You might also like
- Chaplin 1995Document13 pagesChaplin 1995Rodrigo Alejandro Flores ZuñigaNo ratings yet
- EPF4801 Assignment T2 - Hopper DesignDocument2 pagesEPF4801 Assignment T2 - Hopper DesignArinaAdilaNo ratings yet
- 9 10 25Document16 pages9 10 25rasgeetsinghNo ratings yet
- Web PT English EnglishDocument32 pagesWeb PT English Englishalemao7x1 DiehlNo ratings yet
- Screw Threads: ME354 Albert ClaypoolDocument13 pagesScrew Threads: ME354 Albert ClaypoolfotickNo ratings yet
- Inverted Tooth Chains & Sprockets For Power Transmission - 601-306Document32 pagesInverted Tooth Chains & Sprockets For Power Transmission - 601-306Jhon Edison Guerrero GalindoNo ratings yet
- Wire Ropes Drive Mechanism For Reciprocating Linear MotionDocument5 pagesWire Ropes Drive Mechanism For Reciprocating Linear MotionSachin KumawatNo ratings yet
- Flaktwoods SilencersDocument14 pagesFlaktwoods SilencersBenjamín AlainNo ratings yet
- Janssens EquationDocument10 pagesJanssens EquationmrnaeemNo ratings yet
- Chains and Sprockets: Inverted ToothDocument32 pagesChains and Sprockets: Inverted ToothU.vijaya SarathiNo ratings yet
- Layout GuideDocument9 pagesLayout Guiderapidindustries100% (1)
- Technical Parameter of Spiral ClassifierDocument1 pageTechnical Parameter of Spiral ClassifierTerancen RajuNo ratings yet
- NSGA-II: A powerful multi-objective optimization algorithmDocument4 pagesNSGA-II: A powerful multi-objective optimization algorithmFrd CVNo ratings yet
- MEG373 CHP05 Forces ProblemsDocument4 pagesMEG373 CHP05 Forces ProblemsDavorinBazijanacNo ratings yet
- Design of Bearings & Miscellaneous ElementsDocument14 pagesDesign of Bearings & Miscellaneous ElementsjvanandhNo ratings yet
- AustraliaDocument343 pagesAustraliaChandan KumarNo ratings yet
- Rope Stuff For NDT Is GreatDocument6 pagesRope Stuff For NDT Is GreatSteve MorrisonNo ratings yet
- Technical Data Sheet - Steel Cord FR GradeDocument2 pagesTechnical Data Sheet - Steel Cord FR Gradeamol1321No ratings yet
- TBS Case Study Train LoadoutDocument1 pageTBS Case Study Train LoadoutChristopher LloydNo ratings yet
- Spur Gear Design 1Document16 pagesSpur Gear Design 1Nagu SriramaNo ratings yet
- Determining Stress in Curved Beams Using Beam TheoryDocument5 pagesDetermining Stress in Curved Beams Using Beam TheoryRobel MetikuNo ratings yet
- NewcastleDocument10 pagesNewcastleMohammed AlnasharNo ratings yet
- Belt Drive Handout - 05Document3 pagesBelt Drive Handout - 05NkoshiEpaphrasShoopalaNo ratings yet
- Belt Jointing ProcedureDocument5 pagesBelt Jointing ProcedureproxywarNo ratings yet
- NEIPA - Wire Ropes and Their UseDocument12 pagesNEIPA - Wire Ropes and Their Usesantosh100% (1)
- Belt Slippage SPWP1178ENPR-01Document2 pagesBelt Slippage SPWP1178ENPR-01JrbritoNo ratings yet
- FB Chain GaugeDocument12 pagesFB Chain GaugeMoetaz Mohamed100% (1)
- IEEE Guide For Seismic Qualification of Class 1E Metal-Enclosed Power Switchgear AssembliesDocument23 pagesIEEE Guide For Seismic Qualification of Class 1E Metal-Enclosed Power Switchgear AssembliesukritNo ratings yet
- Triangular LoadsDocument4 pagesTriangular LoadsMark SyNo ratings yet
- Problems s8Document4 pagesProblems s8zangue billy jamesNo ratings yet
- Screw Thread Calculations - Roy MechDocument6 pagesScrew Thread Calculations - Roy Mechangelo collaNo ratings yet
- Gear Design 2Document15 pagesGear Design 2cracking khalifNo ratings yet
- Coal Conveyor Belt Fault DetectionDocument4 pagesCoal Conveyor Belt Fault Detectionc pawarNo ratings yet
- Keys-Pin and Cotter JointsDocument18 pagesKeys-Pin and Cotter JointsUnknown Person On the EarthNo ratings yet
- Load Sharing Methods of Backstops 2004 01Document10 pagesLoad Sharing Methods of Backstops 2004 01Ruben SalgadoNo ratings yet
- MDG 12 Guide For The Construction of Friction WindersDocument23 pagesMDG 12 Guide For The Construction of Friction WindersbenssjNo ratings yet
- Material YS355Document4 pagesMaterial YS355Brice BdxNo ratings yet
- Gtacsr GztacsrDocument1 pageGtacsr GztacsrrooneytuNo ratings yet
- Ramsey Conveyor Protection SwitchesDocument6 pagesRamsey Conveyor Protection SwitchesArif AmirNo ratings yet
- Belt Conveyor Pulley Design - Why The FailuresDocument9 pagesBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiNo ratings yet
- Chains CalculationDocument29 pagesChains CalculationMOHITNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- ME6601-Design of Transmission Systems PDFDocument27 pagesME6601-Design of Transmission Systems PDFJeevitha RNo ratings yet
- Electromagnets Technical-Explanations Kendrion EN PDFDocument32 pagesElectromagnets Technical-Explanations Kendrion EN PDFalphons3No ratings yet
- Casar Steel Wire RopesDocument32 pagesCasar Steel Wire Ropessgupta_615796No ratings yet
- Engineering Drawing II Tutorial PDFDocument38 pagesEngineering Drawing II Tutorial PDFskumaranspNo ratings yet
- Belt Drive Types Material Applications Advantages Disadvantages PPT 1Document19 pagesBelt Drive Types Material Applications Advantages Disadvantages PPT 1Sandesh yadavNo ratings yet
- Neral Notes On Engineering Hardware - FastenersDocument45 pagesNeral Notes On Engineering Hardware - Fastenersbrotaccristian100% (1)
- ABB CatalogueDocument6 pagesABB CatalogueNavneet SinghNo ratings yet
- 353 35435 ME357 2011 4 2 1 Sheet MD2Document10 pages353 35435 ME357 2011 4 2 1 Sheet MD2adel nabhanNo ratings yet
- Tutorial Problems: Problem 1Document8 pagesTutorial Problems: Problem 1Omar ZamalkawyNo ratings yet
- Solving Beam Bending ProblemsDocument15 pagesSolving Beam Bending ProblemsMuhammad Fazeel Khan0% (1)
- CPS Vayeron Smart-Idler - Case StudyDocument13 pagesCPS Vayeron Smart-Idler - Case StudyAshok RaoNo ratings yet
- 12 - (4th Civil) (R.C. Bridges) Box Girder BridgesDocument15 pages12 - (4th Civil) (R.C. Bridges) Box Girder BridgesAymanengNo ratings yet
- Patented Boltable Clips Technical SpecificationsDocument2 pagesPatented Boltable Clips Technical SpecificationsIrwan JoeNo ratings yet
- The Pulley and Belt System PDFDocument9 pagesThe Pulley and Belt System PDFslayz0879100% (1)
- Splice Belt DesignDocument9 pagesSplice Belt DesignriteshsamantrayNo ratings yet
- V-Net Frence Machine Mechanical ProjectDocument38 pagesV-Net Frence Machine Mechanical Projectpatel ketan100% (1)
- BRIDON BAC TechnicalDocument25 pagesBRIDON BAC TechnicalMohamed SidateNo ratings yet
- Wire Ropes - Bridon Rope - BAC - TechnicalDocument25 pagesWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyNo ratings yet
- Quick & Easy Sprinkler Drop InstallationDocument2 pagesQuick & Easy Sprinkler Drop InstallationNajaf HussainNo ratings yet
- Dha BC&TP 2020Document155 pagesDha BC&TP 2020Duresham IlyasNo ratings yet
- Bs 2971 1991pdfDocument38 pagesBs 2971 1991pdfNajaf HussainNo ratings yet
- En 81-72-2015Document54 pagesEn 81-72-2015Gehan Cooray100% (1)
- DCK - Development & Construction Byelaws 2017 AcknowledgmentDocument203 pagesDCK - Development & Construction Byelaws 2017 AcknowledgmentHasnain PardesiNo ratings yet
- Designing Elevator Egress for Tall BuildingsDocument11 pagesDesigning Elevator Egress for Tall BuildingsNajaf HussainNo ratings yet
- 20YearsofPerformance BasedFireProtectionDesignDocument27 pages20YearsofPerformance BasedFireProtectionDesignDendi NugrohoNo ratings yet
- Honeywell Electrical: Cabinet Suppression SystemDocument6 pagesHoneywell Electrical: Cabinet Suppression SystemAyhan ÖZKALNo ratings yet
- 225IPAB - 225WMIP Technical Data and Installation SheetDocument4 pages225IPAB - 225WMIP Technical Data and Installation SheetNajaf HussainNo ratings yet
- EGRESS ANALYSIS & MEANS OF EGRESS BUILDING CODE COMPLIANCEDocument13 pagesEGRESS ANALYSIS & MEANS OF EGRESS BUILDING CODE COMPLIANCENajaf HussainNo ratings yet
- PR - Pressure Reducing ValveDocument2 pagesPR - Pressure Reducing ValveNajaf HussainNo ratings yet
- Building Byelaws SummaryDocument48 pagesBuilding Byelaws SummaryAhsan Buriro56% (72)
- Fire Engineering Meng HonsDocument17 pagesFire Engineering Meng HonsNajaf HussainNo ratings yet
- Model E Alarm Check Valve SpecificationDocument1 pageModel E Alarm Check Valve SpecificationNajaf HussainNo ratings yet
- THT-100-4/8T-10-F-300: Technical CharacteristicsDocument2 pagesTHT-100-4/8T-10-F-300: Technical CharacteristicsNajaf HussainNo ratings yet
- THT-100-4/8T-10-F-300: Technical CharacteristicsDocument2 pagesTHT-100-4/8T-10-F-300: Technical CharacteristicsNajaf HussainNo ratings yet
- Fire Pumps in Accordance EN 12845+A2 GuideDocument30 pagesFire Pumps in Accordance EN 12845+A2 GuideNajaf HussainNo ratings yet
- My FM Globel SprinklerDocument119 pagesMy FM Globel SprinklerVaibhav SharmaNo ratings yet
- Pressurization Fans For StaircaseDocument2 pagesPressurization Fans For StaircaseNajaf HussainNo ratings yet
- Combination Standpipe Sprinkler Systems GuideDocument10 pagesCombination Standpipe Sprinkler Systems Guideodemircioglu2No ratings yet
- As1668 2Document110 pagesAs1668 2Mike Hortelano85% (13)
- Cantonment Bye Law 2019 Dated 09 12 2019Document160 pagesCantonment Bye Law 2019 Dated 09 12 2019omerumeromer100% (2)
- Upc 2015Document444 pagesUpc 2015Ahmed LabibNo ratings yet
- Pressurization Fans For StaircaseDocument2 pagesPressurization Fans For StaircaseNajaf HussainNo ratings yet
- 033372Document1 page033372Najaf HussainNo ratings yet
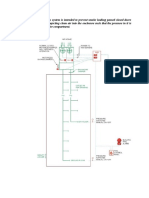
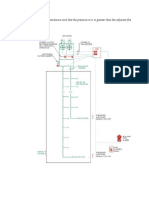
- Injecting Clean Air Into The Enclosure Such That The Pressure in It Is Greater Than The Adjacent Fire CompartmentDocument1 pageInjecting Clean Air Into The Enclosure Such That The Pressure in It Is Greater Than The Adjacent Fire CompartmentNajaf HussainNo ratings yet
- 033371Document1 page033371Najaf HussainNo ratings yet
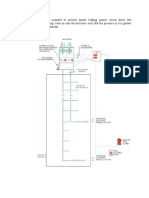
- Pressurization: Sequence of OperationDocument1 pagePressurization: Sequence of OperationNajaf HussainNo ratings yet
- Stairwell ADocument1 pageStairwell ANajaf HussainNo ratings yet
- Document For FireDocument1 pageDocument For FireNajaf HussainNo ratings yet
- Preparation of Turkey Red OilDocument16 pagesPreparation of Turkey Red OilHimanshu Jha73% (11)
- Ewald SphereDocument57 pagesEwald SphereMohammad Rameez0% (1)
- Journal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisDocument8 pagesJournal of Power Sources: Pedro O. Lopez-Montesinos, Amit V. Desai, Paul J.A. KenisbernardNo ratings yet
- A Simple Lamina Flow Engine PDFDocument2 pagesA Simple Lamina Flow Engine PDFSelva KumarNo ratings yet
- Notes Singly RF BeamDocument5 pagesNotes Singly RF Beamshivaji_sarvadeNo ratings yet
- MarriageDocument3 pagesMarriageAstrologerAnjaanNo ratings yet
- Installation Operation Maintenance Manual (Harvest Series)Document36 pagesInstallation Operation Maintenance Manual (Harvest Series)berkahharianNo ratings yet
- Design Guide Handbook For EN 1996 Design of Masonry StructuresDocument46 pagesDesign Guide Handbook For EN 1996 Design of Masonry Structuresbusyspider100% (1)
- Extrusion Press PDFDocument2 pagesExtrusion Press PDFRobert25% (4)
- Offshore Pipeline Hydraulic and Mechanical AnalysesDocument25 pagesOffshore Pipeline Hydraulic and Mechanical AnalysesEslam RedaNo ratings yet
- LS-DYNA-Intro 14.5 L01 Intro To Exp DynDocument40 pagesLS-DYNA-Intro 14.5 L01 Intro To Exp DynAnil KumarNo ratings yet
- Metodo Epa 18Document40 pagesMetodo Epa 18Luis TrejoNo ratings yet
- M.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDocument31 pagesM.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDr. M. Prasad NaiduNo ratings yet
- LNG SamplingSystemDocument2 pagesLNG SamplingSystemGuillermo Lopez-FloresNo ratings yet
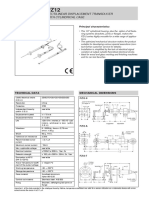
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- 2018 MunsellelectronicDocument9 pages2018 MunsellelectronicCristian Camilo Quitian MoralesNo ratings yet
- PDFDocument36 pagesPDFvishwasdeepjoshiNo ratings yet
- Numericals - RajasthanUniversity - Papers End Sem ChemDocument20 pagesNumericals - RajasthanUniversity - Papers End Sem ChemJanmendraNo ratings yet
- How Does DCPIP WorkDocument3 pagesHow Does DCPIP WorkIsaac LeeNo ratings yet
- Dr. Mezmer's Psychopedia of Bad PsychologyDocument378 pagesDr. Mezmer's Psychopedia of Bad PsychologyArt Marr100% (5)
- Computational Methods For Platicity-SouzaDocument816 pagesComputational Methods For Platicity-SouzaMel Santos100% (7)
- MIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma ComplexesDocument7 pagesMIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma Complexessanskarid94No ratings yet
- CGN 3421 - Numerical Methods Lecture 3Document15 pagesCGN 3421 - Numerical Methods Lecture 3sori1386No ratings yet
- Sherman Notes PDFDocument213 pagesSherman Notes PDFAbdul Hamid Bhatti100% (1)
- Digital RF Driver for Laser Intensity ControlDocument2 pagesDigital RF Driver for Laser Intensity ControlGaloppierende ZuversichtNo ratings yet
- Nature Article PDFDocument8 pagesNature Article PDFMehr Asif MahmoodNo ratings yet
- Design of A Digital Control System and Path Planning Module For The ED-7220C Robot ArmDocument66 pagesDesign of A Digital Control System and Path Planning Module For The ED-7220C Robot ArmTarek Bmr100% (3)
- Job 1 SksoDocument5 pagesJob 1 SksoFajAr OkTaNo ratings yet
- A First Course in Linear Algebra PDFDocument424 pagesA First Course in Linear Algebra PDFShelvin Naidu100% (1)