You might also like
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- Pv-Elite He 101 - Rev 7Document118 pagesPv-Elite He 101 - Rev 7Dwi Putra100% (1)
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 pagesUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarNo ratings yet
- CfmotoDocument155 pagesCfmotoUmar ShamsudinNo ratings yet
- 3x6x5.6 Box CulvertDocument851 pages3x6x5.6 Box CulvertRudra Sharma100% (1)
- Storage Tank DesignDocument43 pagesStorage Tank DesignsamvendanNo ratings yet
- BearingsDocument20 pagesBearingsMuhammad AsadNo ratings yet
- EML2322L-Engineering Change NoticeDocument5 pagesEML2322L-Engineering Change NoticeJohn MelvinNo ratings yet
- Design Data BookDocument639 pagesDesign Data BookVasanth Chakravarthy100% (2)
- N F N A: Input Data & Design SummaryDocument9 pagesN F N A: Input Data & Design SummaryOswaldo SuárezNo ratings yet
- 2X10X5.5 MNBDocument680 pages2X10X5.5 MNBRudra SharmaNo ratings yet
- Api 650Document42 pagesApi 650samvendan100% (1)
- Bearing - Mate Mounting and Carrying Tool: Technical Product InformationDocument11 pagesBearing - Mate Mounting and Carrying Tool: Technical Product InformationmahaveenNo ratings yet
- 442Document76 pages442smhcnr88No ratings yet
- TW Unloading Arms Tender DocumentDocument37 pagesTW Unloading Arms Tender DocumentVeena S VNo ratings yet
- Bow String Girder Steel Members Design As Per IRC Code Bow-String Girder - DesignDocument967 pagesBow String Girder Steel Members Design As Per IRC Code Bow-String Girder - DesignStructural SpreadsheetsNo ratings yet
- ALLWEILER-Pump GK 796451 CWH 250-500 GB PDFDocument8 pagesALLWEILER-Pump GK 796451 CWH 250-500 GB PDFGeorge_Wabag_2014100% (1)
- Thomas Rexnord Spacer CouplingsDocument6 pagesThomas Rexnord Spacer CouplingsAnonymous ieWpd823Lg100% (1)
- Part Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialDocument5 pagesPart Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialGỗ MộcNo ratings yet
- Base Magnetica 6306-1020Document1 pageBase Magnetica 6306-1020Martin Andre AlburquequeNo ratings yet
- Rodmaientos Bomba de Zinc Stock TankDocument4 pagesRodmaientos Bomba de Zinc Stock TankFAVIONo ratings yet
- Ag Group: Unless Otherwise Specified: JSL 03-10-04Document1 pageAg Group: Unless Otherwise Specified: JSL 03-10-04Anonymous IQD4PqB876No ratings yet
- 566 563D TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pages566 563D TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialFAVIONo ratings yet
- Notes: Unless Otherwise Specified:: Isometric ViewDocument4 pagesNotes: Unless Otherwise Specified:: Isometric ViewAbdelali YacoubiNo ratings yet
- HM237535 HM237510 TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesHM237535 HM237510 TaperedRollerBearings TS (TaperedSingle) ImperialPaolaNo ratings yet
- Ag Group: Unless Otherwise Specified: JSL 03-10-04Document1 pageAg Group: Unless Otherwise Specified: JSL 03-10-04Anonymous IQD4PqB876No ratings yet
- Ag 0003 B PDFDocument1 pageAg 0003 B PDFAnonymous IQD4PqB876No ratings yet
- EML2322L Design For Manufacturing Examples PDFDocument13 pagesEML2322L Design For Manufacturing Examples PDFNitinNo ratings yet
- HH221434 HH221410 B TaperedRollerBearings TSF (TaperedSinglewithFlange) Imperial PDFDocument5 pagesHH221434 HH221410 B TaperedRollerBearings TSF (TaperedSinglewithFlange) Imperial PDFjcojedar2009No ratings yet
- Part Number 22317EJW33, Spherical Roller Bearings - Steel CageDocument4 pagesPart Number 22317EJW33, Spherical Roller Bearings - Steel CageXiaoYaiZiZaiNo ratings yet
- Part Number 22211KEJW33, Spherical Roller Bearings - Steel CageDocument4 pagesPart Number 22211KEJW33, Spherical Roller Bearings - Steel CageXiaoYaiZiZaiNo ratings yet
- 3321-60055 PDDDocument1 page3321-60055 PDDdaniel.rabahdunordNo ratings yet
- Elastomer Bellows Seal: Performance Capabilities Product DescriptionDocument4 pagesElastomer Bellows Seal: Performance Capabilities Product DescriptionKaarthicNatarajanNo ratings yet
- Concrete Anchor Tension Pullout Force Design Calculator - Engineers EdgeDocument2 pagesConcrete Anchor Tension Pullout Force Design Calculator - Engineers Edgegayathri130893No ratings yet
- Timken Part Number H242649 - H242610CD, Tapered Roller Bearings - TDO (Tapered Double Outer) ImperialDocument5 pagesTimken Part Number H242649 - H242610CD, Tapered Roller Bearings - TDO (Tapered Double Outer) ImperialHector DuarteNo ratings yet
- EagleBurgmann EA560 enDocument3 pagesEagleBurgmann EA560 enebrahim zidaneNo ratings yet
- Catalogue 2 1Document6 pagesCatalogue 2 1Lazzarus Az GunawanNo ratings yet
- DWG 00001Document4 pagesDWG 00001ariyaNo ratings yet
- Cold-Formed Steel Design CheckDocument2 pagesCold-Formed Steel Design CheckLuís OliveiraNo ratings yet
- HM212049 HM212011 TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesHM212049 HM212011 TaperedRollerBearings TS (TaperedSingle) ImperialPherNo ratings yet
- UntitledDocument12 pagesUntitledAdar OsNo ratings yet
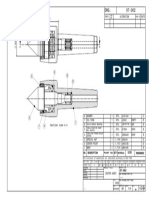
- CENTER ASSEY (07-002) - Sheet - 1Document1 pageCENTER ASSEY (07-002) - Sheet - 1daryosh hassanyNo ratings yet
- Contanier QRDocument49 pagesContanier QRAxel LetonaNo ratings yet
- Romy Beral - Tunnel 300 Hoist Beam Plan - CommentedDocument4 pagesRomy Beral - Tunnel 300 Hoist Beam Plan - CommentedRERA MEHCORPNo ratings yet
- HM89446 HM89410 TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesHM89446 HM89410 TaperedRollerBearings TS (TaperedSingle) ImperialSachin JawaleNo ratings yet
- Steel Connections: ResultsDocument6 pagesSteel Connections: ResultsJay SalasNo ratings yet
- Type 6: Elastomer Bellows SealDocument4 pagesType 6: Elastomer Bellows SealTommy Tran NguyenNo ratings yet
- 0169 ModelDocument1 page0169 ModelDwi Angga HermantoNo ratings yet
- TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesTaperedRollerBearings TS (TaperedSingle) ImperialPaolaNo ratings yet
- Docr-070640 Customer Interface Drawing Xgi-1000 Rev BDocument4 pagesDocr-070640 Customer Interface Drawing Xgi-1000 Rev BBaggi NNo ratings yet
- Metric Dowel PinsDocument1 pageMetric Dowel Pinsashey7777No ratings yet
- IDOT 2020 Bridge Design Updates - Guide Specifications For Wind Loads For Structures Under ConstructionDocument34 pagesIDOT 2020 Bridge Design Updates - Guide Specifications For Wind Loads For Structures Under ConstructionJoe AndrewsNo ratings yet
- Renold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructDocument12 pagesRenold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructJorge ContrerasNo ratings yet
- SHS RHSDocument4 pagesSHS RHSlirensso doyisoNo ratings yet
- Timken Part Number 387, Tapered Roller Bearings - Single Cones - ImperialDocument4 pagesTimken Part Number 387, Tapered Roller Bearings - Single Cones - ImperialfuclaNo ratings yet
- Timken Part Number 95525 - 95925-B, Tapered Roller Bearings - TSF (Tapered Single With Flange) ImperialDocument5 pagesTimken Part Number 95525 - 95925-B, Tapered Roller Bearings - TSF (Tapered Single With Flange) ImperialGaston de los ReyesNo ratings yet
- 1.0 Experiment Learning Outcomes: Workshop Title Duration:::: Plant Laboratory Bearing Works 4 HoursDocument25 pages1.0 Experiment Learning Outcomes: Workshop Title Duration:::: Plant Laboratory Bearing Works 4 HoursS. ThivyanNo ratings yet
- 523-XXX - Coupling Cut SheetDocument1 page523-XXX - Coupling Cut SheetRavishankarNo ratings yet
- Calculation Notes of KnaufDocument20 pagesCalculation Notes of KnaufAhmed EgyNo ratings yet
- SF2950-6081 PDDDocument1 pageSF2950-6081 PDDnamphamNo ratings yet
- Detroit Engine Service Manual DD S V 71 SerDocument12 pagesDetroit Engine Service Manual DD S V 71 SerAndrey PomazanovNo ratings yet
- EE650170 650270 TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesEE650170 650270 TaperedRollerBearings TS (TaperedSingle) ImperialJuan LopezNo ratings yet
- 3 EE650170-650270-TaperedRollerBearings-TS (TaperedSingle) ImperialDocument5 pages3 EE650170-650270-TaperedRollerBearings-TS (TaperedSingle) ImperialJuan LopezNo ratings yet
- Amine Vessel Out FinalDocument273 pagesAmine Vessel Out FinalVanshika MishraNo ratings yet
- THRUST BLOCK SCHEDULE 2-ModelDocument1 pageTHRUST BLOCK SCHEDULE 2-ModelDunia AnakNo ratings yet
- Contact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftFrom EverandContact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftNo ratings yet
- KAfo DCMC AdvantagesDocument14 pagesKAfo DCMC AdvantagesRajiv GandhiNo ratings yet
- Design and Fabricatio of GovernorsDocument45 pagesDesign and Fabricatio of GovernorsPrashanth Ramesh100% (3)
- BearingsDocument4 pagesBearingsPraveen Kumar100% (1)
- NMB Miniature Ball Bearings Catalog CompleteDocument60 pagesNMB Miniature Ball Bearings Catalog Completemiguel gomezNo ratings yet
- PulleysDocument4 pagesPulleysdantow77No ratings yet
- Nskrobust Series E TypeDocument2 pagesNskrobust Series E TypeMai Thế ToanNo ratings yet
- LM THKDocument32 pagesLM THKSachin ChalkeNo ratings yet
- Crossed Roller Paper WebDocument5 pagesCrossed Roller Paper WebMohamed Salah-EldinNo ratings yet
- g1 Theory of Machines ExperimentsDocument34 pagesg1 Theory of Machines ExperimentsBornea FlorinaNo ratings yet
- Eng Manual Swivel Joints FiltonDocument34 pagesEng Manual Swivel Joints FiltonArvind SachdevNo ratings yet
- How To Decide The Bearing Arrangement KDocument17 pagesHow To Decide The Bearing Arrangement KBurak KoyuncuogluNo ratings yet
- Instrument and Precision Bearing Lubricants-Part 1 Oils: Standard Guide ForDocument15 pagesInstrument and Precision Bearing Lubricants-Part 1 Oils: Standard Guide ForkrutikNo ratings yet
- 160 Grundfos Motor BookDocument16 pages160 Grundfos Motor BookKraponis TylnessNo ratings yet
- WEG w22 Three Phase Electric MotorDocument44 pagesWEG w22 Three Phase Electric MotorMATIAS GODOYNo ratings yet
- Tutorial 5 UpdatedDocument2 pagesTutorial 5 UpdatedMahmoud A. ElfowyNo ratings yet
- Bearing TypesDocument5 pagesBearing TypesWayuNo ratings yet
- PBC Linear Motion CatalogDocument204 pagesPBC Linear Motion Catalogmanoj6189No ratings yet
- Multistage Pump - Kirloskar PDFDocument63 pagesMultistage Pump - Kirloskar PDFpsuvarnasNo ratings yet
- Propeller Maintenance Manual 132A: Page 5-5 Rev. 22 Dec/20Document46 pagesPropeller Maintenance Manual 132A: Page 5-5 Rev. 22 Dec/20Alexis KidemaNo ratings yet
- Us5753799 PDFDocument17 pagesUs5753799 PDFDeepak DeepuNo ratings yet
- Rolling Contact Bearings PDFDocument15 pagesRolling Contact Bearings PDFnaufal labibNo ratings yet
- FLT Bearing Group: FLT Polska Sp. Z O.ODocument52 pagesFLT Bearing Group: FLT Polska Sp. Z O.OIgorNo ratings yet