You might also like
- Mass Moment of Inertia-Test1Document2 pagesMass Moment of Inertia-Test1VisitOn.T.witte.rNo ratings yet
- Tri P10Document10 pagesTri P10Dvd Davide La CruzNo ratings yet
- Rs LayoutDocument1 pageRs LayoutVisitOn.T.witte.rNo ratings yet
- Setting 2 IspDocument2 pagesSetting 2 IspVisitOn.T.witte.rNo ratings yet
- Y-Bearing Plummer Block Units - SYJ 20 KFHDocument2 pagesY-Bearing Plummer Block Units - SYJ 20 KFHVisitOn.T.witte.rNo ratings yet
- Design and Calculation ShaftDocument115 pagesDesign and Calculation ShaftDavid Lambert100% (3)
- Belt Coveyor Design PDFDocument11 pagesBelt Coveyor Design PDFVisitOn.T.witte.r100% (1)
- Influence LinesDocument5 pagesInfluence LinessushilkumarNo ratings yet
- Belt Coveyor Design PDFDocument11 pagesBelt Coveyor Design PDFVisitOn.T.witte.r100% (1)
- Part and Mold Design Guide (2005)Document174 pagesPart and Mold Design Guide (2005)naitikpanchal100% (4)
- Six Precepts For Becoming A Good Senior Resident: in Training: Part IDocument2 pagesSix Precepts For Becoming A Good Senior Resident: in Training: Part IVisitOn.T.witte.rNo ratings yet
- Arm 5 Books by Ability IndexDocument5 pagesArm 5 Books by Ability IndexVisitOn.T.witte.rNo ratings yet
- Blank Page DocumentDocument1 pageBlank Page DocumentnarkooNo ratings yet
- Predrag BelićDocument2 pagesPredrag BelićVisitOn.T.witte.rNo ratings yet
- Ar M5 Index S&Mby BonusDocument7 pagesAr M5 Index S&Mby BonusVisitOn.T.witte.rNo ratings yet
- Data LemDocument2 pagesData LemVisitOn.T.witte.rNo ratings yet
- AFV Modeller March April 2016Document68 pagesAFV Modeller March April 2016VisitOn.T.witte.r89% (9)
- Introduction To Apache ActiveMQ Webinar SlidesDocument45 pagesIntroduction To Apache ActiveMQ Webinar SlidesPravin RaygorNo ratings yet
- Andrea Miniatures Catalogue 2016Document92 pagesAndrea Miniatures Catalogue 2016VisitOn.T.witte.r100% (2)
- Arm 5 Books by Ability IndexDocument5 pagesArm 5 Books by Ability IndexVisitOn.T.witte.rNo ratings yet
- sr5 DreDocument1 pagesr5 DreVisitOn.T.witte.rNo ratings yet
- Shape / material artifacts and their magical propertiesDocument7 pagesShape / material artifacts and their magical propertiesVisitOn.T.witte.rNo ratings yet
- Core J2EE Patterns 2Document81 pagesCore J2EE Patterns 2Prasad DuddiNo ratings yet
- Thebes TimelineDocument5 pagesThebes TimelineVisitOn.T.witte.rNo ratings yet
- ArM5 Certamen Record PDFDocument2 pagesArM5 Certamen Record PDFVisitOn.T.witte.rNo ratings yet
- Java Messaging ServiceDocument72 pagesJava Messaging ServiceSourajit MitraNo ratings yet
- Arm 5 Books by Ability IndexDocument5 pagesArm 5 Books by Ability IndexVisitOn.T.witte.rNo ratings yet
- Catalyst 2950 and Catalyst 2955 Switch Command ReferenceDocument460 pagesCatalyst 2950 and Catalyst 2955 Switch Command ReferenceVisitOn.T.witte.rNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Winols Guide 130pd To 150pdDocument13 pagesWinols Guide 130pd To 150pdtzskojevacNo ratings yet
- Ba Steyr Aug z Eng de 1 Ba 01046 Eu 06Document164 pagesBa Steyr Aug z Eng de 1 Ba 01046 Eu 06arkchamanNo ratings yet
- EHS Plan - SiemensDocument15 pagesEHS Plan - Siemensabbas100% (1)
- Failover Cluster Step-by-Step Guide - Configuring A Two-Node File Server Failover ClusterDocument20 pagesFailover Cluster Step-by-Step Guide - Configuring A Two-Node File Server Failover ClusterWellington OliveiraNo ratings yet
- Excavation Safety GuideDocument47 pagesExcavation Safety GuideskilmagNo ratings yet
- TGB Blade 425 400 Manual de Reparatie WWW - Manualedereparatie.infoDocument229 pagesTGB Blade 425 400 Manual de Reparatie WWW - Manualedereparatie.infohonoregerard100% (1)
- Title:: Lab Report TemplateDocument4 pagesTitle:: Lab Report Templateapi-262219273No ratings yet
- ABB Change Over Switches PDFDocument104 pagesABB Change Over Switches PDFmohammad hazbehzadNo ratings yet
- Customer Churn Data - A Project Based On Logistic RegressionDocument31 pagesCustomer Churn Data - A Project Based On Logistic RegressionShyam Kishore Tripathi100% (12)
- RRAS TutorialDocument10 pagesRRAS TutorialruletriplexNo ratings yet
- OpenSSL HowToDocument3 pagesOpenSSL HowToBruce McIntyreNo ratings yet
- 4aa5 5473enwDocument28 pages4aa5 5473enwvimal_rajkkNo ratings yet
- Universiti Malaysia Sabah: Aturcaraan Kontrak Dan TaksiranDocument40 pagesUniversiti Malaysia Sabah: Aturcaraan Kontrak Dan Taksiranjackie_9227No ratings yet
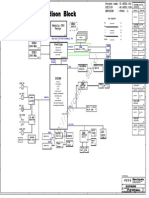
- Wistron Jv71-Mv 09924-1 Rev.-1Document62 pagesWistron Jv71-Mv 09924-1 Rev.-1Antonijo SmrdeljNo ratings yet
- LG 42lh40ed (-Sa) 42lh45ed (-SB) Chassis Lj92jDocument76 pagesLG 42lh40ed (-Sa) 42lh45ed (-SB) Chassis Lj92jJose Fco. Aleman Arriaga100% (1)
- Deep Sea 500 Ats ManDocument18 pagesDeep Sea 500 Ats ManLeo Burns50% (2)
- Switch Presion Gas A4Document6 pagesSwitch Presion Gas A4David DiazNo ratings yet
- Gjp220 Diesel GeneratorDocument3 pagesGjp220 Diesel GeneratorCallany AnycallNo ratings yet
- Pig Launcher and ReceiverDocument16 pagesPig Launcher and ReceiverBolarinwa100% (5)
- Brazilian Model of Legal Metrology PWC-2006-TC11-004uDocument18 pagesBrazilian Model of Legal Metrology PWC-2006-TC11-004uGetachew WollelNo ratings yet
- Sending E-Mail With ConcurrentDocument6 pagesSending E-Mail With ConcurrentkkpareekNo ratings yet
- Note Book Wimax: Wimax, The Worldwide Interoperability For Microwave Access, Is A Telecommunications TechnologyDocument6 pagesNote Book Wimax: Wimax, The Worldwide Interoperability For Microwave Access, Is A Telecommunications TechnologyEdwardayeniNo ratings yet
- Journey Management Plan - March 17Document3 pagesJourney Management Plan - March 17alanbozic50% (2)
- Water Soaking Time Determination For Corrugated CartonDocument2 pagesWater Soaking Time Determination For Corrugated CartonEnamul hasanNo ratings yet
- Basics of Small Bore FittingsDocument9 pagesBasics of Small Bore FittingsJosh LeBlancNo ratings yet
- Controllers For Stanadyne Pumps Using DC-70025 Integrated Actuators PDFDocument16 pagesControllers For Stanadyne Pumps Using DC-70025 Integrated Actuators PDFO mecanicoNo ratings yet
- B-NOVA DXP 400 Headend PlatformDocument4 pagesB-NOVA DXP 400 Headend PlatformJulio RoDriguezNo ratings yet
- Mock Wall Syllabus 1Document2 pagesMock Wall Syllabus 1api-352669853No ratings yet
- Melfa Basic VDocument516 pagesMelfa Basic VAnderson Gomez Castro67% (3)
- Air Pollution LawsDocument13 pagesAir Pollution LawsAnna RominaNo ratings yet