You might also like
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindFrom EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindRating: 4.5 out of 5 stars4.5/5 (3)
- A 3 Thinkingwebinar 2012Document33 pagesA 3 Thinkingwebinar 2012mancheung6429No ratings yet
- Kanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryFrom EverandKanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryRating: 5 out of 5 stars5/5 (1)
- 16228Document4 pages16228umeshjmangroliyaNo ratings yet
- Jidoka: The Toyota Principle of Building Quality into the ProcessFrom EverandJidoka: The Toyota Principle of Building Quality into the ProcessRating: 4 out of 5 stars4/5 (2)
- 07 Preparing For Kaizen Event PDFDocument3 pages07 Preparing For Kaizen Event PDFErmanda DishaNo ratings yet
- All-Wharton-2009-Rethinking Lean Beyond The Shop Floor PDFDocument18 pagesAll-Wharton-2009-Rethinking Lean Beyond The Shop Floor PDFVishnupriya SharmaNo ratings yet
- TWI Union Job Relations Manual PDFDocument129 pagesTWI Union Job Relations Manual PDFdawud.dNo ratings yet
- Masaaki ImaiDocument4 pagesMasaaki ImaiImran Khalid MarwatNo ratings yet
- Senior Leadership Lean Transformation PDFDocument48 pagesSenior Leadership Lean Transformation PDFMario Alejandro Charlin SteinNo ratings yet
- Lean Thinking Banish Waste and Create Wealth in YoDocument9 pagesLean Thinking Banish Waste and Create Wealth in YoANIYIE ONYEKANo ratings yet
- Autoliv - A Winning Formula. Target Fall 2016Document5 pagesAutoliv - A Winning Formula. Target Fall 2016Andreea CozmaNo ratings yet
- Shingo AssessmentDocument41 pagesShingo AssessmentRuddy Morales MejiaNo ratings yet
- Value Stream Mapping - Participant-Workbook PDFDocument50 pagesValue Stream Mapping - Participant-Workbook PDFmxalfon100% (1)
- Building A Lean Enterprise CultureDocument10 pagesBuilding A Lean Enterprise Culturejohn doeNo ratings yet
- Overview of Lean: Lean Management Program Sept 2012Document36 pagesOverview of Lean: Lean Management Program Sept 2012Monindika WarshakoonNo ratings yet
- 精益办公 Lean officeDocument90 pages精益办公 Lean officeanthony2069100% (2)
- Toyota KataDocument2 pagesToyota KataArely MuñozNo ratings yet
- Policy Deployment: "Hoshin Kanri" Process / Lean CoachingDocument29 pagesPolicy Deployment: "Hoshin Kanri" Process / Lean CoachingKaloyan IvanovNo ratings yet
- 62 - All Out Kaizen A Continuous Improvement Plan Delivers Change To The ProductionDocument5 pages62 - All Out Kaizen A Continuous Improvement Plan Delivers Change To The ProductionGK TiwariNo ratings yet
- Upload Kaizen Charter - Form 1 PGDocument2 pagesUpload Kaizen Charter - Form 1 PGmanuelNo ratings yet
- The Catchball ProcessDocument22 pagesThe Catchball ProcessAntoniojuarezjuarezNo ratings yet
- Medland Rother Toyota Kata PDFDocument64 pagesMedland Rother Toyota Kata PDFcheri kokNo ratings yet
- How To Deploy The Improvement KataDocument55 pagesHow To Deploy The Improvement KataPercy GomezNo ratings yet
- Value Stream Mapping in The Office MakigamiDocument12 pagesValue Stream Mapping in The Office MakigamiNatarajan Balan100% (6)
- Lean Management Tools: Presented By: Theresa Moore Thedacare Improvement SystemDocument42 pagesLean Management Tools: Presented By: Theresa Moore Thedacare Improvement SystemPradeep Poornishankar PNo ratings yet
- Gemba Walk Questions: What Is... ?Document27 pagesGemba Walk Questions: What Is... ?Abhinaya RamdassNo ratings yet
- Kaizen Event Streamlines Hot Dog ProductionDocument81 pagesKaizen Event Streamlines Hot Dog ProductionVeronica Cenci SebaldNo ratings yet
- Lean Thinking Guide for EngineersDocument80 pagesLean Thinking Guide for Engineersjwpaprk1No ratings yet
- Toyota Executive SummaryDocument16 pagesToyota Executive SummaryAmirahNo ratings yet
- Lean Assessment ChecklistDocument31 pagesLean Assessment ChecklistMuhammad Mubeen Iqbal PuriNo ratings yet
- Toyota Culture HRD ArticleDocument18 pagesToyota Culture HRD ArticleCandra WinataNo ratings yet
- Lean Six Sigma CrosswordDocument1 pageLean Six Sigma CrosswordexamplecgNo ratings yet
- 25 Kaizen Agenda STD Work 5 Day EventDocument2 pages25 Kaizen Agenda STD Work 5 Day EventmfernandezNo ratings yet
- Kaizen Event TemplateDocument22 pagesKaizen Event TemplateLê Tiến Thành100% (1)
- Bowen E Z GO Shingo Prize Case StudyDocument27 pagesBowen E Z GO Shingo Prize Case StudyJimmyWang100% (1)
- BL Hoshin Kanri PDFDocument14 pagesBL Hoshin Kanri PDFray.mondNo ratings yet
- Kaizen TeianDocument17 pagesKaizen TeianVarun BhavsarNo ratings yet
- Lean Techniques: Are You Looking To Lead The Industry?Document10 pagesLean Techniques: Are You Looking To Lead The Industry?vijaypaterNo ratings yet
- Kaizen Kyosei and ObeyaDocument25 pagesKaizen Kyosei and ObeyaRavikumarrd Ravi0% (1)
- Compensation Management Assignment: Shingo ModelDocument3 pagesCompensation Management Assignment: Shingo ModelHarsheen KaurNo ratings yet
- Hoshin KanriDocument8 pagesHoshin Kanrican767No ratings yet
- F34 - Visuals To Improve Workplace - Manos - HandoutDocument65 pagesF34 - Visuals To Improve Workplace - Manos - HandoutMaximilianoRodrigoCabestrero100% (1)
- KAIZEN - Leading Kaizen EventDocument1 pageKAIZEN - Leading Kaizen Eventdvk007No ratings yet
- Assessment Guidelines 2020 - CombinedDocument48 pagesAssessment Guidelines 2020 - CombinedAlfonsoNo ratings yet
- Lean Office Babin CollectionDocument47 pagesLean Office Babin CollectionPeter LaťákNo ratings yet
- 8 Areas of Waste: Understanding Lean PrinciplesDocument2 pages8 Areas of Waste: Understanding Lean PrinciplesNoby BecheerNo ratings yet
- Basic Concepts On 5s Kaizen TQMDocument19 pagesBasic Concepts On 5s Kaizen TQMRodj Eli Mikael Viernes-IncognitoNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- Increasing Production through CoordinationDocument2 pagesIncreasing Production through CoordinationJohn TopperNo ratings yet
- Achieve Basic Stability Before Lean SuccessDocument5 pagesAchieve Basic Stability Before Lean SuccessMaria MirandaNo ratings yet
- Driving Organizational Change with the Balanced ScorecardDocument4 pagesDriving Organizational Change with the Balanced ScorecardOmar MsawelNo ratings yet
- Gemba WalksDocument102 pagesGemba Walkspammy313No ratings yet
- Quality CircleDocument33 pagesQuality CircleveenapeterNo ratings yet
- Presented By:: Priyanka LawateDocument24 pagesPresented By:: Priyanka Lawatepriyankalawate100% (1)
- WWW Vskills in Practice Lean Manufacturing Mock TestDocument34 pagesWWW Vskills in Practice Lean Manufacturing Mock TestRoopesh KesavarajuNo ratings yet
- KANBANDocument11 pagesKANBANUNF2012No ratings yet
- Leancafe09 SlidesDocument64 pagesLeancafe09 SlidesTon DorchainNo ratings yet
- Time Study Sheet by ZainDocument2 pagesTime Study Sheet by ZainZain AlviNo ratings yet
- Chris Harris, Rick Harris - Lean Connections - Making Information Flow Efficiently and Effectively-Productivity Press (2008) PDFDocument166 pagesChris Harris, Rick Harris - Lean Connections - Making Information Flow Efficiently and Effectively-Productivity Press (2008) PDFAnibal DazaNo ratings yet
- Why upgrade from MRP to ASCPDocument29 pagesWhy upgrade from MRP to ASCPSarah BakerNo ratings yet
- SolidCAM Imachining Getting StartedDocument26 pagesSolidCAM Imachining Getting StartedrhutchcroftNo ratings yet
- LM and JIT: Lean Management and Just-in-Time ProductionDocument22 pagesLM and JIT: Lean Management and Just-in-Time ProductionAbhishek TyagiNo ratings yet
- 3-01 KanbanDocument58 pages3-01 KanbanJuan PabloNo ratings yet
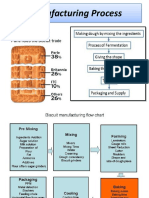
- Manufacturing ProcessDocument12 pagesManufacturing ProcessmehrezNo ratings yet
- Test Bank For Managerial Accounting, 3rd Edition WildDocument158 pagesTest Bank For Managerial Accounting, 3rd Edition WildPhuong Pham BichNo ratings yet
- Supply & Demand 10Document8 pagesSupply & Demand 10zakria100100No ratings yet
- Software Testing v.1.2Document72 pagesSoftware Testing v.1.2Sutkovic JahjadNo ratings yet
- Six Sigma For Medical Device Design PDFDocument129 pagesSix Sigma For Medical Device Design PDFstylish eagle100% (2)
- Reduction in Lead Time of Connecting Rod Manufacturing PDFDocument46 pagesReduction in Lead Time of Connecting Rod Manufacturing PDFShreyashNo ratings yet
- ACC 557 Week 4 Chapter 6 E6 1 E6 10 E6 14 P6 3ADocument7 pagesACC 557 Week 4 Chapter 6 E6 1 E6 10 E6 14 P6 3Atswag2014No ratings yet
- Complete EDM Handbook - 10 PDFDocument0 pagesComplete EDM Handbook - 10 PDFds_srinivasNo ratings yet
- CMM Levels Guide Software Process ImprovementDocument2 pagesCMM Levels Guide Software Process ImprovementImranNo ratings yet
- MBA NotesDocument29 pagesMBA Notesmanaskumarkar1117No ratings yet
- Chapter3 CHopraDocument47 pagesChapter3 CHopraDivyesh ParmarNo ratings yet
- Chapter 16 Lean Supply Chain Management XXXDocument75 pagesChapter 16 Lean Supply Chain Management XXXNguyen Tran Thanh Thuy (K17 DN)No ratings yet
- Project Management Innovations: in This IssueDocument3 pagesProject Management Innovations: in This Issueمصطفى عبدالرحيمNo ratings yet
- LSCM ProjectDocument25 pagesLSCM ProjectManish KumarNo ratings yet
- Lean As A PhilosophyDocument17 pagesLean As A PhilosophyfabriiiNo ratings yet
- Internal Logistics Process Improvement Using PDCADocument16 pagesInternal Logistics Process Improvement Using PDCALia Nurul MulyaniNo ratings yet
- Production Management: Directorate of Distance Education Guru Jambheshwar University HISAR-125001Document218 pagesProduction Management: Directorate of Distance Education Guru Jambheshwar University HISAR-125001Ashish KumarNo ratings yet
- PTQMDocument16 pagesPTQMFalguni MathewsNo ratings yet
- Assignment For Topic 01-01: Productivity and CostDocument3 pagesAssignment For Topic 01-01: Productivity and Costsyed aliNo ratings yet
- Continental Tire Success Story SCLDocument2 pagesContinental Tire Success Story SCLBhanu NimraniNo ratings yet
- Industrial Engineering - Sample ResumeDocument2 pagesIndustrial Engineering - Sample ResumershivsNo ratings yet
- The Illustrated Lean Agile and World Class Manufacturing Cookbook 2008 08 20Document107 pagesThe Illustrated Lean Agile and World Class Manufacturing Cookbook 2008 08 20Francois de Villiers100% (46)
- A Presentation On: ABC AnalysisDocument40 pagesA Presentation On: ABC AnalysisbansishrishtiNo ratings yet
- INFOR XA Training Plan - OverviewDocument17 pagesINFOR XA Training Plan - Overviewvipin mudgalNo ratings yet
- Strategic Capacity PlanningDocument27 pagesStrategic Capacity PlanningAshish Chatrath78% (9)
- 6 ELEMENTS OF SUPPLY CHAIN STRATEGYDocument6 pages6 ELEMENTS OF SUPPLY CHAIN STRATEGYPraveen ShuklaNo ratings yet