You might also like
- H4L StudDocument1 pageH4L StudisracumaNo ratings yet
- Q235 Steel Equivalent StandardDocument1 pageQ235 Steel Equivalent StandardigorNo ratings yet
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Document16 pagesVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNo ratings yet
- TDS005-Grade 2 and ASTM A307 BoltingDocument2 pagesTDS005-Grade 2 and ASTM A307 BoltingKrish DoodnauthNo ratings yet
- F1379 Tyho6649Document2 pagesF1379 Tyho6649Ersen SerinNo ratings yet
- Equivalent TableDocument12 pagesEquivalent TableArie HendriyanaNo ratings yet
- EN 10298-2005 Steel Tubes and Fittings For On Shore and Offshore Pipelines - Internal Lining With CementDocument11 pagesEN 10298-2005 Steel Tubes and Fittings For On Shore and Offshore Pipelines - Internal Lining With CementChrisNo ratings yet
- Brochure Prometheus Optimized PDFDocument15 pagesBrochure Prometheus Optimized PDFSHAILENDRANo ratings yet
- Standard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessDocument4 pagesStandard Specification For Steel Sheet Zinc Coated Galvanized or Zinc Iron Alloy Coated Galvannealed by The Hot Dip ProcessarchahmedassafNo ratings yet
- Tigweldarc Alloys: Certification of TestsDocument1 pageTigweldarc Alloys: Certification of TestsArunNo ratings yet
- ASTM A656 Grade 50: General Product DescriptionDocument1 pageASTM A656 Grade 50: General Product DescriptionHarsh ChopraNo ratings yet
- Best Practice Guide For Hot Dip Galvanized Bolts and Bolted JointsDocument33 pagesBest Practice Guide For Hot Dip Galvanized Bolts and Bolted Jointsmàrio ferreiraNo ratings yet
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocument3 pagesSIGA CT1 Est Manual Instalacion SH IngenieriaedgarNo ratings yet
- As 3637.6-2005 Underground Mining - Winding Suspension Equipment Shackles and ChainsDocument7 pagesAs 3637.6-2005 Underground Mining - Winding Suspension Equipment Shackles and ChainsSAI Global - APACNo ratings yet
- Iso 1011Document58 pagesIso 1011CüneytNo ratings yet
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsDocument6 pagesAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACNo ratings yet
- Duplex Ss in API, NSF and AwwaDocument16 pagesDuplex Ss in API, NSF and AwwajoseritoNo ratings yet
- Bolts - ASTM F3125Document4 pagesBolts - ASTM F3125rahuljoagNo ratings yet
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- KCS 14 31 20 용접Document47 pagesKCS 14 31 20 용접yoonchankim0911No ratings yet
- AWS A5-8 2004 Filler Metals For BrazingDocument47 pagesAWS A5-8 2004 Filler Metals For BrazingEmelda JulianNo ratings yet
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369No ratings yet
- Syntho-Glass - OriginalDocument2 pagesSyntho-Glass - Originalkyawhlas5817No ratings yet
- Stellite 6Document3 pagesStellite 6Jessicalba LouNo ratings yet
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pages5 - Section 14 - Arc Welding Consumablesrizkialia12No ratings yet
- AluminizedDocument4 pagesAluminizedmarkengineerNo ratings yet
- Comparison List Copper Bronze 2011 1Document7 pagesComparison List Copper Bronze 2011 1NaldoVicenteNo ratings yet
- Carl Stahl UAE CatalogDocument64 pagesCarl Stahl UAE CatalogsuhailpmNo ratings yet
- Files PDFDocument1 pageFiles PDFSouravNo ratings yet
- E747 97 Wire IQIDocument14 pagesE747 97 Wire IQIayubali009No ratings yet
- BS en 10059-2003Document12 pagesBS en 10059-2003Martijn GrootNo ratings yet
- Bes MSDocument1 pageBes MSasdNo ratings yet
- Obo Aluminio PDFDocument64 pagesObo Aluminio PDFSuyasNo ratings yet
- Astm A269 PDFDocument1 pageAstm A269 PDFRahulNo ratings yet
- PERMA E-622 ElectrodeDocument1 pagePERMA E-622 Electrodepedromiguel20No ratings yet
- General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument16 pagesGeneral Requirements For Steel Bars, Carbon and Alloy, Hot-Wroughtعصام السامرائيNo ratings yet
- TES 101-158 - 7 - Hi PDFDocument8 pagesTES 101-158 - 7 - Hi PDFRossoNo ratings yet
- Public-: Rev. D E English 03 / 2014Document33 pagesPublic-: Rev. D E English 03 / 2014xaviereduardoNo ratings yet
- Swe TB d11 0003010 Hot Dip Galvanizing SteelDocument7 pagesSwe TB d11 0003010 Hot Dip Galvanizing SteelArun SharmaNo ratings yet
- Weathering Steel CORE-TEN STEELDocument5 pagesWeathering Steel CORE-TEN STEELIvanPerletaNo ratings yet
- Pipe Fittings To BS1740 150lbDocument7 pagesPipe Fittings To BS1740 150lbKiko Ruiz AhedoNo ratings yet
- As 2740-2001 Wedge-Type SocketsDocument7 pagesAs 2740-2001 Wedge-Type SocketsSAI Global - APACNo ratings yet
- ASTM A858-Heat-Treated Carbon Steel Fittings For Low-Temperature andDocument4 pagesASTM A858-Heat-Treated Carbon Steel Fittings For Low-Temperature andvendry mofuNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- SAE1045Document2 pagesSAE1045novale.basura2906100% (1)
- Hardness Conversion TableDocument5 pagesHardness Conversion TablejaswanthNo ratings yet
- FCAW Electrode DesignationDocument3 pagesFCAW Electrode DesignationthedreampowerNo ratings yet
- Aerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsDocument3 pagesAerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsRangaNo ratings yet
- Iso 7452 2013 en PDFDocument8 pagesIso 7452 2013 en PDFfahmi aballiNo ratings yet
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNo ratings yet
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesNo ratings yet
- Astm A269 - A269m-22Document7 pagesAstm A269 - A269m-221965karanfil6No ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- Wire Rope: InspectionDocument1 pageWire Rope: InspectionAaquil RaziNo ratings yet
- As 1443-2004 Carbon and Carbon-Manganese Steel - Cold-Finished BarsDocument7 pagesAs 1443-2004 Carbon and Carbon-Manganese Steel - Cold-Finished BarsSAI Global - APACNo ratings yet
- National Standard's China - Wrougth Aluminium Alloy ExtrudedDocument18 pagesNational Standard's China - Wrougth Aluminium Alloy ExtrudedMauricio RiquelmeNo ratings yet
- Astm B 734-97Document4 pagesAstm B 734-97Douglas RodriguesNo ratings yet
- Astm B633 98Document5 pagesAstm B633 98onkar290967% (3)
- Astm B650Document5 pagesAstm B650Richard Wilson0% (1)
- 3.vol III BPS StampDocument173 pages3.vol III BPS StampHikmat AyerNo ratings yet
- Center For Aquaculture Research & Agro Products (PVT.) LTDDocument1 pageCenter For Aquaculture Research & Agro Products (PVT.) LTDHikmat AyerNo ratings yet
- 1.vol IBId Doc MKU Vol-I Final Print StampDocument214 pages1.vol IBId Doc MKU Vol-I Final Print StampHikmat AyerNo ratings yet
- 220KV-120KN Composite InsulatorDocument1 page220KV-120KN Composite InsulatorHikmat AyerNo ratings yet
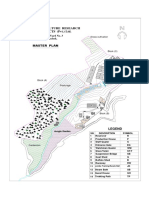
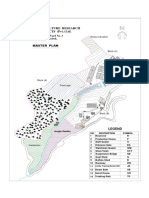
- Master Plan.Document1 pageMaster Plan.Hikmat AyerNo ratings yet
- Master Plan of Bhaktapur ResortDocument1 pageMaster Plan of Bhaktapur ResortHikmat AyerNo ratings yet
- 220KV-120KN Composite InsulatorDocument1 page220KV-120KN Composite InsulatorHikmat AyerNo ratings yet
- Bid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFDocument1,097 pagesBid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFHikmat AyerNo ratings yet
- Soil Plasticity and The Structured Cam Clay ModelDocument25 pagesSoil Plasticity and The Structured Cam Clay ModelHikmat AyerNo ratings yet
- Soil Plasticity and The Structured Cam Clay ModelDocument100 pagesSoil Plasticity and The Structured Cam Clay ModelHikmat AyerNo ratings yet
- Tender Purchase - Xlpe CoverDocument1 pageTender Purchase - Xlpe CoverHikmat AyerNo ratings yet
- Bid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFDocument1,097 pagesBid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFHikmat AyerNo ratings yet
- Selection of Retaining Walls in Hill Areas - Indian StandardsDocument14 pagesSelection of Retaining Walls in Hill Areas - Indian Standardsnimm1962100% (1)
- Loading TreeDocument10 pagesLoading TreeHikmat AyerNo ratings yet
- Sokkia GRX2 (GPS Data Collection)Document12 pagesSokkia GRX2 (GPS Data Collection)Hikmat AyerNo ratings yet
- Transmission Line Work ToolsDocument9 pagesTransmission Line Work ToolsHikmat AyerNo ratings yet
- STD Comp Compression Joints ACSRDocument4 pagesSTD Comp Compression Joints ACSRHikmat AyerNo ratings yet
- 005-Use of HTLS ConductorsDocument153 pages005-Use of HTLS ConductorsHikmat Ayer100% (2)
- Cover Letter Juben BhaukajeeDocument1 pageCover Letter Juben BhaukajeeHikmat AyerNo ratings yet
- A Summary of KEPCO's 345kV Marine Transmission Line ProjectDocument5 pagesA Summary of KEPCO's 345kV Marine Transmission Line ProjectHikmat AyerNo ratings yet
- Analysis and Design of Four Leg Steel TRDocument7 pagesAnalysis and Design of Four Leg Steel TRHikmat AyerNo ratings yet
- 2 - KSD3503-Rolled Steels For General StructureDocument16 pages2 - KSD3503-Rolled Steels For General StructureHikmat Ayer100% (1)
- Plain Washers 7 KSB1326Document16 pagesPlain Washers 7 KSB1326Hikmat AyerNo ratings yet
- NepalLife Brochure 2014Document2 pagesNepalLife Brochure 2014Hikmat AyerNo ratings yet
- Transmission Line Work ToolsDocument4 pagesTransmission Line Work ToolsHikmat AyerNo ratings yet
- 150319091514AML Directives BeemaSamitiDocument20 pages150319091514AML Directives BeemaSamitiHikmat AyerNo ratings yet
- SAG CALculation ADocument2 pagesSAG CALculation AHikmat AyerNo ratings yet
- RCC Bulletin-CBIPDocument4 pagesRCC Bulletin-CBIPHikmat AyerNo ratings yet
- 005-Use of HTLS ConductorsDocument153 pages005-Use of HTLS ConductorsHikmat Ayer100% (2)
- The CorrossionDocument12 pagesThe CorrossionKoji Flores YaoNo ratings yet
- Certificado 3.1 y Calibracion Termopares - TecamDocument11 pagesCertificado 3.1 y Calibracion Termopares - TecamigorNo ratings yet
- Murex Arc Gas Conumables 3Document58 pagesMurex Arc Gas Conumables 3cfcshaker100% (1)
- Sintering ProcessDocument4 pagesSintering ProcessNicollas Matheus100% (1)
- Sep 1615-1975Document20 pagesSep 1615-1975amit gajbhiyeNo ratings yet
- Technology 1Document10 pagesTechnology 1Tahar Dabbar100% (1)
- FBES 01 Book-The-Steel-Book V07.01.0818 WEBDocument116 pagesFBES 01 Book-The-Steel-Book V07.01.0818 WEBrenandNo ratings yet
- Design and Manufacture of A Hydraulic ExDocument10 pagesDesign and Manufacture of A Hydraulic ExRamdas JoshiNo ratings yet
- Development of Consumables For Nuclear Power Grade Steel Castings.Document11 pagesDevelopment of Consumables For Nuclear Power Grade Steel Castings.DNH RND - VijaykumarNo ratings yet
- Process Piping Preheat TemeperaturesDocument1 pageProcess Piping Preheat TemeperaturesShreekanthKannathNo ratings yet
- Hanita PDFDocument614 pagesHanita PDFtesteando1988No ratings yet
- Lamot Diagram For Hardenability PDFDocument4 pagesLamot Diagram For Hardenability PDFsivajirao70No ratings yet
- The Basics of Arc WeldingDocument35 pagesThe Basics of Arc WeldingDesmond ChangNo ratings yet
- Sentalloy: The Story of SuperelasticityDocument12 pagesSentalloy: The Story of SuperelasticityGavrilescu MihaiNo ratings yet
- Exothermic Welding SeriesDocument2 pagesExothermic Welding SeriesJawad AziziNo ratings yet
- Apprenticeship and Industry Training: Welder Apprenticeship Course OutlineDocument32 pagesApprenticeship and Industry Training: Welder Apprenticeship Course Outlinejayson acunaNo ratings yet
- Freccia Cat Al 2007Document532 pagesFreccia Cat Al 2007dan0410No ratings yet
- WalterDocument100 pagesWalterrho myoung chullNo ratings yet
- Recycling of End of Life Vehicles in Serbia As Resource of Secondary AluminumDocument6 pagesRecycling of End of Life Vehicles in Serbia As Resource of Secondary AluminumManojlovic VasoNo ratings yet
- Fluxes For MetallurgyDocument15 pagesFluxes For Metallurgyramau619No ratings yet
- Effect of Alloying Element in AluminiumDocument2 pagesEffect of Alloying Element in AluminiumKhaled NabilNo ratings yet
- 7 Eaf BofDocument28 pages7 Eaf BofMuhammad Umar Al FaruqNo ratings yet
- AWS A4.2 Standard Delta-Ferrita WJ 1976 06 s159Document6 pagesAWS A4.2 Standard Delta-Ferrita WJ 1976 06 s159Gedalías MartínezNo ratings yet
- Duaplate D80 Weld Overlay: ManufactureDocument1 pageDuaplate D80 Weld Overlay: ManufactureImmalatulhusnaNo ratings yet
- Phy DDocument1 pagePhy DHet PatelNo ratings yet
- Accord International, Inc.: No. KC - King Combination NipplesDocument1 pageAccord International, Inc.: No. KC - King Combination Nipplesadvantage025No ratings yet
- PUT Paper of Manufacturing Science II (2019-20)Document3 pagesPUT Paper of Manufacturing Science II (2019-20)Tulsi ChouhanNo ratings yet
- Astm A961-21Document9 pagesAstm A961-21bdr85No ratings yet
- Rust Coat 205Document2 pagesRust Coat 205huonglhd51No ratings yet
- Welding Course 1Document79 pagesWelding Course 1Orueta ClaudioNo ratings yet