You might also like
- SP 80 02Document42 pagesSP 80 02aminNo ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Attachment: Painting ProcedureDocument79 pagesAttachment: Painting ProcedureOmar Wardeh100% (2)
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupNo ratings yet
- Coating Procedure - General Rev.03Document35 pagesCoating Procedure - General Rev.03moytabura96100% (2)
- Coating Specification: 1. ScopeDocument4 pagesCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Standard Specification FOR Pipeline Internal CoatingDocument2 pagesStandard Specification FOR Pipeline Internal CoatingRanjan KumarNo ratings yet
- Painting Maual For Power Sector ErectionDocument32 pagesPainting Maual For Power Sector Erectionnagarathinam82No ratings yet
- D. Specs For Field & Shop PaintingDocument10 pagesD. Specs For Field & Shop PaintingrajeshNo ratings yet
- 1method Statement For Passivation and PicklingDocument6 pages1method Statement For Passivation and PicklinggatoNo ratings yet
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- GS-09 (Painting) PDFDocument22 pagesGS-09 (Painting) PDFSarbendu PaulNo ratings yet
- Blasting & Painting ProcedureDocument10 pagesBlasting & Painting ProcedurepraksahNo ratings yet
- Painting SpecificationDocument19 pagesPainting SpecificationArunkumar Rackan0% (1)
- Coating CardDocument15 pagesCoating CardAnton Thomas PunzalanNo ratings yet
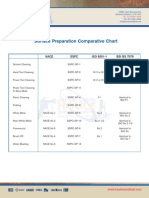
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- Include Your Logo: Painting ProcedureDocument7 pagesInclude Your Logo: Painting ProcedureFrancis AndorfulNo ratings yet
- Coating Specification PAM EC 50 SP 001 1ADocument43 pagesCoating Specification PAM EC 50 SP 001 1ADavid Ricardo Diaz0% (1)
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- FS2005 - Rev.4 Specification For Protective CoatingDocument67 pagesFS2005 - Rev.4 Specification For Protective CoatingRudolph Rednose100% (2)
- 6 Sigma PaintDocument38 pages6 Sigma PaintAnonymous fvO1W3No ratings yet
- Statoil Epoxy Coating SpecificationDocument11 pagesStatoil Epoxy Coating SpecificationSkazemi7100% (2)
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- ASTM D 4285 Blotter Test PDFDocument1 pageASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDocument4 pagesDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- 6.PEB Painting Procedure (P0371) Rev.01Document22 pages6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNo ratings yet
- CP Painting Revised SpecsDocument57 pagesCP Painting Revised SpecsanilnwaychalNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Norsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedDocument8 pagesNorsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedPradeepNo ratings yet
- Dewpoint: Coating & Painting InspectionDocument6 pagesDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- Removing Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncDocument46 pagesRemoving Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncMilagros MorantesNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- NORSOK Coating System No. 1 Carbon Steel 120CDocument5 pagesNORSOK Coating System No. 1 Carbon Steel 120CSam Jose100% (1)
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNo ratings yet
- Exova Coating System Compliance StatementDocument1 pageExova Coating System Compliance StatementSaravan KumarNo ratings yet
- Measure Dry Film Thickness of CoatingsDocument5 pagesMeasure Dry Film Thickness of CoatingsvaibraineaterNo ratings yet
- Touch Up and Repair of Galvanized SteelDocument5 pagesTouch Up and Repair of Galvanized SteelkhuzafaNo ratings yet
- Surface Preparation and PaintingDocument4 pagesSurface Preparation and PaintingSimbu ArasanNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- SSPC Guide 3 - Paint Safety PDFDocument19 pagesSSPC Guide 3 - Paint Safety PDFAlexander SaulNo ratings yet
- ENG-DUQM-101 - Painting Procedure - Rev 3.Document269 pagesENG-DUQM-101 - Painting Procedure - Rev 3.Shiva RajNo ratings yet
- Coatings Specification for Cartagena Refinery ExpansionDocument30 pagesCoatings Specification for Cartagena Refinery ExpansionLordNieve7100% (1)
- General Specification Painting and Galva PDFDocument19 pagesGeneral Specification Painting and Galva PDFZafr O'ConnellNo ratings yet
- Quality Plan 1325-27 Rev 02 - Blasting PaintingDocument10 pagesQuality Plan 1325-27 Rev 02 - Blasting Paintingsuriya100% (1)
- P68 M13 Painting Documents PDFDocument708 pagesP68 M13 Painting Documents PDFJohn TerryNo ratings yet
- Aban Constructions Pvt. LTD: Procedure For PaintingDocument4 pagesAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarNo ratings yet
- Standard Specification FOR Shop AND Field PaintingDocument5 pagesStandard Specification FOR Shop AND Field PaintingRanjan KumarNo ratings yet
- Intershield 163 Inerta 160 - Underwater Hull AntiabrasionDocument20 pagesIntershield 163 Inerta 160 - Underwater Hull AntiabrasionrbmtavNo ratings yet
- High Build Epoxy Coating for Hulls and Ballast TanksDocument3 pagesHigh Build Epoxy Coating for Hulls and Ballast Tankskasosei0% (1)
- Sspc-Pa2 PDFDocument13 pagesSspc-Pa2 PDFEdgarDavidDiazCamposNo ratings yet
- 6-Blasting and Painting Procedure - BP006Document14 pages6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriNo ratings yet
- SurfaceProcedure Preparation-085 R3Document17 pagesSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- Painting Process Equipment and PipingDocument17 pagesPainting Process Equipment and PipingJoseph Darwin ZionNo ratings yet
- CGD PaintingDocument11 pagesCGD PaintingDevang PatelNo ratings yet
- Painting Scheme StructureDocument10 pagesPainting Scheme StructureVeerapandianNo ratings yet
- App D Painting SpecificationsDocument6 pagesApp D Painting SpecificationsJignesh PandyaNo ratings yet
- Working Procedure Ls1-Ls4Document9 pagesWorking Procedure Ls1-Ls4Tuğrulhan ÖzdemirNo ratings yet
- Darvary IndustriesDocument7 pagesDarvary Industriesraluca_19735597No ratings yet
- Structuri de Date Culegere de Probleme in CDocument165 pagesStructuri de Date Culegere de Probleme in CMona GhitunNo ratings yet
- Asme SectionsDocument56 pagesAsme SectionsalperbogaNo ratings yet
- Presentation IMG - English 2 - Print QualityDocument32 pagesPresentation IMG - English 2 - Print Qualityraluca_19735597No ratings yet
- Comparative Study Manufacturing Cost Between EN13445 and ASMEDocument32 pagesComparative Study Manufacturing Cost Between EN13445 and ASMEDries VandezandeNo ratings yet
- Presentation IMG - English 2 - Print QualityDocument32 pagesPresentation IMG - English 2 - Print Qualityraluca_19735597No ratings yet
- Cognitive Linguistic Approaches To Teaching Vocabulary and PhraseologyDocument409 pagesCognitive Linguistic Approaches To Teaching Vocabulary and Phraseologycristioglan100% (5)
- Quality ManualDocument35 pagesQuality Manualraluca_19735597No ratings yet
- Asic InfoDocument56 pagesAsic Inforaluca_19735597No ratings yet
- Cutting Bock 1997Document15 pagesCutting Bock 1997raluca_19735597No ratings yet
- 55 3 5Document8 pages55 3 5raluca_19735597No ratings yet
- 14 Keysarbly99Document20 pages14 Keysarbly99Vinicius BezerraNo ratings yet
- Biology Thesis by SlidesgoDocument39 pagesBiology Thesis by SlidesgoKristian Hezekiah DuyoganNo ratings yet
- Genima 380-385 Parts CatalogueDocument57 pagesGenima 380-385 Parts Cataloguecupid75No ratings yet
- Ford3v Mustang Plate SystemDocument2 pagesFord3v Mustang Plate SystemNoneNo ratings yet
- This Study Resource Was: Ran - Shorrer@hks - Harvard.edu Eneida - Rosado@hks - Harvard.eduDocument5 pagesThis Study Resource Was: Ran - Shorrer@hks - Harvard.edu Eneida - Rosado@hks - Harvard.eduTOM ZACHARIASNo ratings yet
- Literature Review of Job Satisfaction of TeachersDocument7 pagesLiterature Review of Job Satisfaction of Teachersfeiaozukg100% (1)
- 3 IE7591 Work System DesignDocument33 pages3 IE7591 Work System DesignMADANKISHORE KUMARNo ratings yet
- Swot TowsDocument1 pageSwot TowsAshwiniNo ratings yet
- 130nm Techbrief01Document3 pages130nm Techbrief01Gilang Mardian KNo ratings yet
- Sahil GuptaDocument1 pageSahil GuptaDreams FoodieNo ratings yet
- This Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsDocument135 pagesThis Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic Schematicsrvalverde50gmailcomNo ratings yet
- Gsubp Guideline Apec RHSCDocument16 pagesGsubp Guideline Apec RHSCHsin-Kuei LIUNo ratings yet
- Subscriber Loop Design LectureDocument36 pagesSubscriber Loop Design LectureAlas Mallari DonatoNo ratings yet
- Irene Muliawan: Tarumanagara University - Bachelor of Accountancy - Aug 2016 - Jan 2020Document1 pageIrene Muliawan: Tarumanagara University - Bachelor of Accountancy - Aug 2016 - Jan 2020naboyaNo ratings yet
- Chapter 1 PPT (Compressibility and Consolidation)Document65 pagesChapter 1 PPT (Compressibility and Consolidation)Eba GetachewNo ratings yet
- McCloskey Wible Cohen (1988)Document11 pagesMcCloskey Wible Cohen (1988)ShaneLee102No ratings yet
- Template Builder ManualDocument10 pagesTemplate Builder ManualNacer AssamNo ratings yet
- Company Case 10 Apple Pay: Taking Mobile Payments Mainstream 171114Document2 pagesCompany Case 10 Apple Pay: Taking Mobile Payments Mainstream 171114Premtim Berisha100% (2)
- Ciara Mae G. Daguio Civil Engineer ResumeDocument1 pageCiara Mae G. Daguio Civil Engineer ResumeCiara Mae DaguioNo ratings yet
- Rutherford Gate Condominiums BLDG C Feature SheetDocument2 pagesRutherford Gate Condominiums BLDG C Feature SheetCarringtonNo ratings yet
- Materi TOEFL ListeningDocument29 pagesMateri TOEFL Listeningputra fajarNo ratings yet
- George Novack's - Understanding HistoryDocument272 pagesGeorge Novack's - Understanding HistoryagustibravoNo ratings yet
- MV Capacitor CalculationDocument1 pageMV Capacitor CalculationPramod B.WankhadeNo ratings yet
- Introduction To Voice AlarmDocument58 pagesIntroduction To Voice AlarmShaaban HassanNo ratings yet
- Computers & Industrial Engineering: Guohui Zhang, Xinyu Shao, Peigen Li, Liang GaoDocument10 pagesComputers & Industrial Engineering: Guohui Zhang, Xinyu Shao, Peigen Li, Liang Gaocloud69windNo ratings yet
- Horse Meets Dog, by Elliot Kalan and Tim Miller, Is A Book About A Horse That Meets A Dog ForDocument14 pagesHorse Meets Dog, by Elliot Kalan and Tim Miller, Is A Book About A Horse That Meets A Dog Forapi-559432931No ratings yet
- Test Bank Business Ethics A Textbook With Cases 8th Edition by ShawDocument8 pagesTest Bank Business Ethics A Textbook With Cases 8th Edition by ShawfjdeNo ratings yet
- Advanced View of Projects Raspberry Pi List - Raspberry PI ProjectsDocument186 pagesAdvanced View of Projects Raspberry Pi List - Raspberry PI ProjectsBilal AfzalNo ratings yet
- SC1000 60HZ Cummins GeneratorDocument4 pagesSC1000 60HZ Cummins GeneratorChen CarolineNo ratings yet
- MSCP HND Computing Lo1Document29 pagesMSCP HND Computing Lo1yuulooNo ratings yet
- EZ-Phone (Hss Sip Ua) User's ManualDocument17 pagesEZ-Phone (Hss Sip Ua) User's ManualVenkatrama Kaushik IyerNo ratings yet