
- Grid Coupling PDFDocument6 pagesGrid Coupling PDFsgupta_615796100% (1)
- INA CatalogueDocument110 pagesINA CatalogueStroia Constantin MariusNo ratings yet
- Vibration Monitoring: Envelope Signal ProcessingDocument14 pagesVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- Toothed Coupling Installation and Maintenance Guide PDFDocument18 pagesToothed Coupling Installation and Maintenance Guide PDFrazvanNo ratings yet
- SEW MC Series Gear UnitsDocument104 pagesSEW MC Series Gear UnitsPaolo100% (1)
- The SKF Model For Calculating The Frictional MovementDocument15 pagesThe SKF Model For Calculating The Frictional Movementdaviqperez100% (1)
- Installation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyDocument26 pagesInstallation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyBharat TailorNo ratings yet
- Geometry and Dimensional Tolerances of Engine BearingsDocument8 pagesGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNo ratings yet
- Angular Contact Bearing SKFDocument26 pagesAngular Contact Bearing SKFjayendrakashyap010% (1)
- GE Hydro Thrust BearingsDocument3 pagesGE Hydro Thrust BearingsJesusMaldonado0% (1)
- Gear Tooth Contact PatternsDocument3 pagesGear Tooth Contact PatternsToua YajNo ratings yet
- Clean Oil GuideDocument28 pagesClean Oil GuideAlex VulpeNo ratings yet
- IEC 60072 Shaft and Flange Runout TolerancesDocument1 pageIEC 60072 Shaft and Flange Runout Tolerancesbiranchi satapathyNo ratings yet
- Explanation of False Versus True BrinellingDocument7 pagesExplanation of False Versus True BrinellingHaitham YoussefNo ratings yet
- Bearing Life Calculation - Bearing Loads & Speeds - American Roller BearingDocument7 pagesBearing Life Calculation - Bearing Loads & Speeds - American Roller BearingNNOUBAIHNo ratings yet
- Split Plummer Block Housings SNVDocument84 pagesSplit Plummer Block Housings SNVKharimul AzizNo ratings yet
- Aligment Methods-Act 20161120Document95 pagesAligment Methods-Act 20161120Mohamed MusaNo ratings yet
- SKF Bearing Failure and CausesDocument44 pagesSKF Bearing Failure and CausescazacuphNo ratings yet
- Shaft CouplingsDocument121 pagesShaft CouplingsvenkeekuNo ratings yet
- Study On Torsional Stiffness of Engine CrankshaftDocument5 pagesStudy On Torsional Stiffness of Engine CrankshaftBestin VargheseNo ratings yet
- Bearing Failures and Root CausesDocument19 pagesBearing Failures and Root CausesMiroslav ZecNo ratings yet
- Resilient CouplingsDocument7 pagesResilient CouplingsAriyanNo ratings yet
- 2 - Slow Speed Vibration Signal AnalysisDocument9 pages2 - Slow Speed Vibration Signal AnalysisSasi NimmakayalaNo ratings yet
- Bearing TestersDocument6 pagesBearing TestersAshwani KansaraNo ratings yet
- Alignment For Mechanical EquipmentDocument2 pagesAlignment For Mechanical EquipmentAzmi NordinNo ratings yet
- Fallas en CojinetesDocument2 pagesFallas en CojinetesAlfredo OrellanaNo ratings yet
- AMB AMC Machine DescriptionDocument87 pagesAMB AMC Machine DescriptionEduard Nurmetov0% (1)
- Plummer Blocks: Tightening Bolt Oil Fill PlugDocument30 pagesPlummer Blocks: Tightening Bolt Oil Fill Plugmanoj983@gmail.comNo ratings yet
- Plummer en 03-32Document30 pagesPlummer en 03-32refeiNo ratings yet
- Boundary Dimensions and Bearing Number CodesDocument4 pagesBoundary Dimensions and Bearing Number Codesps_07inNo ratings yet
- Bearing Number CodesDocument4 pagesBearing Number CodesDSGNo ratings yet
- Plummer Block Housings: FeaturesDocument3 pagesPlummer Block Housings: FeaturesrefeiNo ratings yet
- Needle Cages and Roller Cages: ConstructionDocument12 pagesNeedle Cages and Roller Cages: ConstructionMohan Kumar MathrubaiNo ratings yet
- Boundary Dimensions and Bearing Number CodesDocument4 pagesBoundary Dimensions and Bearing Number CodesPutra Kanjeng Romo RomoNo ratings yet
- Catalogo Rotulas IKODocument14 pagesCatalogo Rotulas IKOpedroNo ratings yet
- Center Drills - Broca de CentroDocument4 pagesCenter Drills - Broca de CentrobiluzinNo ratings yet
- Shear StudDocument7 pagesShear StudcongtubatdaNo ratings yet
- Fluro CatalogueDocument56 pagesFluro CatalogueachinvanshNo ratings yet
- ASA Couplings (4) Oldham'sDocument8 pagesASA Couplings (4) Oldham'sIan DonovanNo ratings yet
- Important Accounting Concepts That Shape StatementsDocument4 pagesImportant Accounting Concepts That Shape StatementsVivek AradhyaNo ratings yet
- HRM Course 9.6.15 - For PGDMDocument1 pageHRM Course 9.6.15 - For PGDMVivek AradhyaNo ratings yet
- Cash Flow StatementDocument1 pageCash Flow StatementSabin LalNo ratings yet
- Drawing On The Funny Side of The Brain - Christopher HartDocument162 pagesDrawing On The Funny Side of The Brain - Christopher HartVivek Aradhya100% (1)
- Remote Controlled Screw Jack Project ReportDocument2 pagesRemote Controlled Screw Jack Project ReportVivek AradhyaNo ratings yet
- Asuds ManualDocument131 pagesAsuds ManualVivek AradhyaNo ratings yet
- Plummer Block DskatkasndfmDocument30 pagesPlummer Block DskatkasndfmVivek AradhyaNo ratings yet
- Road To Serfdom in CartoonsDocument10 pagesRoad To Serfdom in CartoonsJake WilliamsNo ratings yet
- Auto GeneralDocument13 pagesAuto GeneralSmokyZgNo ratings yet
- CartoonDocument4 pagesCartoonVivek AradhyaNo ratings yet
- 2173 131013104635 Phpapp02Document32 pages2173 131013104635 Phpapp02Vivek AradhyaNo ratings yet
- Application Request Letter For ProjectDocument1 pageApplication Request Letter For ProjectVivek AradhyaNo ratings yet
- An Insight Into PlasticsDocument7 pagesAn Insight Into PlasticsVivek AradhyaNo ratings yet
- 8th Sem BE VTU Seminar FormatDocument6 pages8th Sem BE VTU Seminar FormatSourabhAdike79% (14)
- Guide To OvermouldingDocument10 pagesGuide To OvermouldingVivek AradhyaNo ratings yet
- Jan 12 NallDocument1 pageJan 12 NallPradeep GsNo ratings yet
- Seminar Report Format Vtu 8th SemDocument3 pagesSeminar Report Format Vtu 8th SemAkhilesh Bhushan71% (7)
- Application Request Letter For ProjectDocument1 pageApplication Request Letter For ProjectVivek AradhyaNo ratings yet
- Driller Controller User ManualDocument12 pagesDriller Controller User ManualYahya BA100% (1)
- Vibration PDFDocument48 pagesVibration PDFtruva_kissNo ratings yet
- Pilot RMG 630a, RMG 640: Product InformationDocument7 pagesPilot RMG 630a, RMG 640: Product InformationsxturboNo ratings yet
- 980a1003 PDFDocument48 pages980a1003 PDFMichael DavenportNo ratings yet
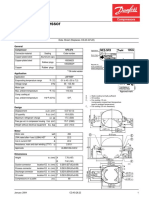
- NF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsDocument2 pagesNF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsMiguel CamposNo ratings yet
- Pneumatic Systems: Aircraft High-Pressure Pneumatic SystemsDocument14 pagesPneumatic Systems: Aircraft High-Pressure Pneumatic SystemsAndreas.G100% (1)
- Central Institute of Tool DesignDocument1 pageCentral Institute of Tool DesignManoj SahuNo ratings yet
- To11c5 e 00 PDFDocument526 pagesTo11c5 e 00 PDFGradimir MilanovicNo ratings yet
- Metrology Chapter 13Document70 pagesMetrology Chapter 13Sweekar KhadkaNo ratings yet
- Design of Deck Girder BridgesDocument65 pagesDesign of Deck Girder BridgesEna Mie CambaNo ratings yet
- Manual de Moto SoldadorDocument78 pagesManual de Moto SoldadorYimmy Alexander Parra Marulanda100% (1)
- Kelly Valve: When Ordering Please SpecifyDocument8 pagesKelly Valve: When Ordering Please SpecifyAhmad Reza FarokhiNo ratings yet
- Orifice Plate With Carrier Ring Assembly PDFDocument1 pageOrifice Plate With Carrier Ring Assembly PDFaravindNo ratings yet
- Mechanical FPD P.sanchezDocument9 pagesMechanical FPD P.sanchezHailley DensonNo ratings yet
- New Developments in Pavement Design - Some IssuesDocument45 pagesNew Developments in Pavement Design - Some IssuesSalam FaithNo ratings yet
- Condenser Hot Vapor Bypass Control: PetrocontrolDocument6 pagesCondenser Hot Vapor Bypass Control: Petrocontrolonizuka-t2263No ratings yet
- 1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceDocument11 pages1.0 2.0 The Importance of Maintenance 3.0 Maintenance Activites 4.0 Types of MaintenanceIstiQamahh MuhamadNo ratings yet
- Experiment 4 (Physics For Eng)Document9 pagesExperiment 4 (Physics For Eng)RESI-AURIN, JK L.No ratings yet
- 800reozm 0318Document3 pages800reozm 0318Xuân Huy NguyễnNo ratings yet
- Acknowledgement: Mechanical DesignDocument72 pagesAcknowledgement: Mechanical DesignEyob KetemaNo ratings yet
- Technical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required ActualDocument2 pagesTechnical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required Actualkarim tarekNo ratings yet
- Park Brake Recall ActionDocument13 pagesPark Brake Recall Actionrobocop81No ratings yet
- DSS Site Visit ReportDocument13 pagesDSS Site Visit Report39 - Deep MandokarNo ratings yet
- Mechanical Engineer Resume CAD Skills 12 Years ExperienceDocument3 pagesMechanical Engineer Resume CAD Skills 12 Years ExperienceNilay GandhiNo ratings yet
- Assignment 06Document1 pageAssignment 06anurag kumarNo ratings yet
- AVK Dams - Reservoirs - HydroPower BrochureDocument15 pagesAVK Dams - Reservoirs - HydroPower Brochureindra putraNo ratings yet
- Emoving and Installing TurbochargerDocument7 pagesEmoving and Installing TurbochargerDamir MiholićNo ratings yet
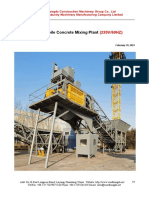
- YHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)Document5 pagesYHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)DelioNo ratings yet
- Marcet Boiler Final Lab ReportDocument14 pagesMarcet Boiler Final Lab ReportHerschelle ShongweNo ratings yet
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFDocument778 pagesEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)