You might also like
- Repair welding Cr-Mo steels without PWHT techniquesDocument3 pagesRepair welding Cr-Mo steels without PWHT techniquesAnonymous nw5AXJqjd25% (4)
- Graphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundDocument2 pagesGraphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundMuhammad Noman ButtNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- SP-1173 - Welding of MetalsDocument15 pagesSP-1173 - Welding of Metalschandana kumar67% (3)
- AutoForm OneStepDocument96 pagesAutoForm OneSteplfsij67% (3)
- 57698Document109 pages57698sk84kNo ratings yet
- Advanced Modelling and TestingDocument43 pagesAdvanced Modelling and TestingSanjoo PaddeaNo ratings yet
- Literature Review On Carbon SteelDocument7 pagesLiterature Review On Carbon Steelc5p0cd99100% (1)
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Weld Repair of Grade 91 Piping and Components in PDocument27 pagesWeld Repair of Grade 91 Piping and Components in PKyi HanNo ratings yet
- steel_foundryDocument9 pagessteel_foundryChris BothaNo ratings yet
- Alloy 690 in PWRDocument220 pagesAlloy 690 in PWRAndres_Pastor1987No ratings yet
- Tandem MIG process-WAAM in Stainless Steel-2018Document12 pagesTandem MIG process-WAAM in Stainless Steel-2018fereidoon marefatNo ratings yet
- Etd Epri p91 FailuresDocument9 pagesEtd Epri p91 FailuresJustin Morse100% (1)
- ParkerEPRIAdvancedMaterialspaper 2013finalDocument20 pagesParkerEPRIAdvancedMaterialspaper 2013finalpresleNo ratings yet
- Development of The Copper Motor RotorDocument13 pagesDevelopment of The Copper Motor RotorIjabiNo ratings yet
- Tandem Metal Inert Gas Process For High Productivity Wire Arc Additive Manufacturing in Stainless SteelDocument13 pagesTandem Metal Inert Gas Process For High Productivity Wire Arc Additive Manufacturing in Stainless Steelfereidoon marefatNo ratings yet
- Coatings and Overlays For Critical Valve ApplicationsDocument12 pagesCoatings and Overlays For Critical Valve Applicationsnavar001No ratings yet
- Wwelds in CreepDocument24 pagesWwelds in CreepJ.GuerhardNo ratings yet
- Advanced Material For Ultra Super Critical Boiler SystemDocument2 pagesAdvanced Material For Ultra Super Critical Boiler SystemgaotamaNo ratings yet
- 02 Whole X XXXXXXXXXXXXXX 80Document109 pages02 Whole X XXXXXXXXXXXXXX 80Danem HalasNo ratings yet
- Oil & Gas, Published Papers: Hydrogen induced stress cracking of duplex stainless steel subsea componentsDocument6 pagesOil & Gas, Published Papers: Hydrogen induced stress cracking of duplex stainless steel subsea componentsa_attarchiNo ratings yet
- Master: Nuclear Welding, Application For An LMFBRDocument38 pagesMaster: Nuclear Welding, Application For An LMFBRTrushar ParmarNo ratings yet
- TWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFDocument60 pagesTWI-2009-Improved Welding, Inspection and Integrity of Clad Pipeline Girth Welds First Progress Report PDFRicardoSchayerSabinoNo ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Weldability of High Performance SteelsDocument16 pagesWeldability of High Performance Steelsgowtham_venkat_4No ratings yet
- Investigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDFDocument10 pagesInvestigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDF55312714No ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- Advanced Manufacturing For Nuclear Energy: JOM, Vol. 71, No. 8, 2019Document3 pagesAdvanced Manufacturing For Nuclear Energy: JOM, Vol. 71, No. 8, 2019salehqaidNo ratings yet
- Operating Temperature Windows For Fusion Reactor Structural MaterialsDocument17 pagesOperating Temperature Windows For Fusion Reactor Structural MaterialsW.t. HanNo ratings yet
- Life Assessment of High Temperature HeadersDocument31 pagesLife Assessment of High Temperature HeadersAnonymous UoHUag100% (1)
- Advanced Boiler TubeDocument2 pagesAdvanced Boiler TubeShailendra WaniNo ratings yet
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDocument10 pagesEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoNo ratings yet
- Final Scientific Report Steel Foundry Refractory LDocument10 pagesFinal Scientific Report Steel Foundry Refractory LMaRio S TerrazasNo ratings yet
- Cryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LiDocument7 pagesCryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LipurnashisNo ratings yet
- Carrolo2022 Article DevelopmentOfMetallicTransitioDocument13 pagesCarrolo2022 Article DevelopmentOfMetallicTransitioLuis MoraesNo ratings yet
- In Uence of Alloying Elements On The Low-Temperature Properties of SteelDocument9 pagesIn Uence of Alloying Elements On The Low-Temperature Properties of SteelWasimullah KhanNo ratings yet
- 7.1 Conventional Approaches To Design Against Brittle FractureDocument7 pages7.1 Conventional Approaches To Design Against Brittle FracturemjinspectorNo ratings yet
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- Steel Products For Shipbuilding: AbstractDocument8 pagesSteel Products For Shipbuilding: AbstractRoo FaNo ratings yet
- Yin 2015Document11 pagesYin 2015carlosNo ratings yet
- Thermal-Stress Analysis of RC Beams Reinforced With GFRP BarsDocument8 pagesThermal-Stress Analysis of RC Beams Reinforced With GFRP BarsMustapha HeshmatNo ratings yet
- T1 Orbital Welding of DuplexSSDocument9 pagesT1 Orbital Welding of DuplexSSssmith2007No ratings yet
- Materials 15 01248 v2Document12 pagesMaterials 15 01248 v2GAURI RAJENDRA MAHALLENo ratings yet
- A Study of Metallurgical Factors For Defect Formation in Electric Resistance Welded API Steel PipesDocument12 pagesA Study of Metallurgical Factors For Defect Formation in Electric Resistance Welded API Steel PipesSinan ChenNo ratings yet
- Literature Review of Mild SteelDocument4 pagesLiterature Review of Mild Steelc5hc4kgx100% (2)
- Steel Alerts Vol.5 No.3Document24 pagesSteel Alerts Vol.5 No.3Learnscoop Inc.No ratings yet
- Whisker Root Cause and Test ConditionsDocument4 pagesWhisker Root Cause and Test ConditionsLaercioNo ratings yet
- Analysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming ToolsDocument23 pagesAnalysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming Toolsl_aguilar_mNo ratings yet
- Kurji Coniglio 2014Document18 pagesKurji Coniglio 2014xaxafagaNo ratings yet
- Influence of Welding Process On Type IV PDFDocument11 pagesInfluence of Welding Process On Type IV PDFDiego AlonsoNo ratings yet
- EPRI Galvanic CorrosionDocument138 pagesEPRI Galvanic CorrosionJaime AndrewsNo ratings yet
- Materials Research for Ultra-Supercritical Steam TurbinesDocument12 pagesMaterials Research for Ultra-Supercritical Steam Turbinesmahmood750No ratings yet
- Friction Stir Welding Thesis PDFDocument8 pagesFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- VUT, FSI, UMVI, Technická 2896/2, 616 69 Brno, Česká Republika, Pavelsohaj@seznam - CZDocument6 pagesVUT, FSI, UMVI, Technická 2896/2, 616 69 Brno, Česká Republika, Pavelsohaj@seznam - CZRushabh PanjabiNo ratings yet
- Estimating Creep Damage in Low-Alloy Steel PipesDocument45 pagesEstimating Creep Damage in Low-Alloy Steel PipesDan DumbravescuNo ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- Manikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Document13 pagesManikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Sayiram GNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Method For Mechanical Properties EvaluationDocument5 pagesMethod For Mechanical Properties Evaluationmahmoud_allam3No ratings yet
- Fracture Toughness of The Heat Affected Zone in Girth WeldsDocument7 pagesFracture Toughness of The Heat Affected Zone in Girth Weldsmahmoud_allam3No ratings yet
- Passivating Gel For Stainless SteelDocument2 pagesPassivating Gel For Stainless Steelmahmoud_allam3No ratings yet
- ASME New Code Case LetterDocument1 pageASME New Code Case Lettermahmoud_allam3No ratings yet
- 1english Reg Final Nov 2010 PDFDocument367 pages1english Reg Final Nov 2010 PDFmahmoud_allam3No ratings yet
- Request For Code CaseDocument2 pagesRequest For Code Casemahmoud_allam3No ratings yet
- Furnaces and RefractoriesDocument36 pagesFurnaces and Refractoriesengkassem100% (5)
- Study of Ductile-Brittle Transition Temperature of 9Cr-1Mo SteelsDocument2 pagesStudy of Ductile-Brittle Transition Temperature of 9Cr-1Mo Steelsmahmoud_allam3No ratings yet
- Steam Generators 2Document33 pagesSteam Generators 2gbharathreddysNo ratings yet
- PICKLING Gel FOR STAILESS STEEL PdsDocument2 pagesPICKLING Gel FOR STAILESS STEEL Pdsmahmoud_allam3No ratings yet
- Projects Follow UpDocument1 pageProjects Follow Upmahmoud_allam3No ratings yet
- Nitrogen Purging For Stainless SteelDocument4 pagesNitrogen Purging For Stainless Steelmahmoud_allam3No ratings yet
- Code Case 2891 U-2 CerDocument1 pageCode Case 2891 U-2 Cermahmoud_allam3No ratings yet
- Code Case 2891 U-2 CerDocument1 pageCode Case 2891 U-2 Cermahmoud_allam3No ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- 16-2819 Welders InterpretationDocument1 page16-2819 Welders Interpretationmahmoud_allam3No ratings yet
- Engineering, Steel Fabrication and Process Equipment ManufacturerDocument4 pagesEngineering, Steel Fabrication and Process Equipment Manufacturermahmoud_allam3No ratings yet
- Presentation For WeldingDocument31 pagesPresentation For Weldingmahmoud_allam3No ratings yet
- Heat Treatment of 9 CRDocument12 pagesHeat Treatment of 9 CRmahmoud_allam3No ratings yet
- 10 1 1 161 3015Document7 pages10 1 1 161 3015rinshadNo ratings yet
- Journal Modified 9% CR Steels For AdvancedDocument6 pagesJournal Modified 9% CR Steels For Advancedmahmoud_allam3No ratings yet
- Aluminim WPSDocument5 pagesAluminim WPSmahmoud_allam3No ratings yet
- Assessment of Welding ConsumablesDocument17 pagesAssessment of Welding Consumablesmahmoud_allam3No ratings yet
- Welding of P91Document10 pagesWelding of P91mahmoud_allam3No ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- Welding CrMo Steels for Power and Petrochemical ApplicationsDocument11 pagesWelding CrMo Steels for Power and Petrochemical Applicationsmahmoud_allam3100% (1)
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- Aluminim WPSDocument5 pagesAluminim WPSmahmoud_allam3No ratings yet
- WPS for GTAW Welding of Aluminum Butt JointsDocument2 pagesWPS for GTAW Welding of Aluminum Butt Jointsmahmoud_allam3No ratings yet
- Saw Wire& Flux......Document41 pagesSaw Wire& Flux......Arul ChinnapillaiNo ratings yet
- #007 Hot Work Welding On Cargo Tank & Main Deck-01-03-10Document6 pages#007 Hot Work Welding On Cargo Tank & Main Deck-01-03-10Tolias EgwNo ratings yet
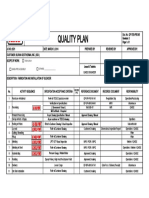
- Quality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncDocument1 pageQuality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncAldrin HernandezNo ratings yet
- Brochure - Valco - Marine Valves - EnglishDocument8 pagesBrochure - Valco - Marine Valves - EnglishMeet JaniNo ratings yet
- Premier Limited Plate Data SheetDocument14 pagesPremier Limited Plate Data SheetGurbir SinghNo ratings yet
- Root Gap PDFDocument6 pagesRoot Gap PDFmetasoniko81No ratings yet
- SECTION 05 31 00 Steel DeckingDocument11 pagesSECTION 05 31 00 Steel DeckingJuanPaoloYbañezNo ratings yet
- Filler Metal 70s-6Document1 pageFiller Metal 70s-6Hugo RodriguezNo ratings yet
- EDO WMS Fuel Storage Tank R01Document29 pagesEDO WMS Fuel Storage Tank R01ocayli100% (1)
- Joining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryDocument12 pagesJoining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryStupinean LarisaNo ratings yet
- Mig/Mag: Product Catalogue 3.1 / V1Document48 pagesMig/Mag: Product Catalogue 3.1 / V1Matija BušićNo ratings yet
- B02-S05 Rev 3 Sep 2017 Design, Fabri and Inst of GratingsDocument9 pagesB02-S05 Rev 3 Sep 2017 Design, Fabri and Inst of Gratings15150515715No ratings yet
- 8 Tips MIG Welding BeginnersDocument7 pages8 Tips MIG Welding BeginnerspeterNo ratings yet
- Hot Plate and Hot Gas WeldingDocument14 pagesHot Plate and Hot Gas WeldingВасил СавовскиNo ratings yet
- Welding CalculatorDocument18 pagesWelding CalculatorKhamdi AfandiNo ratings yet
- Thermoplastic Polyolefin Based Sheet Roofing: Standard Specification ForDocument3 pagesThermoplastic Polyolefin Based Sheet Roofing: Standard Specification Forasma hamzaNo ratings yet
- Ss Filler Wire SelectionDocument26 pagesSs Filler Wire Selectionlemuel bacsaNo ratings yet
- API 571 DamageDocument111 pagesAPI 571 DamageNatraji100% (16)
- Ultrasonic Testing ProcedureDocument19 pagesUltrasonic Testing ProcedureHASBIL HASSANNo ratings yet
- Ultrasonic Examination Procedure (Issue 2)Document14 pagesUltrasonic Examination Procedure (Issue 2)Li Liu100% (1)
- Shear Connections Part IDocument51 pagesShear Connections Part Iabou92No ratings yet
- Astm/Asme Reference: SpecificationDocument32 pagesAstm/Asme Reference: SpecificationÀngel RodriguezNo ratings yet
- Radiography Testing GuideDocument7 pagesRadiography Testing GuideAmirul Asyraf100% (1)
- Astm A928Document8 pagesAstm A928Malcolm DowNo ratings yet
- Hot Work ProcedureDocument16 pagesHot Work ProcedureAkmal YassinNo ratings yet
- Types of Steel Structure Connections: Riveted, Bolted, WeldedDocument10 pagesTypes of Steel Structure Connections: Riveted, Bolted, WeldedDIBYENDU MONDALNo ratings yet
- NEMA Product ScopesDocument39 pagesNEMA Product ScopesPaul AlvaradoNo ratings yet
- Abrasive Flow MachiningDocument28 pagesAbrasive Flow MachiningsnvijayanNo ratings yet