You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Glass Production and ProcessingDocument10 pagesGlass Production and ProcessingSumbul Ahsum HaleemNo ratings yet
- T-M50 Service Manual Ver1.04 PDFDocument87 pagesT-M50 Service Manual Ver1.04 PDFThomas PendergrassNo ratings yet
- Man 4020 PDFDocument98 pagesMan 4020 PDFTeodoro HernándezNo ratings yet
- Effect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyDocument8 pagesEffect of Transition Metal Oxides On Decomposition and Deflagration of Composite Solid Propellant Systems: A SurveyAmin AminiNo ratings yet
- Lesson Plan in Science IVDocument3 pagesLesson Plan in Science IVMaria Allen Ann CasilihanNo ratings yet
- Cyanate Ester Resin5Document26 pagesCyanate Ester Resin5rkkumarcpriNo ratings yet
- Float GlassDocument4 pagesFloat GlassShamsur Rahman RussellNo ratings yet
- Matthaei Petereit 2003 The Quality Future For The CandleDocument9 pagesMatthaei Petereit 2003 The Quality Future For The CandleArtanisNo ratings yet
- Austin Marr - Lab 2 Flame Test InquiryDocument3 pagesAustin Marr - Lab 2 Flame Test Inquiryapi-427302061No ratings yet
- AAtzori - Macchi Mars 1Document31 pagesAAtzori - Macchi Mars 1Fabrizio FerrerioNo ratings yet
- Lista Comandos WindowsDocument6 pagesLista Comandos Windowsdiogenes torresNo ratings yet
- Room Fire Experiments: Standard Guide ForDocument19 pagesRoom Fire Experiments: Standard Guide ForPRASANTH PRASANTHNo ratings yet
- Combustion Theory and ModellingDocument19 pagesCombustion Theory and ModellingManpreet KaurNo ratings yet
- Chemistry of Combustion and ArsonDocument3 pagesChemistry of Combustion and ArsonNora BuanNo ratings yet
- Valvula Honeyell S9fDocument12 pagesValvula Honeyell S9fJosé Gregorio González TorresNo ratings yet
- 1869-Heat Considered As A Mode of Motion (Tyndall)Document558 pages1869-Heat Considered As A Mode of Motion (Tyndall)Gleison Elias SilvaNo ratings yet
- Unit III Engine Exhaust Emission ControlDocument49 pagesUnit III Engine Exhaust Emission ControlMani Karthi100% (1)
- CombustionDocument111 pagesCombustionTesfahun TegegneNo ratings yet
- Smoke PointDocument7 pagesSmoke PointAbdulmajid Osman100% (1)
- Fire Technology and Arson InvestigationDocument74 pagesFire Technology and Arson InvestigationDonita BernardinoNo ratings yet
- Multiple Choice Questions For Class VIII: Crop Production and ManagementDocument21 pagesMultiple Choice Questions For Class VIII: Crop Production and ManagementMohit GargNo ratings yet
- Is 2189 2008 PDFDocument28 pagesIs 2189 2008 PDFSelva KumarNo ratings yet
- GT ProtectionDocument3 pagesGT ProtectionHarin100% (1)
- Fire ExtinguisherDocument17 pagesFire ExtinguisherMelvin Jason StephenNo ratings yet
- Lord Kuthumi Unified Twin Flame Activation of The New EarthDocument12 pagesLord Kuthumi Unified Twin Flame Activation of The New EarthMeaghan MathewsNo ratings yet
- The Influence of Hydrogen On Vaporization, Mixture Formation and Combustion of Diesel Fuel at An Automotive Diesel EngineDocument16 pagesThe Influence of Hydrogen On Vaporization, Mixture Formation and Combustion of Diesel Fuel at An Automotive Diesel Enginecacalot93No ratings yet
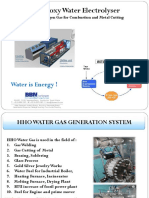
- Hydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFDocument55 pagesHydroxy Water Electrolyser Hydro-Oxygen Gas For Combustion and Metal Cutting. Water Is Energy! PDFAlonso Berrios100% (1)
- Fuel Nitrogen Conversion in Solid Fuel Fired SystemsDocument25 pagesFuel Nitrogen Conversion in Solid Fuel Fired SystemsLinZheng WangNo ratings yet
- Process Structural RealismDocument23 pagesProcess Structural RealismsankofakanianNo ratings yet