You might also like
- Dust Explosion and Fire Prevention Handbook: A Guide to Good Industry PracticesFrom EverandDust Explosion and Fire Prevention Handbook: A Guide to Good Industry PracticesNo ratings yet
- Dust Explosion Protection Using Flameless Venting - FIKE EXEMPLOSDocument18 pagesDust Explosion Protection Using Flameless Venting - FIKE EXEMPLOSPedro Ceriolli100% (1)
- Fire and Explosion Characteristics of Powders: Vahid Ebadat, PH.DDocument7 pagesFire and Explosion Characteristics of Powders: Vahid Ebadat, PH.Dsiruslara6491No ratings yet
- Case Study Vent SizingDocument5 pagesCase Study Vent SizingLluís Vidales SerresNo ratings yet
- 2 Consequence Modelling - Overview of HazardsDocument75 pages2 Consequence Modelling - Overview of HazardsJeampierr Jiménez Chero100% (1)
- Flammables and Combustible LiquidsDocument23 pagesFlammables and Combustible LiquidserharsinghNo ratings yet
- 15 Explosion CalculationsDocument6 pages15 Explosion CalculationsNakkolopNo ratings yet
- An Improved Flammability Diagram ForDocument19 pagesAn Improved Flammability Diagram ForMohanad El-HarbawiNo ratings yet
- Evaporation RateDocument9 pagesEvaporation Ratedei_sandeep7994No ratings yet
- Detonation & DeflagrationDocument13 pagesDetonation & DeflagrationJigar DodiaNo ratings yet
- Consequence Assessment of Vapour Cloud Explosion Involving Hydrogen ReleaseDocument7 pagesConsequence Assessment of Vapour Cloud Explosion Involving Hydrogen ReleaseRiccardo CozzaNo ratings yet
- NFPA Combustible Dust CodeDocument11 pagesNFPA Combustible Dust CodeRoadieNo ratings yet
- Shapa Venting Paper 10Document10 pagesShapa Venting Paper 10nshsharma7475No ratings yet
- Choice of Runaway Reaction Scenarios For Vent Sizing Based Onpseudo Adiabatic Calorimetric TechniquesDocument48 pagesChoice of Runaway Reaction Scenarios For Vent Sizing Based Onpseudo Adiabatic Calorimetric TechniquesgiovanniNo ratings yet
- A Framework For Ignition Probability of Flammable Gas Clouds - ICHEMEDocument12 pagesA Framework For Ignition Probability of Flammable Gas Clouds - ICHEMEchem_taNo ratings yet
- Flame Arrestor White Paper en 5364202Document15 pagesFlame Arrestor White Paper en 5364202ksvvijNo ratings yet
- Protected System: Protecting Relief Device EquipmentDocument23 pagesProtected System: Protecting Relief Device Equipmentanamaria ursuNo ratings yet
- Reduce Hazards-Vaccum SystemDocument7 pagesReduce Hazards-Vaccum SystemChem.EnggNo ratings yet
- Foam Calculation - Oisd 116Document1 pageFoam Calculation - Oisd 116vikramNo ratings yet
- Explosion of Hydrocarbon Fuels: Aviation Fire Dynamics - Spring 2013Document91 pagesExplosion of Hydrocarbon Fuels: Aviation Fire Dynamics - Spring 2013Anonymous TVSJ41mN100% (1)
- Menentukan Material Factor Berdasarkan IndexDocument18 pagesMenentukan Material Factor Berdasarkan IndexdevitajatiNo ratings yet
- Static Electrification: Standard Test Method ForDocument10 pagesStatic Electrification: Standard Test Method Forastewayb_964354182No ratings yet
- M.J. Tang and Q.A. Baker - A New Set of Blast Curves From Vapor Cloud ExplosionDocument6 pagesM.J. Tang and Q.A. Baker - A New Set of Blast Curves From Vapor Cloud ExplosionSodaMoussez0% (1)
- Explosion Indices Test (KST and Pmax)Document3 pagesExplosion Indices Test (KST and Pmax)Liu YangtzeNo ratings yet
- Journal of Loss Prevention in The Process IndustriesDocument12 pagesJournal of Loss Prevention in The Process IndustriesPredrag RaskovicNo ratings yet
- 4461271Document79 pages4461271Thoufik AhmedNo ratings yet
- Chemical Exposure IndexDocument23 pagesChemical Exposure IndexwankartikaNo ratings yet
- Pamphlet 121 - Explosive Properties - Ed. 3 - 01-2009Document37 pagesPamphlet 121 - Explosive Properties - Ed. 3 - 01-2009sangoi87No ratings yet
- 2 SafetyRiskAnalysis-GasPlantItalyDocument2 pages2 SafetyRiskAnalysis-GasPlantItalySDP02No ratings yet
- Quentin A. Baker Et Al - Update of "Guidelines To Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE and Flash Fire Hazards"Document10 pagesQuentin A. Baker Et Al - Update of "Guidelines To Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE and Flash Fire Hazards"SodaMoussezNo ratings yet
- Combustible DustDocument9 pagesCombustible Dustingbarragan87100% (1)
- Bump Test PDFDocument1 pageBump Test PDFIqbal Ramadani0% (1)
- Design Project HAZOP Draft 6Document6 pagesDesign Project HAZOP Draft 6Aleksei SukhovNo ratings yet
- Explosion Protection - E PDFDocument7 pagesExplosion Protection - E PDFAPCANo ratings yet
- An Oven Explosion - Lessons Learned On PSM ApplicationsDocument7 pagesAn Oven Explosion - Lessons Learned On PSM Applicationshuat86No ratings yet
- REMBE - Explosion Protection BasicsDocument95 pagesREMBE - Explosion Protection BasicsHH KevinNo ratings yet
- Explosive Limits CalculationDocument3 pagesExplosive Limits CalculationManish GautamNo ratings yet
- How To Generate F-N Curves: Risk Analysis For Information and Systems EngineeringDocument8 pagesHow To Generate F-N Curves: Risk Analysis For Information and Systems EngineeringALIKNFNo ratings yet
- Fire Resisting Construction 1996-AllDocument39 pagesFire Resisting Construction 1996-AlliyhkNo ratings yet
- Dust VdiDocument4 pagesDust VdiFrancesco RamaccioniNo ratings yet
- Reaction CalorimetryDocument7 pagesReaction CalorimetrySankar Adhikari100% (1)
- 5.2 Liquid Classification V1.0Document1 page5.2 Liquid Classification V1.0scrbdgharaviNo ratings yet
- PSV ReportDocument6 pagesPSV Reportanamaria ursuNo ratings yet
- Gas Detector GuidelinesDocument4 pagesGas Detector Guidelinesadilmomin45No ratings yet
- Section 1 Explosive Atmospheres 07-2017 Rev 3Document17 pagesSection 1 Explosive Atmospheres 07-2017 Rev 3kingmltNo ratings yet
- GAPS Guidelines: Hydraulic GradientDocument5 pagesGAPS Guidelines: Hydraulic GradientKadiri OlanrewajuNo ratings yet
- Safely Convey Combustible DustsDocument4 pagesSafely Convey Combustible DustsArunkumarNo ratings yet
- Phast 6.7Document4 pagesPhast 6.7Sunil Kumar100% (1)
- Basic Dust Explosion PDFDocument32 pagesBasic Dust Explosion PDFMauricioNo ratings yet
- AeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsDocument13 pagesAeSolutions Risk Criteria Selection and The Impacts On LOPA ResultsAnonymous bHh1L1No ratings yet
- Consequence Analysis of BLEVE Scenario I PDFDocument4 pagesConsequence Analysis of BLEVE Scenario I PDFArun KumarNo ratings yet
- Sizing of Dust Explosion Vents in The Process IndustriesDocument12 pagesSizing of Dust Explosion Vents in The Process IndustriesjosethompsonNo ratings yet
- MAXON PresentationDocument27 pagesMAXON PresentationJaroslav KurucNo ratings yet
- Risk Analysis of Flammable Refrigerant Handling During Service and Maintenance ActivitiesDocument8 pagesRisk Analysis of Flammable Refrigerant Handling During Service and Maintenance ActivitiesdaNo ratings yet
- Roll Paper Fire ProtectionDocument22 pagesRoll Paper Fire ProtectionRicardoLauferNo ratings yet
- Instructions For Using This WorksheetDocument11 pagesInstructions For Using This WorksheetMohanNo ratings yet
- Exercise 5Document18 pagesExercise 5anamaria ursuNo ratings yet
- Ver2-0 Part 01 Ignition PropertiesDocument24 pagesVer2-0 Part 01 Ignition PropertieschewbaccyNo ratings yet
- Workbook For Chemical Reactor Relief System SizingDocument123 pagesWorkbook For Chemical Reactor Relief System SizingRicardo BecNo ratings yet
- Pbe - 200810-Conveying Line Elbows Provide Maintenance-Free OperationDocument4 pagesPbe - 200810-Conveying Line Elbows Provide Maintenance-Free Operation설동하No ratings yet
- Pbe - 200703-Conveying System Successfully Transfers Carbon Black Prills From Railcars To SilosDocument4 pagesPbe - 200703-Conveying System Successfully Transfers Carbon Black Prills From Railcars To Silos설동하No ratings yet
- Pbe - 200406-Conveyor and Blower Sytem Unloads Positive ResultsDocument5 pagesPbe - 200406-Conveyor and Blower Sytem Unloads Positive Results설동하No ratings yet
- CP-140428-Make The Most of Powder ProcessesDocument26 pagesCP-140428-Make The Most of Powder Processes설동하No ratings yet
- CP 140220 Powder Processing Best Practices3Document25 pagesCP 140220 Powder Processing Best Practices3설동하No ratings yet
- Book Design of Slurry Transport Systems by Jacobs PDFDocument321 pagesBook Design of Slurry Transport Systems by Jacobs PDF설동하60% (5)
- Efficient Pneumatic ConveyingDocument14 pagesEfficient Pneumatic Conveying설동하100% (2)
- DUNAN Fan Coil UnitDocument14 pagesDUNAN Fan Coil UnitDjordjeNo ratings yet
- Parts Catalog: Paper Feed Unit Type 3800C (G568)Document23 pagesParts Catalog: Paper Feed Unit Type 3800C (G568)poldisagtNo ratings yet
- Specific Gravity 20mmDocument4 pagesSpecific Gravity 20mmIsaiahogedaNo ratings yet
- Manual Gratis Chery Tig GoDocument16 pagesManual Gratis Chery Tig GoPaulo Arráiz100% (1)
- Lectures - Mass TransferDocument36 pagesLectures - Mass TransferaaaNo ratings yet
- OML Section CDocument3 pagesOML Section Cمهند ستارNo ratings yet
- PDFDocument255 pagesPDFwrite2arshad_mNo ratings yet
- Msi ms-7222 Rev 3.0 SCH PDFDocument30 pagesMsi ms-7222 Rev 3.0 SCH PDFRodney RibeiroNo ratings yet
- Scarifier 9 Piecies Tooth TypeDocument2 pagesScarifier 9 Piecies Tooth Typeangga setyawanNo ratings yet
- Polymers For Transdermal Drug Delivery SystemsDocument9 pagesPolymers For Transdermal Drug Delivery SystemsAmjadRazaNo ratings yet
- AY 2015-16cvbbnjDocument245 pagesAY 2015-16cvbbnjSyed Abdul AzizNo ratings yet
- Flexible Ac Transmission SystemDocument18 pagesFlexible Ac Transmission SystemVinod Kumar VeeramreddyNo ratings yet
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationDocument3 pagesPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesNo ratings yet
- EST 2011B v1.0 Configuration 10/28/2018 7:43 AMDocument2 pagesEST 2011B v1.0 Configuration 10/28/2018 7:43 AMbagusNo ratings yet
- Home Automation Control System Using DTMFDocument25 pagesHome Automation Control System Using DTMFengaydiNo ratings yet
- Gate Ee 1991Document7 pagesGate Ee 1991Bhavani Chandra UniqueNo ratings yet
- Steam Boiler Technology (2003)Document218 pagesSteam Boiler Technology (2003)Majid Sattar100% (3)
- Artificial Intelligence Questions&Ans Uninformed SearchDocument5 pagesArtificial Intelligence Questions&Ans Uninformed Searchjaijohnk83% (6)
- Single Col - Tank-2013Document35 pagesSingle Col - Tank-2013Hgagselim SelimNo ratings yet
- PPAPDocument2 pagesPPAPVlad NitaNo ratings yet
- How To Build Pyramids and Other Orgone GeneratorsDocument6 pagesHow To Build Pyramids and Other Orgone GeneratorsGuy Jones100% (2)
- ctc-189 Answerbook PDFDocument136 pagesctc-189 Answerbook PDFmenosoft100% (1)
- Final Thesis DATADocument60 pagesFinal Thesis DATAdahaletushar75No ratings yet
- XCMG Construction Machinery Co., LTDDocument4 pagesXCMG Construction Machinery Co., LTD余No ratings yet
- Module D Exercise ModD - QB09 - EngDocument4 pagesModule D Exercise ModD - QB09 - Engapi-3812894No ratings yet
- ThaiREC Checklist-Barge Inspection Questionnaire GasDocument18 pagesThaiREC Checklist-Barge Inspection Questionnaire Gasเปีย วันชัย สวนทอง100% (1)
- Revised Malaysian Code of Practice For Structural Use of TimberDocument6 pagesRevised Malaysian Code of Practice For Structural Use of Timbermcwong_98No ratings yet
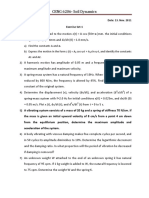
- CENG6206 Soil Dynamics ExerciseProblemDocument4 pagesCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- EN 61000 3-2 GuideDocument19 pagesEN 61000 3-2 Guideyunus emre KılınçNo ratings yet
- Cable TrenchDocument57 pagesCable TrenchHari Krishna AaryanNo ratings yet