You might also like
- SOP Mesin Gerinda DudukDocument9 pagesSOP Mesin Gerinda DudukAgus Noncry DwicahyoNo ratings yet
- Kerja Pelat CiptaDocument75 pagesKerja Pelat CiptaCipta Andri Jhona Sinuraya100% (1)
- Sop Pengecoran LogamDocument7 pagesSop Pengecoran LogamMahmud SholihuddinNo ratings yet
- K3 Mesin GerindaDocument7 pagesK3 Mesin GerindarifqiNo ratings yet
- Pengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFDocument8 pagesPengaruh Variasi Kecepatan Dan Variabel Putaran Spindel Mesin Frais Terhadap Kekasaran Permukaan Pada Proses Frais PDFyoga karuniaNo ratings yet
- Soal Latihan Gerinda Gasal 2019Document9 pagesSoal Latihan Gerinda Gasal 2019Dhimas0% (1)
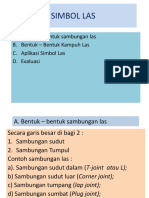
- Simbol LasDocument10 pagesSimbol LasSalikin EspedeNo ratings yet
- Makalah k3 Departement MaintenanceDocument20 pagesMakalah k3 Departement MaintenanceHafizInsaNo ratings yet
- Work Preparation Gergaji LurusDocument2 pagesWork Preparation Gergaji Luruszuhdan zamzamiNo ratings yet
- Bench DrillDocument15 pagesBench DrillbonekNo ratings yet
- Mesin GerindaDocument23 pagesMesin GerindaAdinda KwNo ratings yet
- Macam-Macam Pahat BubutDocument26 pagesMacam-Macam Pahat BubutPius HozYota100% (1)
- Tugas 1 Teknik Pengecoran Logam Muchammad Daffa Adi SaputroDocument7 pagesTugas 1 Teknik Pengecoran Logam Muchammad Daffa Adi SaputroHayyan ArnandaNo ratings yet
- Langkah KerjaDocument8 pagesLangkah KerjaAgusNo ratings yet
- RagumDocument5 pagesRagumTopan DwiriyanNo ratings yet
- LAPORAN PengecoranDocument22 pagesLAPORAN PengecoranDanielJhonySitumorangSuhutNo ratings yet
- Definisi FabrikasiDocument11 pagesDefinisi Fabrikasimuhammad rizkiNo ratings yet
- Cara Menggunakan Gerinda TanganDocument67 pagesCara Menggunakan Gerinda TanganBarot DarmogandolNo ratings yet
- Mill BitsDocument7 pagesMill BitsAgus SusantoNo ratings yet
- Resume Mesin Bubut by Rrna - Me-7cDocument7 pagesResume Mesin Bubut by Rrna - Me-7cRefa RafiNo ratings yet
- Perencanaan Pembuatan Ulir Segi EmpatDocument30 pagesPerencanaan Pembuatan Ulir Segi EmpatAditya EkaNo ratings yet
- Mesin DrillingDocument7 pagesMesin DrillingM Syaifuddin IhsanNo ratings yet
- Alat Pelindung DiriDocument10 pagesAlat Pelindung DiriVithree Choirun NisaNo ratings yet
- Referensi Dasar Teori Las ListrikDocument20 pagesReferensi Dasar Teori Las ListrikMuthmainnah Al-QolbiNo ratings yet
- Perencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Document7 pagesPerencanaan Jadwal Perawatan Mesin Sekrap Merek Ajax Ajs 350Nabila Fany Pristanova0% (1)
- Plangisasi Perangkat DesaDocument2 pagesPlangisasi Perangkat DesaZaid Shibghatallah100% (1)
- Studi Kasus Penyelidikan Kecelakaan 1 GerindaDocument1 pageStudi Kasus Penyelidikan Kecelakaan 1 Gerindaheppy prastyo nugrohoNo ratings yet
- Ulangan Harian Batu GerindaDocument2 pagesUlangan Harian Batu Gerindateknik mesinNo ratings yet
- RagumDocument19 pagesRagumTMuhammad Rinaldi Aulia TiaNo ratings yet
- Pembuatan Lubang SenterDocument4 pagesPembuatan Lubang SenteragusNo ratings yet
- Proposal Morse TaperDocument14 pagesProposal Morse TaperSutomo Mandana PutraNo ratings yet
- Part-1 (Sambungan Rivet)Document8 pagesPart-1 (Sambungan Rivet)tyobluesiNo ratings yet
- Proses Pemotongan Logam Dengan Mesi1Document31 pagesProses Pemotongan Logam Dengan Mesi1Okky Ardiansyah0% (1)
- Bubut TuretDocument10 pagesBubut TuretRizky A RamadhanNo ratings yet
- Soal Semester Genap FraisDocument12 pagesSoal Semester Genap FraisandriNo ratings yet
- Definisi Mesin GerindaDocument15 pagesDefinisi Mesin GerindaAnonymous uIwgikPw100% (1)
- MAKALAH Material Bahan Alat PotongDocument19 pagesMAKALAH Material Bahan Alat PotongGagas WuNo ratings yet
- Tugas Membaca Alat UkurDocument3 pagesTugas Membaca Alat UkurAnggita DewiNo ratings yet
- Bahan Ajar Taper AttachementDocument13 pagesBahan Ajar Taper AttachementArief SuryoNo ratings yet
- SKRIPSI k3 Untuk ImaDocument103 pagesSKRIPSI k3 Untuk ImaNur RokhimahNo ratings yet
- Bab IV Perkakas TanganDocument16 pagesBab IV Perkakas TanganDidit Eko PrasetyoNo ratings yet
- Tugas Teknologi Mekanik JSA Mesin Bubut - Ahmad Fatihul Azzam - 0521040100Document2 pagesTugas Teknologi Mekanik JSA Mesin Bubut - Ahmad Fatihul Azzam - 0521040100Ahmad Fatihul AzzamNo ratings yet
- RPS Elemen Mesin 1Document6 pagesRPS Elemen Mesin 1MiftahulJannahYusufNo ratings yet
- Penggunaan Mesin TetapDocument33 pagesPenggunaan Mesin TetapAfifa Aziz Balwe'elNo ratings yet
- Silabus Teknik Pemesinan Non KonvensionalDocument10 pagesSilabus Teknik Pemesinan Non KonvensionalBayu AnggaraNo ratings yet
- C. Tata Laksana PT. Rachmat Perdana AdhimetalDocument2 pagesC. Tata Laksana PT. Rachmat Perdana AdhimetalTofik SfNo ratings yet
- Materi Ajar Fabrikasi LogamDocument17 pagesMateri Ajar Fabrikasi LogamRahadian Wahyu SatriaSagi100% (1)
- Materi Safety Talk Pengelasan Oxy AcetyleneDocument2 pagesMateri Safety Talk Pengelasan Oxy AcetyleneRicky Stormbringer ChristianNo ratings yet
- Makalah Pemeliharaan FixDocument16 pagesMakalah Pemeliharaan Fixfirman fir0% (1)
- Job Sheet Gerinda 2020Document4 pagesJob Sheet Gerinda 2020mastur barkahNo ratings yet
- Jobsheet 1Document2 pagesJobsheet 1Nur Kholid UtomoNo ratings yet
- Membubut PermukaanDocument3 pagesMembubut PermukaanTemon sujadiNo ratings yet
- Jenis Pahat Mesin BubutDocument11 pagesJenis Pahat Mesin BubutRommyNo ratings yet
- Soal FraisDocument11 pagesSoal FraisAdhi NurcahyoNo ratings yet
- Format Proposal Magang Pt. Kubota IndonesiaDocument13 pagesFormat Proposal Magang Pt. Kubota IndonesiaRezkillahNo ratings yet
- Pemotong Ulir - Kelompok 1Document9 pagesPemotong Ulir - Kelompok 1Ardian Prima YudhaNo ratings yet
- Jenis Dan Fungsi Perkakas TanganDocument15 pagesJenis Dan Fungsi Perkakas TanganKendy MeanNo ratings yet
- Macam2 Perkakas Tangan Dan FungsinyaDocument16 pagesMacam2 Perkakas Tangan Dan FungsinyazulfemiNo ratings yet
- Menggunakan Perkakas TanganDocument11 pagesMenggunakan Perkakas TanganDe DenNo ratings yet
- Jenis Dan Fungsi Perkakas TanganDocument13 pagesJenis Dan Fungsi Perkakas TanganKendy Mean100% (1)
- Pengertian BiografiDocument2 pagesPengertian BiografiFirdaus Zamal AzizNo ratings yet
- Proposal PENSIDocument6 pagesProposal PENSIFirdaus Zamal AzizNo ratings yet
- Materi AnekdotDocument6 pagesMateri AnekdotFirdaus Zamal AzizNo ratings yet
- Laporan Paski ProvinsiDocument6 pagesLaporan Paski ProvinsiFirdaus Zamal AzizNo ratings yet
- Laporan Kegiatan Safety RidingDocument6 pagesLaporan Kegiatan Safety RidingFirdaus Zamal AzizNo ratings yet
- Silabus Bahasa Indonesia SMK XiiDocument48 pagesSilabus Bahasa Indonesia SMK XiiFirdaus Zamal Aziz100% (1)
- Soal UAS PEkerjaan Dasar ToDocument5 pagesSoal UAS PEkerjaan Dasar ToFirdaus Zamal AzizNo ratings yet