You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- TM 9-1751 Cylinder, Radial, Gasoline Engine (Continental Model R975-C1) 1944Document237 pagesTM 9-1751 Cylinder, Radial, Gasoline Engine (Continental Model R975-C1) 1944Kelsey Yuen50% (2)
- Maths Project On Home BudgetDocument21 pagesMaths Project On Home BudgetVidhi Chokhani79% (620)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Financial Market and Portfolio Management Assignment 2Document6 pagesFinancial Market and Portfolio Management Assignment 2leeroy mekiNo ratings yet
- ADIPEC 2022 ExhibitorsDocument86 pagesADIPEC 2022 Exhibitorssahirprojects0% (1)
- Proposed Construction of New Kutulo Airstrip - RetenderDocument112 pagesProposed Construction of New Kutulo Airstrip - RetenderKenyaAirportsNo ratings yet
- Manual de Motores Vol 4Document75 pagesManual de Motores Vol 4Gabriel Piñon Conde100% (1)
- OilField Review 2016 Cement EvaluationDocument10 pagesOilField Review 2016 Cement EvaluationLuisNo ratings yet
- Specifying CIP SystemsDocument15 pagesSpecifying CIP Systemssahirprojects100% (1)
- Unit 06 Extra Grammar ExercisesDocument3 pagesUnit 06 Extra Grammar ExercisesLeo Muñoz43% (7)
- Xu10j4 PDFDocument80 pagesXu10j4 PDFPaulo Luiz França100% (1)
- IRC Presentazione English 2Document18 pagesIRC Presentazione English 2sahirprojectsNo ratings yet
- Specifying Slide Gate ValveDocument4 pagesSpecifying Slide Gate ValvesahirprojectsNo ratings yet
- PF - K7 Valve 2022Document2 pagesPF - K7 Valve 2022sahirprojectsNo ratings yet
- 110 113 Questionnaire DVP DDK Controllable en 150702 STDocument2 pages110 113 Questionnaire DVP DDK Controllable en 150702 STbaptNo ratings yet
- IMI CCI Product Mech HIPPS Vis3Document3 pagesIMI CCI Product Mech HIPPS Vis3sahirprojectsNo ratings yet
- Mesit Company Profile Products and ServicesDocument26 pagesMesit Company Profile Products and ServicessahirprojectsNo ratings yet
- Seals RFQ FormDocument1 pageSeals RFQ FormsahirprojectsNo ratings yet
- Nifty Movement After ConsolidationDocument4 pagesNifty Movement After ConsolidationsahirprojectsNo ratings yet
- (Fls 1001 (Ea4) Fls Pumps Catalog Lr1Document96 pages(Fls 1001 (Ea4) Fls Pumps Catalog Lr1Evangelos TsampourisNo ratings yet
- IMI CCI Product HIPPS AW LRESDocument4 pagesIMI CCI Product HIPPS AW LRESsahirprojectsNo ratings yet
- IMI CCI Product HIPPS AW LRESDocument4 pagesIMI CCI Product HIPPS AW LRESsahirprojectsNo ratings yet
- ISH ExhibitorsDocument18 pagesISH ExhibitorssahirprojectsNo ratings yet
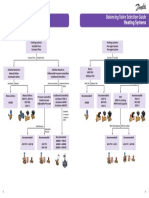
- BalancingValve Selection Guide PDFDocument1 pageBalancingValve Selection Guide PDFsahirprojectsNo ratings yet
- DP Flow Meter - QuestionaireDocument328 pagesDP Flow Meter - QuestionairesahirprojectsNo ratings yet
- DP Flow Meter - QuestionaireDocument328 pagesDP Flow Meter - QuestionairesahirprojectsNo ratings yet
- Chancellor Line HangersDocument53 pagesChancellor Line HangerssahirprojectsNo ratings yet
- BalancingValve Selection Guide PDFDocument1 pageBalancingValve Selection Guide PDFsahirprojectsNo ratings yet
- Office # 212-213, 2 Floor, Shopper's Orbit, Alandi Road, Vishrantwadi, Pune-411015, INDIADocument2 pagesOffice # 212-213, 2 Floor, Shopper's Orbit, Alandi Road, Vishrantwadi, Pune-411015, INDIAsahirprojectsNo ratings yet
- An Online 3D Printing Portal For General and Medical Fields: Muhammad Umair Wan Seok KimDocument4 pagesAn Online 3D Printing Portal For General and Medical Fields: Muhammad Umair Wan Seok KimsahirprojectsNo ratings yet
- Rotary Actuator Selection Guide: Situations, Please Contact Technical Support at MeadDocument10 pagesRotary Actuator Selection Guide: Situations, Please Contact Technical Support at MeadsahirprojectsNo ratings yet
- Presidential and Parliamentary DemocraciesDocument14 pagesPresidential and Parliamentary DemocraciessahirprojectsNo ratings yet
- Bodine 123 Selection GuideDocument8 pagesBodine 123 Selection GuidesahirprojectsNo ratings yet
- SCANDINAVIAN INDUSTRIAL EQUIPMENTDocument77 pagesSCANDINAVIAN INDUSTRIAL EQUIPMENTsahirprojectsNo ratings yet
- Pumpcpq Site v1Document18 pagesPumpcpq Site v1sahirprojectsNo ratings yet
- BM Europe Expansion Joints Technical CalculationDocument9 pagesBM Europe Expansion Joints Technical CalculationsahirprojectsNo ratings yet
- DC Motor Selection ProcedureDocument5 pagesDC Motor Selection ProceduresahirprojectsNo ratings yet
- Asset Preservation FlyerDocument1 pageAsset Preservation FlyersahirprojectsNo ratings yet
- Lilypad Hotels & Resorts: Paul DidriksenDocument15 pagesLilypad Hotels & Resorts: Paul DidriksenN.a. M. TandayagNo ratings yet
- Tds Uniqflow 372s enDocument1 pageTds Uniqflow 372s enm daneshpourNo ratings yet
- EzraCohen TVMasterclass 2.0Document10 pagesEzraCohen TVMasterclass 2.0Pete PetittiNo ratings yet
- Indian companies involved in trade dispute caseDocument15 pagesIndian companies involved in trade dispute caseakshay daymaNo ratings yet
- CANDIDATE'S BIO DATADocument2 pagesCANDIDATE'S BIO DATAAamir ArainNo ratings yet
- Refractomax 521 Refractive Index Detector: FeaturesDocument2 pagesRefractomax 521 Refractive Index Detector: FeaturestamiaNo ratings yet
- The Problem and Its SettingDocument36 pagesThe Problem and Its SettingRodel CamposoNo ratings yet
- Service Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EDocument71 pagesService Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EJonathan Da SilvaNo ratings yet
- TESA Doorclosers and Door Operators PDFDocument46 pagesTESA Doorclosers and Door Operators PDFDawood Shaik Abdul CadarNo ratings yet
- How To Use Oracle Account Generator For Project Related TransactionsDocument40 pagesHow To Use Oracle Account Generator For Project Related Transactionsapnambiar88No ratings yet
- Hangup Cause Code Table: AboutDocument5 pagesHangup Cause Code Table: Aboutwhatver johnsonNo ratings yet
- 2008 Application FormDocument12 pages2008 Application FormVishal PonugotiNo ratings yet
- Bode PlotDocument6 pagesBode PlotChandan S KNo ratings yet
- The Importance of Personal Protective Equipment in Pesticide App 2018Document4 pagesThe Importance of Personal Protective Equipment in Pesticide App 2018Anees MalikNo ratings yet
- Project CST 383Document1,083 pagesProject CST 383api-668525404No ratings yet
- Open Recruitment Member Kejar Mimpi Periode 2023 (Responses)Document22 pagesOpen Recruitment Member Kejar Mimpi Periode 2023 (Responses)Sophia Dewi AzzahraNo ratings yet
- Project Proposal: Retail Environment Design To Create Brand ExperienceDocument3 pagesProject Proposal: Retail Environment Design To Create Brand ExperienceMithin R KumarNo ratings yet
- ROUTERDocument26 pagesROUTERIsraelNo ratings yet
- English Speech Save Our Earth Save Our RainforestDocument3 pagesEnglish Speech Save Our Earth Save Our RainforestYeremia Billy100% (1)
- Patient Safety IngDocument6 pagesPatient Safety IngUlfani DewiNo ratings yet
- Cough: by Dr. Meghana Patil (Intern Batch 2016)Document24 pagesCough: by Dr. Meghana Patil (Intern Batch 2016)Meghana PatilNo ratings yet
- Keystone - Contractors - Book 16 05 12 FinalDocument9 pagesKeystone - Contractors - Book 16 05 12 Finalfb8120No ratings yet
- Section 2 in The Forest (Conservation) Act, 1980Document1 pageSection 2 in The Forest (Conservation) Act, 1980amit singhNo ratings yet