You might also like
- A Review For Cutting Forces and Stresses in Circular SawsDocument5 pagesA Review For Cutting Forces and Stresses in Circular SawsPaolo RossiNo ratings yet
- 10 Tolerance Stackup UpdDocument68 pages10 Tolerance Stackup UpdMarco RicardNo ratings yet
- Geometric Dimensioning and TolerancingDocument6 pagesGeometric Dimensioning and TolerancingPedro LeosNo ratings yet
- Joining Processes: Permanent JointsDocument31 pagesJoining Processes: Permanent JointsgemnikkicNo ratings yet
- Weld Defects CswipDocument10 pagesWeld Defects CswipOLiver RobertNo ratings yet
- Semitub DesignDocument2 pagesSemitub DesignWero579No ratings yet
- Chapter 22 Welding Joint Design and SYMBOLSDocument67 pagesChapter 22 Welding Joint Design and SYMBOLSRiddhi SarvaiyaNo ratings yet
- Codes For Vessels/Heat ExchangersDocument23 pagesCodes For Vessels/Heat Exchangersegy pureNo ratings yet
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDocument13 pagesUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanNo ratings yet
- Fits TolerancesDocument26 pagesFits TolerancesHardeep Singh BaliNo ratings yet
- Welding ATWDocument62 pagesWelding ATWARPIT MATHURNo ratings yet
- Tolerance Stack Up Analysis What Is Stack Up Analysis?Document25 pagesTolerance Stack Up Analysis What Is Stack Up Analysis?Venkadakrishnan ThiagarajanNo ratings yet
- GD&TDocument10 pagesGD&TShahed FacebookNo ratings yet
- BoilerTubes - TechnitubeDocument24 pagesBoilerTubes - TechnitubeMMPAPNo ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- Symbols PDFDocument8 pagesSymbols PDFakhilNo ratings yet
- Tolerance All OcDocument34 pagesTolerance All OcNithishNo ratings yet
- kλ Beam Spread D: 19.5 mm Near Zone =Document6 pageskλ Beam Spread D: 19.5 mm Near Zone =Malcolm DowNo ratings yet
- Tolerances FitsDocument25 pagesTolerances FitsAnonymous E2oSW7No ratings yet
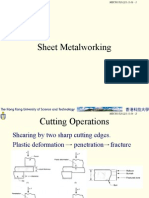
- L21 - SheetmetalDocument28 pagesL21 - SheetmetalAanand Rishabh DagaNo ratings yet
- Dimensional Quality Engineering PowerpointDocument15 pagesDimensional Quality Engineering PowerpointSalman JavedNo ratings yet
- Wire Rope Slings by Safety SlingDocument4 pagesWire Rope Slings by Safety SlingRajNo ratings yet
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- BSEN ISO-2553 Standard Symbols For WeldingDocument16 pagesBSEN ISO-2553 Standard Symbols For Weldingاحمد عمر حديد100% (1)
- Chapter 5 Centre of GravityDocument27 pagesChapter 5 Centre of Gravityq magicNo ratings yet
- GD&T Dimensional DatumDocument21 pagesGD&T Dimensional DatumMathai Ouseph100% (1)
- GDT Spring 2010tDocument278 pagesGDT Spring 2010tYanaki HristovNo ratings yet
- 05 StraightnessMeasurement90Document90 pages05 StraightnessMeasurement90maddy_scribdNo ratings yet
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- 6-Welding Symbols - KashyapDocument32 pages6-Welding Symbols - Kashyapabhinay soni100% (1)
- DS Prestress HBDocument28 pagesDS Prestress HBBrian James MarzanNo ratings yet
- Geometrical Dimensioning and TolerenceDocument61 pagesGeometrical Dimensioning and TolerenceAd Man GeTigNo ratings yet
- ME 424/426 Drawing GuidelinesDocument5 pagesME 424/426 Drawing GuidelinesshivajitagiNo ratings yet
- Welding Calculations: Return To Main Menu BasicsDocument27 pagesWelding Calculations: Return To Main Menu BasicsBarry LibertyNo ratings yet
- Machining Symbol 1Document8 pagesMachining Symbol 1Prasanna RajaNo ratings yet
- Geometric Dimensioning and TolerancingDocument15 pagesGeometric Dimensioning and TolerancingDillpreet NanuaNo ratings yet
- CIVDES2 Lecture Notes - 13 Bolted ConnectionDocument26 pagesCIVDES2 Lecture Notes - 13 Bolted ConnectionVivian RositaNo ratings yet
- CE319 Design of Steel StructureDocument53 pagesCE319 Design of Steel StructureMD Mazharul Islam BappyNo ratings yet
- AG - Base Plate With Moment & Axial CompressionDocument4 pagesAG - Base Plate With Moment & Axial CompressionPereira da SilvaNo ratings yet
- Welding SymbolsDocument10 pagesWelding SymbolskvsagarNo ratings yet
- En 10029 For Hot Rolled Plate 3mm and AboveDocument4 pagesEn 10029 For Hot Rolled Plate 3mm and AboveIlkin hasanovNo ratings yet
- CH 2: Manufacturing AspectDocument18 pagesCH 2: Manufacturing Aspectankit kumarNo ratings yet
- AISC - Splice ConferenceDocument4 pagesAISC - Splice ConferenceKamal HalawiNo ratings yet
- 15 - Tolerance Accumulation and AnalysisDocument80 pages15 - Tolerance Accumulation and Analysisரஞ்சன் ஞானயோளிNo ratings yet
- Rigging FittingsDocument52 pagesRigging FittingsbhaskarjalanNo ratings yet
- SK EngineeringDocument16 pagesSK EngineeringOmkar waghuleNo ratings yet
- Statistical Geometric Computation On Tolerances For DimensioningDocument9 pagesStatistical Geometric Computation On Tolerances For DimensioningSudeep Kumar SinghNo ratings yet
- Chapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)Document4 pagesChapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)v pavanNo ratings yet
- WWW Bgstructuralengineering ComDocument5 pagesWWW Bgstructuralengineering ComAngelTinocoNo ratings yet
- Structural Steel Design Cie 552: Hopeson Kasumba M.Eng, B.Eng, Macez, Meiz, PR - Eng, R.EngDocument30 pagesStructural Steel Design Cie 552: Hopeson Kasumba M.Eng, B.Eng, Macez, Meiz, PR - Eng, R.EngPenelope MalilweNo ratings yet
- Influence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloyDocument15 pagesInfluence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloySakthi ManokaranNo ratings yet
- Bs5950 RevisionsDocument18 pagesBs5950 RevisionsRo-bert MagoNo ratings yet
- Weld StrengthDocument6 pagesWeld StrengthAqil GhaffarNo ratings yet
- Crack Propagation in EBW JointsDocument8 pagesCrack Propagation in EBW JointsEidertxuNo ratings yet
- Life Fatigue Estimation of Welding Seams Based On Notch StrainsDocument7 pagesLife Fatigue Estimation of Welding Seams Based On Notch StrainsbalakaleesNo ratings yet
- Chapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsDocument5 pagesChapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsIndra NainggolanNo ratings yet
- Connection Design in The New AISC ManualDocument3 pagesConnection Design in The New AISC ManualchikitearNo ratings yet
- Mechanisms of Block Shear Failure of Bolted ConnectionsDocument16 pagesMechanisms of Block Shear Failure of Bolted Connectionsakr345No ratings yet
- Welding ConnectionDocument46 pagesWelding ConnectionSabih Hashim AlzuhairyNo ratings yet
- Learning ObjectivesDocument38 pagesLearning ObjectivesprasenjitsayantanNo ratings yet
- Pit Furnace: Surface Combustion, Inc. 1700 Indian Wood Circle Maumee, Ohio 43537Document1 pagePit Furnace: Surface Combustion, Inc. 1700 Indian Wood Circle Maumee, Ohio 43537prasenjitsayantanNo ratings yet
- Car-Bottom Furnace/Technology: Electrodes Special CarbonDocument3 pagesCar-Bottom Furnace/Technology: Electrodes Special CarbonprasenjitsayantanNo ratings yet
- International Gear Notation - Symbols For Geometrical Data: Indian StandardDocument7 pagesInternational Gear Notation - Symbols For Geometrical Data: Indian StandardprasenjitsayantanNo ratings yet
- IntegralDocument4 pagesIntegralprasenjitsayantanNo ratings yet
- c11 Proe WFDocument34 pagesc11 Proe WFprasenjitsayantanNo ratings yet
- IntroDocument36 pagesIntroprasenjitsayantanNo ratings yet
- c02 Proe wf3Document23 pagesc02 Proe wf3prasenjitsayantanNo ratings yet
- Learning Objectives:: Create Components of The Project Assemblies in The Part Mode of Pro/EngineerDocument39 pagesLearning Objectives:: Create Components of The Project Assemblies in The Part Mode of Pro/EngineerprasenjitsayantanNo ratings yet
- c10 Proe WFDocument38 pagesc10 Proe WFprasenjitsayantanNo ratings yet
- c08 Proe WFDocument38 pagesc08 Proe WFprasenjitsayantanNo ratings yet
- Learning Objectives:: Sweep Solid Sweep ThinDocument48 pagesLearning Objectives:: Sweep Solid Sweep ThinprasenjitsayantanNo ratings yet
- Learning Objectives:: Copy Move Mirror ToolDocument50 pagesLearning Objectives:: Copy Move Mirror ToolprasenjitsayantanNo ratings yet
- c05 Proe WFDocument44 pagesc05 Proe WFprasenjitsayantanNo ratings yet
- c04 Proe WFDocument41 pagesc04 Proe WFprasenjitsayantanNo ratings yet
- c01 Proe wf3Document32 pagesc01 Proe wf3prasenjitsayantanNo ratings yet
- c03 Proe wf3Document34 pagesc03 Proe wf3prasenjitsayantanNo ratings yet
- SolidworksDocument33 pagesSolidworksprasenjitsayantanNo ratings yet
- Housingless Stand With Hydraulic Cylinder ArrangementDocument3 pagesHousingless Stand With Hydraulic Cylinder ArrangementprasenjitsayantanNo ratings yet
- InventorDocument101 pagesInventorprasenjitsayantanNo ratings yet
- Iron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018Document30 pagesIron - Carbon Phase Diagram: Sandeep Nair CB - EN.P2MFG15018prasenjitsayantan100% (1)
- Presented By-Gaurav ShuklaDocument12 pagesPresented By-Gaurav ShuklaprasenjitsayantanNo ratings yet
- Pro E Fundamentals OverviewDocument12 pagesPro E Fundamentals OverviewprasenjitsayantanNo ratings yet
- Creo Revolved FeatureDocument12 pagesCreo Revolved FeatureprasenjitsayantanNo ratings yet
- Welding Standard CalculationDocument9 pagesWelding Standard CalculationprasenjitsayantanNo ratings yet
- LR Solutions For Long Product Rolling Mill (En)Document42 pagesLR Solutions For Long Product Rolling Mill (En)prasenjitsayantan100% (1)
- Proceedings. (Workshop On Steel Plant and Rolling Mill Rehabilitation) (19826.en)Document98 pagesProceedings. (Workshop On Steel Plant and Rolling Mill Rehabilitation) (19826.en)prasenjitsayantanNo ratings yet
- Arc Furnace Pollution Control by Prowess InternationalDocument23 pagesArc Furnace Pollution Control by Prowess Internationalprasenjitsayantan100% (1)
- Math110s Hw2solDocument4 pagesMath110s Hw2solankitNo ratings yet
- Lec4Statics Moment of A Forcepptx 1Document54 pagesLec4Statics Moment of A Forcepptx 1Jared RoseNo ratings yet
- Light It UpDocument13 pagesLight It UphyschuchhardtNo ratings yet
- Mechanism of The Degradation of PolyamidesDocument31 pagesMechanism of The Degradation of PolyamidesTrần Thanh PhongNo ratings yet
- Bent's RuleDocument3 pagesBent's RuleRSL100% (1)
- ch13Document33 pagesch13api-230427224No ratings yet
- Head LossDocument78 pagesHead LossstarykltNo ratings yet
- Transformations - Dqo, Alpha-Beta and Symmetrical ComponentsDocument12 pagesTransformations - Dqo, Alpha-Beta and Symmetrical ComponentsMadhusudhan SrinivasanNo ratings yet
- Gradients - WorksheetDocument4 pagesGradients - WorksheetEspeeNo ratings yet
- FEYNMAN, Richard. What-Do-You-Care-What-Other-People-Think PDFDocument111 pagesFEYNMAN, Richard. What-Do-You-Care-What-Other-People-Think PDFFELLINIERS100% (2)
- Class Xii - Physics - Mock Test - 1 (Obj) - 09.11.2021Document6 pagesClass Xii - Physics - Mock Test - 1 (Obj) - 09.11.2021Sankar KumarasamyNo ratings yet
- 0504062v14 Relativistic Quantum MecDocument876 pages0504062v14 Relativistic Quantum Meclcnblzr3877No ratings yet
- Motors and GeneratorsDocument29 pagesMotors and GeneratorsAnonymous JamqEgqqh1No ratings yet
- Designing Parametric Spur Gears With Catia V5Document35 pagesDesigning Parametric Spur Gears With Catia V5GeorgeThorogoodNo ratings yet
- Calibration Test of Pulse-Doppler Flow Meter at National Standard LoopsDocument7 pagesCalibration Test of Pulse-Doppler Flow Meter at National Standard LoopsAbigailNo ratings yet
- 20mnmoni55 or Sa 533 GR B CL 1Document10 pages20mnmoni55 or Sa 533 GR B CL 1Jackz UlNo ratings yet
- Current ElectricityDocument15 pagesCurrent Electricitykarayushman204No ratings yet
- Lab Manual For Physics 221: Benjamin Crowell Fullerton CollegeDocument63 pagesLab Manual For Physics 221: Benjamin Crowell Fullerton CollegeHritik MeshramNo ratings yet
- Velocity and Acceleration of A PistonDocument6 pagesVelocity and Acceleration of A PistonMushahid Yasin KiyaniNo ratings yet
- Osmosis BeetrootDocument5 pagesOsmosis BeetrootNicolas Duquenne100% (1)
- Mechanics of FluidsDocument15 pagesMechanics of FluidsAvinash SinghNo ratings yet
- PhysRevA 46 5199Document9 pagesPhysRevA 46 5199wangkNo ratings yet
- Engineering Dynamics Lab ReportDocument10 pagesEngineering Dynamics Lab ReportMian Abdul RehmanNo ratings yet
- (Doi 10.1016/b978!1!4832-2832-7.50007-1), - ICUMSA Methods of Sugar Analysis - Determination of Sucrose - (By Polarimetry)Document6 pages(Doi 10.1016/b978!1!4832-2832-7.50007-1), - ICUMSA Methods of Sugar Analysis - Determination of Sucrose - (By Polarimetry)marifa16No ratings yet
- 01 Measurement 2020Document32 pages01 Measurement 2020fillyana01No ratings yet
- Metals at High Temperatures - Thermoelectric PowerDocument7 pagesMetals at High Temperatures - Thermoelectric PowerAatir SalmanNo ratings yet
- Chem Covalent Bond 2Document53 pagesChem Covalent Bond 2Erica Joy UngriaNo ratings yet
- Internship Final Report - Applications of Quantum MechanicsDocument11 pagesInternship Final Report - Applications of Quantum MechanicsMuhammad HareesNo ratings yet
- Microwave Spectroscopy BSc-Lect-2-1Document43 pagesMicrowave Spectroscopy BSc-Lect-2-1Varun JogiNo ratings yet
- Supply Air DiffuserDocument6 pagesSupply Air Diffuserntt_121987No ratings yet