You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Mine Closure and CompletionDocument73 pagesMine Closure and CompletionGustavo Steffen100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Use of Amino Acids For Gold DissolutionDocument7 pagesUse of Amino Acids For Gold DissolutionCarlos PereaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Aspectos Sociales en Cierre de MinasDocument7 pagesAspectos Sociales en Cierre de MinasCarlos PereaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- WMP 2010 2014Document92 pagesWMP 2010 2014Edgardo VásquezNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Yaoure Pea Report 25apr2014Document413 pagesYaoure Pea Report 25apr2014Carlos PereaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- In For Meg Estion 2013Document187 pagesIn For Meg Estion 2013Carlos PereaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Sas8 STM-005Document5 pagesSas8 STM-005mayasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Salt HydrolysisDocument7 pagesSalt HydrolysisKamlesh YadavNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- List of Nutrational Products Mallarad Pharma: LISO 10 PowderDocument1 pageList of Nutrational Products Mallarad Pharma: LISO 10 PowdeributurabNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Physics Notes Chapter - Atom & NucleiDocument2 pagesPhysics Notes Chapter - Atom & NucleiAvantika YadavNo ratings yet
- Essentials of The Living World 4th Edition by Johnson ISBN Solution ManualDocument5 pagesEssentials of The Living World 4th Edition by Johnson ISBN Solution Manualalison100% (23)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Ryan Notes-October - 2014 - Avg1 PDFDocument2 pagesRyan Notes-October - 2014 - Avg1 PDFAnyeliNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Electron ConfigurationDocument6 pagesElectron ConfigurationJignasa ShahNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chem - Physical and Chemical PropertiesDocument4 pagesChem - Physical and Chemical PropertiesWere WolfNo ratings yet
- Mains Water To Buildings: Trunk Mains: Secondary Mains: Service PipesDocument16 pagesMains Water To Buildings: Trunk Mains: Secondary Mains: Service PipesBasel AbukhaderNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 300 Most Important Chemistry and Biology Questions For CDS ExamDocument322 pages300 Most Important Chemistry and Biology Questions For CDS Exam3021 Akash joshNo ratings yet
- Dardel InfoDocument7 pagesDardel InfoajwebNo ratings yet
- Biochem Ex 2Document1 pageBiochem Ex 2Karren ReyesNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Aegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMDocument15 pagesAegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMCampaign MediaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Makalah Bentuk2 MolekulDocument9 pagesMakalah Bentuk2 Molekulrestu_thebestNo ratings yet
- StochiometryDocument5 pagesStochiometryalisha_singlaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Properties of AluminiumDocument2 pagesProperties of AluminiumAl Amin MustaffaNo ratings yet
- Ras Shastra PPT 6Document10 pagesRas Shastra PPT 6Soham BhureNo ratings yet
- Chemistry CHM 1311C 2012 Test 1 BlankDocument6 pagesChemistry CHM 1311C 2012 Test 1 BlankSimon HagosNo ratings yet
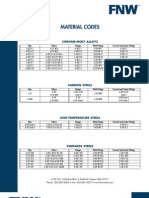
- FNW MaterialCodesDocument2 pagesFNW MaterialCodessenioor2004No ratings yet
- 10-04-21 - Jr. INTER PRE-FINAL IPE - CHEMISTRY - BATCH-II - Q.PaperDocument2 pages10-04-21 - Jr. INTER PRE-FINAL IPE - CHEMISTRY - BATCH-II - Q.PaperrammNo ratings yet
- Chem Round 5Document18 pagesChem Round 5Diamond실비No ratings yet
- Ascorbic Acid As A Standard For Iodometric TitrationsDocument5 pagesAscorbic Acid As A Standard For Iodometric TitrationsKlimton Yever Perez LauraNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Mohs Scale of Mineral HardnessDocument7 pagesMohs Scale of Mineral Hardnesstahirabbas920No ratings yet
- Bial's Orcinol Test Result Substance Tested Color Reaction DescriptionDocument2 pagesBial's Orcinol Test Result Substance Tested Color Reaction DescriptionXyrelle NavarroNo ratings yet
- 0620 Chemistry: MARK SCHEME For The May/June 2015 SeriesDocument9 pages0620 Chemistry: MARK SCHEME For The May/June 2015 SeriesBrianChanNo ratings yet
- Reduction of Mix Grades Generation For HRCDocument37 pagesReduction of Mix Grades Generation For HRCSanjeev RaghavNo ratings yet
- 6.4 TextbookDocument4 pages6.4 TextbookJoshua AdetoroNo ratings yet
- Scrambled Science Words: Directions: Use The Vocabulary List To Help You Unscramble The Words BelowDocument2 pagesScrambled Science Words: Directions: Use The Vocabulary List To Help You Unscramble The Words BelowArdee May BayaniNo ratings yet
- Noble Gas Paling FiixxDocument11 pagesNoble Gas Paling FiixxYan JanuNo ratings yet
- Chemsheets AS 1027 (Amount of Substance)Document38 pagesChemsheets AS 1027 (Amount of Substance)R100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)