www.seipub.
org/acer
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
Optimization of Process Parameters in the
Catalytic Degradation of Polypropylene to
Liquid Fuel by Taguchi Method
Achyut K. Panda1, R.K. Singh2
Asst. Professor, Chemistry, C/O School of Engineering and Technology, Bhubaneswar Campus Centurion
University of Technology and Management, Orissa, India, Department of Chemistry, Ramchandrapur, Jatni,
Khurda District, Orissa, PIN: 769008, India, Mobile Number: 09437132916. Fax: +91 674 2490480.
Department of Chemical Engineering, National Institute of Technology, Rourkela (Orissa) , India, PIN: 769008,
Phone: 91 661 2462260 (O), 91 661 2463260 (R), 91 9861285425 (Mob), Fax: 0661-2472926, 0661-2471169.
achyut.panda@rediffmail.com,2rksingh@nitrkl.ac.in
*1
Abstract
In this study, Taguchi method was used to identify the
factors and their interactions that may affect thethermocatalytic degradation of waste polypropylene to liquid fuel
in a batch reactor. The yield of liquid fuel in this process was
greatly influenced by factors, such as temperature and
catalyst concentration. By using orthogonal experimental
design and analysis technique, the performance of this
process can be analyzed with more objective conclusion
through only a small number of simulation experiments.
Analysis of variance (ANOVA) was carried out to identify
the significant factors affecting the response and the best
possible factor level combination was determined. Finally,
aregression model for yield of liquid fuel from catalytic
degradation of waste polypropylene has been developed, as
a function of process parameters. It was found that yield of
liquid fuel in this process was highly dependent on
temperature followed by catalyst concentration.
Keywords
Taguchi Method; Thermo-catalytic Degradation; ANOVA; Waste
Polypropylene; Liquid Fuel; Batch Reactor
Introduction
Polypropylene is widely used as industrial and
household thermoplastics due to its diversified
applications. Its contribution is 40% of the total global
polyolefins demand during 2009 and is expected to
increase in coming years. As the lives of plastic
components are usually low, extensive use of these
plastics would accumulate more wastes and create
solid waste problem. Among the different recycling
techniques, energy recovery is a more attractive option
in which the waste plastics are thermally or
catalytically degraded into gases and oils, which can
be used as resources for fuels or chemicals. Catalytic
106
degradation of waste plastics is preferred to thermal
pyrolysis due to narrow product distribution, high
reaction rate and lower temperature of degradation.
[Panda et al. (2010)].
A number of studies on the catalytic cracking of PP
using different catalysts have been conducted by
different investigators.
Audisio et al. have reported the catalytic degradation
of polypropylene under vacuum in a semi batch
reactor, using catalysts as Al2O3, SiO2, SiO2Al2O3,
and Na-Y, H-Y and REY zeolites, at temperatures
between 200C and 600C [Audisio et al. (1984)]. The
thermal degradation of polypropylene powder by
thermogravimetric analysis employs four different
heating rates over different type of zeolite catalysts
such as BEA, ZSM-5 and MOR with different surface
areas, pore structures, acidities and Si/Al molar ratios
[Durmus et al., (2005)]. The catalytic degradation of
polypropylene has been investigated using solid acid
catalysts, such as silica-alumina and zeolites (HZSM-5,
natural zeolite, Mordenite etc.), in the range of 350C
to 450C. The acidity and characteristic pore structure
of this zeolite appear to be responsible for the good
performance [Hwang et al. (1998)]. The catalytic
degradation of polypropylene using silicaalumina in
a semi batch reactor under a nitrogen flow has been
investigated [Ishihara et al. (1989)]. The performance
of several differently treated clinoptilolite zeolites
(dealuminated clinoptilolite catalysts) in the
degradation of polypropylene was investigated in a
semi-batch reactor at 400C [Kim et al. (2002)]. Lin et al.
used a laboratory catalytic fluidised-bed reactor to
obtain a range of volatile hydrocarbons by degradation
of polypropylene in the temperature range from 290C
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
to 430C using different zeolitic and non zeolitic
catalysts such as HZSM-5, HMOR and HUSY, MCM41 and SAHA and found product streams varied
markedly depending on catalysts type and structure
[Lin et al. (2005)]. The thermogravimetric study of the
thermal and catalytic decomposition (with MCM-41,
ZSM-5 and an FCC as a catalyst) of polypropylene
shows that the addition of MCM-41 produces a remarkable decrease of almost 110C in the temperature of
maximum decomposition rate [Marcilla et al. (2003)].
Negelein et al. have investigated the catalytic cracking
of polypropylene by silicaalumina and H-ZSM-5 at
temperatures between 350C and 420C and sulfated
zirconia at temperatures below 300C, also by means
of thermogravimetry under helium flow [Negelein et
al. (1998)].
Catalytic cracking of polypropylene has been carried
out in a semi batch stirred reactor using spent
equilibrium catalyst from FCC units, large pore
zeolites as well as amorphous and ordered silica
alumina in order to study extensively the influence of
pore size (micro and meso), crystallite size and the
number and strength of the active acid sites [Salvador
et al. (2000)]. Sakata et al. studied the catalytic cracking
of polypropylene with silicaalumina catalyst at 380C
in a semi batch reactor without external gas flow
[Sakata et al. (1996)].
Zhao et al. have studied the effects of different zeolites
as H-Y, Na-Y, H-mordenite and Na-mordenite on the
catalytic degradation of polypropylene by thermogravimetry under nitrogen flow [Zhao et al. (1996)].
Again they found that the degradation temperature of
polypropylene strongly depended on the type of
zeolite used, the amount added and one type of HY
zeolite (320HOA) was shown to be a very effective
catalyst [Zhao et al. (1996)].
The kinetics of the thermal and catalytic decomposition
of Polypropylene using different contents of an acid
catalyst such as MCM-41 has been studied using
dynamic thermogravimetry at a heating rate of 10
K/min, under atmospheric pressure and inert atmosphere
(N2). The thermal and catalytic decomposition of PP
shows that the addition of MCM-41 produces a
remarkable decrease of almost 110C at the temperature
of maximum decomposition rate [Marcilla et al. (2003)].
From the above literature survey, it was observed that
Kaolin has not been studied extensively in the thermal
degradation of plastics wastes. Again kaolin, being a
clay material, is thermally stable, which would
support cracking reactions at high temperature. In
www.seipub.org/acer
addition, the cost of the material is lower as compared
to other catalysts used. So in the present work, studies
have been carried out for the optimisation of catalytic
degradation of polypropylene in batch reactor using
kaolin as catalyst, with a view to optimize the yield of
liquid fraction. The process parameters such as
temperature and catalyst concentration have been
identified which influence the decomposition of waste
polypropylene in a batch process and Taguchi method
was used to optimize the parameters for the
production of liquid fuel from waste polypropylene.
Materials and Methods
In this experiment, waste polypropylene (disposable
glass) was degraded using kaolin clay catalyst which
affects the process. The waste polypropylene is
identified by the DSC of the sample that gives the
melting point of the waste sample to be 171C, which
ensures the samples to be polypropylene. Commercial
grade kaolin clay procured from Chemtex Corporation,
Kolkata, India, was used as catalyst in the pyrolysis
reaction. The chemical composition of the kaolin
sample was found to be SiO2 43.12%, Al2O3 46.07%,
Fe2O3 nil, MgO 0.027%, CaO 0.030%, ZnO 0.0064%,
K2O 0.01%, TiO2 0.74, LOI at 1000C 9.9% [Panda et al.
(2010)]. The pyrolysis setup used in this experiment is
a batch reactor consisting of a reactor made of stainless
steel tube. 20 g of waste polypropylene samples were
loaded in each pyrolysis reaction. In the catalytic
pyrolysis, a mixture of catalyst and the plastics
samples in different catalyst to plastics proportion was
subjected to pyrolysis at different temperatures
ranging from 400-550C in the batch reactor set up and
heated at a rate of 20C/min up to the desired
temperature. The condensable liquid products were
collected through the condenser and weighed. After
pyrolysis, the solid residue left out inside the reactor
was weighed. Then the weight of gaseous product was
calculated from the material balance.
The statistical analysis has been done using MINITAB
14 software with Taguchi method in which reducing
the variation is involved in a process through robust
design of experiments. The overall objective of the
method is to produce high quality product at low cost
to the manufacturer. Therefore, poor quality in a
process affects not only the manufacturer but also
society. This is a method for designing experiments to
investigate how different parameters affect the mean
and variance of a process performance characteristic
that defines how well the process functions. The
experimental design proposed by Taguchi involves
107
www.seipub.org/acer
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
using orthogonal arrays to organize the parameters
affecting the process and the levels at which they
should be varied; allowing for the collection of the
necessary data to determine which factors most affect
product quality with a minimum amount of
experimentation, thus saving time and resources.
Analysis of variance on the collected data from the
Taguchi design of experiments can be used to select
new parameter values to optimize the performance
characteristic [Taguchi et al. (2005)].
Design of experiments in present work
Taguchi Approach to Parameter Design
In the present work, experimental work has been
designed in a sequence of steps to insure that data is
obtained in a way that its analysis will lead
immediately to validating statistical inferences. This
research methodology is termed as DESIGN OF
EXPERIMENT (DOE) methodology. DOE using
Taguchi approach attempts to extract maximum
important information with minimum number of
experiments [Lazic (2004)]. Taguchi techniques are
experimental design optimization techniques which
use standard Orthogonal Arrays (OA) to form a matrix
of experiments. Using an OA to design the experiment
helps the designer to study the influence of multiple
controllable factors on the average of quality
characteristics and the variations in a fast and
economic way. OAs allow screening out few
important main effects from the many less important
ones. Also it allows us to estimate interaction effects if
any and determine their significance [Taguchi et al.
(2005)].
In the present reaction system, two operating
parameters (Temperature and Plastics to catalyst ratio),
each at three levels, are selected to evaluate yield of
liquid fuel. The factors to be studied are mentioned in
Table 1.
TABLE 1 FACTORS AND THEIR LEVELS IN THE EXPERIMENTAL DESIGN
Level
1
2
3
Temperature [T] (C)
450
500
550
Plastics to catalyst ratio [CR]
3
6
10
Based on Taguchi method, the experiments were
carried out according to the L16-OA. The reason for
using L16-OA is to evaluate the significance of
interaction terms. Interaction means the influence of
an operating variable on the effect of other operating
variable [Mendenhall & Sincich (1989)].
Analysis of data
After conducting the experiment, the results were
converted into mean values. The final L16-OA display
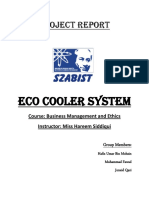
response values and their corresponding meanvaluesfor yield of liquid fuel. Main effects plot for the
main effect terms viz. factors T and CR are shown in
Figure 1. From the main effect plots, it has been
observed that yield of liquid fuel increases with
increment in temperature from 450C to 500C and
decreases with further increment in temperature from
500C to 550C due to the formation of more non
condensable gaseous/volatile fractions by rigorous
cracking at higher temperature. Yield of liquid fuel
increases with increment in plastic to catalyst ratio
owing to the increase in the acid centers, which is
mainly responsible for cracking process.
Main Effects Plot for Means
Data Means
T
CR
84
Mean of Means
82
80
78
76
74
72
70
400
450
500
550
FIGURE 1 MAIN EFFECT PLOTS
108
10
20
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
Result Evaluation
There are two different methodologies in carrying out
the complete OA analysis. A common approach is to
analyze the average result of repetitive runs, or a
singlerun, through ANOVA analysis [Lazic (2004)].
Since in the present work there is only one replication,
further analysis of OA is done through ANOVA. Once
the data for a designed experiment have been collected,
the sample information is used to make inferences
about the population means associated with the
various treatments. The method used to compare the
treatmentmeans is known as analysis of variance, or
ANOVA [Mendenhall & Sincich (1989)].
An ANOVA Table breaks down the effect of each
factor and theexperimental error. In addition, it will
also break down all of the possible interactions of the
factors. In the present work, ANOVA Table for yield
of liquid fuel from waste polypropylene has been
shown in Table 2 using MINITAB 14 software. In this
process, it is seen that the significant factors are
temperature (T) and plastic to catalyst ratio (CR),
written in the decreasing order of significance.
TABLE 2 ANALYSIS OF VARIANCE FOR MEANS (ANOVA).
Source
T
CR
Residual error
Total
DF
3
3
9
15
SS
510.013
9.542
10.907
530.462
MS
170.004
3.181
1.212
P
0.000
0.115
It is seen that the interaction terms has completely
vanished. The final ANOVA Table for percentage
contribution (exact value in percent) of each of the
significant factors in affecting the response value,
which is calculated on the basis of ANOVA Table, is
shown in Table 3. The significant main effect terms
and interaction terms in the ANOVA are computed
using the F-ratio as a test statistic [Mendenhall &
Sincich (1989)].
TABLE 3 FINAL ANOVA TABLE
FPercentage contribution
Ratio
[SS/SS(Total)*100]
3 510.013 170.004 99.767
96.145
15 530.462
Source DF
T
Total
Pooled
12
error
SS
MS
20.449
1.704
In the process of catalytic decomposition of waste
polypropylene in a batch reactor, the ranks indicate
that temperature has the greatest influence followed
by plastic to catalyst ratio, which can be observed in
Table 4. The optimum condition in this case where in
the percentage degradation of waste polypropylene is
www.seipub.org/acer
maximum is at temperature: 500C, catalyst type in
terms of acidity: 0.21 mmol/g and plastic to catalyst
ratio: 3.
TABLE 4 RESPONSE TABLE FOR MEAN (LARGER IS BETTER)
Level
1
2
3
4
Delta
Rank
T
70.88
82.13
83.83
72.78
12.95
1
CR
78.32
78.01
76.66
76.61
1.71
2
Mathematical Modeling
A general regression for the complete model was
performed using MINITAB 14 software. Regression in
MINITAB 14 uses the ordinary least squares method
which derives the equation by minimizing the sum of
the squared residuals. In the present study, there are
three operational factors each at three levels. The
complete model for the degradation of pollutants is
shown below. The number of terms in the model
depends on the degree of freedom of the main effect
terms and the corresponding interactions.
y = 0+1x1 + 2x12 +3x2 + 4x22 + 5x1x2 + 6x1x22 + 7x12x2
+ 8x12x22
(1)
y = yield percentage of liquid fuel; = model
coefficients; x1, x2 = dimensionless coded factors for
temperature, plastic to catalyst ratio respectively.
TABLE 5 ESTIMATED MODEL COEFFICIENTS FOR MEANS
Term
Coefficient SE coefficient
T
P
Constant
77.4019
0.2752
281.245 0.000
x1
-6.5269
0.4767
-13.692 0.000
x1 2
4.7231
0.4767
9.908 0.000
x1 3
6.4231
0.4767
13.475 0.000
A simpler reduced model of lower order which
provides sufficient information for the prediction of y
was found using the F-test statistic [Mendenhall &
Sincich (1989)]. If F>F, =0.05, then the reduced
model doesnt provide sufficient information and is
rejected. A t-test of individual parameters in the
regression model was further performed. The t value
for each parameter is enlisted in the MINITAB 14
software program [Table 5]. To test the null hypothesis
H0: i=0 against the alternative hypothesis i0, a two
tailed t-test was performed and H0 was rejected if t>t
/2 or t< t /2 (=0.05). The level of confidence is 95 %
i.e. p- value should be less than 0.05. If p-value is less
than 0.05, it shows doubt on null hypothesis, which
says all sample means equal and effect of that factor
on the result is statistically significant [Mendenhall &
Sincich (1989)]. The final prediction equation obtained
109
www.seipub.org/acer
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
from MINITAB 14 software for the yield of liquid fuel
by the catalytic decomposition of waste polypropylene
is as per equation (1).
y = 77.4019-6.5269x1 + 4.7231x12+6.4231x13
(2)
The coefficients of model for means are shown in
Table 5.
S = 1.101 R2 = 97.9% R2(adj) = 96.6%, the parameter R2
describes the amount of variation observed in yield is
explained by the input factors. R2 = 97.9% indicates
that the model is able to predict the response with
high accuracy. Adjusted R2 is a modified R2 that has
been adjusted for the number of terms in the model. If
unnecessary terms are included in the model, R2 can
be artificially high, but adjusted R2 (=96.6 %.) may get
smaller. The standard deviation of errors in the
modeling, S= 1.101 indicates that model can explain
the variation in yield of liquid fuel to the extent of
97.9%, which makes the model adequate to represent
the process.
The residual plot for means of this process is shown in
Figure 2. This layout is useful to determine whether
the model meets the assumptions of the analysis. The
residuals are the deviations of the observed data
values from the predicted value and estimate the
error terms (ei) in the model [Mendenhall & Sincich
(1989)]. The ei is assumed to be random and normally
distributed with mean equal to zero and constant
standard deviation. If the error terms follow a normal
distribution, they will fall on a straight line on the
normal probability plot. Because they are estimates of
the error terms, the residuals should exhibit similar
properties. If the assumptions are valid, plots of the
residuals versus run sequence, predicted values, and
other independent variables should be random and
structure less. If structure remains in the residuals,
residual plots may suggest modifications to the model
that will remove the structure. Investigation of residuals
has been used to evaluate the model adequacy.
Residuals are found to be scattered and without any
definite pattern which prove the adequacy of the model.
The residual plots in the Figure 2 and the
interpretation of each residual plot for the present
experiment is given below:
a. Normal probability plot indicates that the data are
normally distributed and the variables influence the
response. Outliers dont exist in the data
b. Residuals versus fitted values indicate that the
variance is constant and a non-linear relationship
exists.
c. Histogram proves the data are not skewed and no
outliers exist.
d. Residuals versus order of the data indicate that
there are systematic effects on the data due to time or
data collection order.
Residual Plots for Means
Normal Probability Plot
Versus Fits
Standardized Residual
99
Percent
90
50
10
1
-2
-1
0
1
Standardized Residual
2
1
0
-1
-2
70
75
80
Fitted Value
Versus Order
Standardized Residual
Histogram
Frequency
4.8
3.6
2.4
1.2
0.0
-2
-1
0
1
Standardized Residual
2
1
0
-1
-2
9 10 11 12 13 14 15 16
Observation Order
FIGURE 2 DIFFERENT RESIDUAL PLOTS FOR TESTING THE ADEQUACY OF THE PROPOSED MODEL.
110
85
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
www.seipub.org/acer
Takesue,T., (1989). The Catalytic Degradation Reaction of
Conclusion
Polypropylene with SilicaAlumina.Bull. Chem. Soc. Jpn.,
With these experiments, we upgraded our existing
knowledge about the influenceof the different process
parameters on the yield of liquid fuel in a batch
process and thus contributing to improving the
processsreliability. This study has shown the
application of Taguchi method on the performance
evaluation of a chemical process for the production of
liquid fuelfrom waste plastics in a batch reactor. The
level of importance of the processs parameters was
determined by using ANOVA. Moreover, regression
modeling has helped us generate an equation to
describe thestatistical relationship between the
processs parameters and the response variable (yield
of liquid fuel) and to predict new observations. The
simulation experiment was successful in terms of
achieving the objective of experiment, which was to
quantify the main effects as well as interactions of
potentially influential factors on the degradation of
pollutants.
62, 2981-1988.
Kim, J.R., Kim, Y.A., Yoon, J.H., Park, D.W. and Woo, H.C.
(2002). Catalytic degradation of polypropylene: effect of
dealumination of clinoptilolite catalyst. Polym.Degrad.
Stab., 75, 287294.
Lazic, Z.R., 2004. Design of Experiments in Chemical
Engineering. WILEYVCH, Weinheim.
Lin, Y.H., and Yen, H.Y., (2005). Fluidised bed pyrolysis of
polypropylene over cracking catalysts for producing
hydrocarbons.Polym DegradStab., 89, 101-108.
Marcilla, A., Gomez, A., Reyes-Labarta, J.A., and Giner, A.,
(2003). Catalytic pyrolysis of polypropylene using MCM41: kinetic model. Polym Degrad Stab., 80, 233240.
Mendenhall, W., Sincich, T., 1989. Statistics for the
engineering and computer sciences,second ed. Maxwall
Macmillan, Singapore.
Negelein, D.L., Lin, R., and White, R.L., (1998). Effects of
Appendix: Nomenclature
catalyst acidity and structure on polymer cracking
DF: Degree of freedom
mechanisms.. J Appl. Pol. Sc., 67, 341-349.
SS: Sum of squares
Panda, A.K., Singh, R.K., and Mishra, D.K. (2010).
MS: Mean of squares
Thermolysis of waste plastics to liquid fuel: A suitable
S/N: Signal to noise ratio
method for plastic waste management and manufacture
s: Standard deviation
of value added productsA world prospective. Renew
R-sq: Regression squared
Sustain Energ Rev.,14(1), 233-248.
R-sq(adj): Adjusted regression
Panda, A.K., et al., 2010. Effect of Sulphuric acid treatment
on the physicochemical characteristics of Kaolin clay,
REFERENCES
Colloids Surf., A, 363 (1-3), 98-104.
Audisio, G., Silvani, A., Beltrame, P.L., and Carniti, P., (1984).
Sakata, Y., Uddin, M.A., Koizumi, K. and Murata, K., (1996).
Catalytic thermal degradation of polymers : Degradation
Catalytic Degradation of Polypropylene into Liquid
of polypropylene. J Anal Appl Pyrol. 7, 83-90.
Hydrocarbons Using Silica-Alumina Catalyst. Chem
Clements, R.B., 1991. Handbook of Statistical Methods in
Manufacturing. Prentice Hall, New Jersey
Taguchi, G., Chowdhury, S., Wu, Y., 2005. TAGUCHIS
Durmus, A., NaciKoc, S., SeldaPozan, G., and Kasgoz, A.
(2005).
Thermal-catalytic
degradation
letters. 8, 245-251.
kinetics
of
polypropylene over BEA, ZSM-5 and MOR zeolites.
Appl. Catal., B. 61, 316322.
Hwang, E.Y., Choi, J.K., Kim, D.H., Park, D.W., and Woo,
H.C., (1998). Catalytic degradation of polypropylene i.
Screening of catalysts. Korean J Chem Eng., 15(4), 434438.
Ishihara, Y., Nanbu, H., Iwata, C., Ikemura, T., and
Quality Engineering Handbook. John Wiley & Sons, New
Jersey.
Zhao, W., Hasegawa, S., Fujita, J., Yoshii, F., Sasaki, T. and
Makuuchi, K., (1996). Effect of irradiation on pyrolysis of
polypropylene in the presence of zeolite. Polym. Degrad.
Stab., 53,199-206.
Zhao, W., Hasegawa, S., Fujita, J., Yshii, F., Sasaki, T.,
Makuuchi, K., et al., 1996. Effects of zeolites on the
pyrolysis Polypropylene, Polymer Degradation and
Stability 53, 129-135.
111
www.seipub.org/acer
Advanced Chemical Engineering Research Vol. 2 Iss. 4, December 2013
Panda Achyut Kumar, born in
1976, Odisha state, India, got
M.Sc. (Organic chemistry) from
Khallikote
(Auto)
college
Berhampur, Odisha, M.Phil. from
Berhampur University, Odisha
and Ph.D.(Chemical Engg.) from
NIT Rourkela, Odisha, India. He
is presently working as assistant professor in Chemistry in
Centurion University of Technology and Management,
Odisha. His research area of interest includes waste to
energy, catalysis and bioenergy.
112
Singh Raghubansh Kumar, born in 1955, obtained his
B.Sc.Chemical Engg. from BIT Sindri,
India, M.E. and Ph.D. from Sambalpur
University. Presently, he is working as
Professor, Chemical Engineering in
National Institute of Technology,
Rourkela, Odisha, India. His reaearch
area includes Fluidisation, Waste
plastics to fuel, bioenergy etc. He has
published more than 90 research papers
and holds 2 patents.
You might also like
- Influence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearDocument13 pagesInfluence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearSEP-PublisherNo ratings yet
- Improving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesDocument5 pagesImproving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesSEP-PublisherNo ratings yet
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocument5 pagesMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNo ratings yet
- Experimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesDocument8 pagesExperimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesSEP-PublisherNo ratings yet
- Contact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentDocument7 pagesContact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentSEP-PublisherNo ratings yet
- Effect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesDocument11 pagesEffect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesSEP-PublisherNo ratings yet
- Microstructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesDocument7 pagesMicrostructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesSEP-PublisherNo ratings yet
- Enhanced Causation For DesignDocument14 pagesEnhanced Causation For DesignSEP-PublisherNo ratings yet
- Device For Checking The Surface Finish of Substrates by Tribometry MethodDocument5 pagesDevice For Checking The Surface Finish of Substrates by Tribometry MethodSEP-PublisherNo ratings yet
- FWR008Document5 pagesFWR008sreejith2786No ratings yet
- Delightful: The Saturation Spirit Energy DistributionDocument4 pagesDelightful: The Saturation Spirit Energy DistributionSEP-PublisherNo ratings yet
- Enhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentDocument6 pagesEnhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentSEP-PublisherNo ratings yet
- Reaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesDocument9 pagesReaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesSEP-PublisherNo ratings yet
- Mill's Critique of Bentham's UtilitarianismDocument9 pagesMill's Critique of Bentham's UtilitarianismSEP-PublisherNo ratings yet
- Isage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophyDocument8 pagesIsage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophySEP-PublisherNo ratings yet
- Quantum Meditation: The Self-Spirit ProjectionDocument8 pagesQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherNo ratings yet
- Mindfulness and Happiness: The Empirical FoundationDocument7 pagesMindfulness and Happiness: The Empirical FoundationSEP-PublisherNo ratings yet
- Ontology-Based Testing System For Evaluation of Student's KnowledgeDocument8 pagesOntology-Based Testing System For Evaluation of Student's KnowledgeSEP-PublisherNo ratings yet
- Cold Mind: The Released Suffering StabilityDocument3 pagesCold Mind: The Released Suffering StabilitySEP-PublisherNo ratings yet
- Computational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpDocument6 pagesComputational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpSEP-PublisherNo ratings yet
- Architectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldDocument5 pagesArchitectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldSEP-PublisherNo ratings yet
- Social Conflicts in Virtual Reality of Computer GamesDocument5 pagesSocial Conflicts in Virtual Reality of Computer GamesSEP-PublisherNo ratings yet
- Technological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsDocument9 pagesTechnological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsSEP-PublisherNo ratings yet
- Metaphysics of AdvertisingDocument10 pagesMetaphysics of AdvertisingSEP-PublisherNo ratings yet
- A Tentative Study On The View of Marxist Philosophy of Human NatureDocument4 pagesA Tentative Study On The View of Marxist Philosophy of Human NatureSEP-PublisherNo ratings yet
- The Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateDocument8 pagesThe Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateSEP-PublisherNo ratings yet
- Legal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialDocument4 pagesLegal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialSEP-PublisherNo ratings yet
- Damage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationDocument10 pagesDamage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationSEP-PublisherNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- P-351 1943 No1 PDFDocument127 pagesP-351 1943 No1 PDFonly good ThingsNo ratings yet
- Project 1-Eco CoolerDocument6 pagesProject 1-Eco CoolerSumon RejaulNo ratings yet
- Sustainability 13 00794Document21 pagesSustainability 13 00794shiva19892006No ratings yet
- Molykote High Vacuum Grease US SDS 000000838919Document9 pagesMolykote High Vacuum Grease US SDS 000000838919toukiNo ratings yet
- Bosnia and Herzegovina EPRDocument198 pagesBosnia and Herzegovina EPRInes FejzicNo ratings yet
- 11. Hệ Thống Xử Lý Nước ThảiDocument39 pages11. Hệ Thống Xử Lý Nước ThảiVũ Hằng Phương100% (1)
- Batangas City Revenue Code of 2009Document168 pagesBatangas City Revenue Code of 2009Jerome EstoresNo ratings yet
- Environmental and Social Impacts HighwayDocument5 pagesEnvironmental and Social Impacts Highwayjanani004No ratings yet
- Columbus Climate Action PlanDocument102 pagesColumbus Climate Action PlanWSYX/WTTENo ratings yet
- Grammar Worksheet: If You Turn Off The Lights, You Will Save EnergyDocument2 pagesGrammar Worksheet: If You Turn Off The Lights, You Will Save EnergybkksmkturenNo ratings yet
- International Classification For StandardsDocument112 pagesInternational Classification For StandardsDragoslav DzolicNo ratings yet
- RemanufacturingDocument4 pagesRemanufacturingRadujohnNo ratings yet
- Energy Crisis in PakistanDocument91 pagesEnergy Crisis in PakistanNaveed Ahmed100% (1)
- Metal and organic wastes scheduleDocument6 pagesMetal and organic wastes scheduleBazlaa HasmanNo ratings yet
- C-4 Management of Biomedical Waste in Ontario GuidelineDocument19 pagesC-4 Management of Biomedical Waste in Ontario GuidelinelouchyNo ratings yet
- Coconut Shell Biomass Potential for Charcoal ProductionDocument13 pagesCoconut Shell Biomass Potential for Charcoal ProductionLê Gia HânNo ratings yet
- Solid Waste PollutionDocument20 pagesSolid Waste Pollutionanon-82902088% (8)
- Installation Manual MDKBJDocument64 pagesInstallation Manual MDKBJDaniel CastellanosNo ratings yet
- Food Contact Packaging HandbookDocument93 pagesFood Contact Packaging HandbookJose Luis Castillo100% (1)
- The Impact of Environmental Accounting On Corporate Performance in NigeriaDocument12 pagesThe Impact of Environmental Accounting On Corporate Performance in NigeriaAmeliaDwiFajarwatiNo ratings yet
- NACES 2015 – Poultry Waste Plant DesignDocument2 pagesNACES 2015 – Poultry Waste Plant DesignVentrue LeongNo ratings yet
- Porc Etch 1010Document8 pagesPorc Etch 1010Bose CatNo ratings yet
- 120021-Hse-003 - Waste Management PlanDocument21 pages120021-Hse-003 - Waste Management PlanMoaatazz NouisriNo ratings yet
- HITACHI ZAXIS 135US EXCAVATOR Service Repair Manual PDFDocument62 pagesHITACHI ZAXIS 135US EXCAVATOR Service Repair Manual PDFhfjskemmdm67% (3)
- Corporate Sustainability Practices in The FMCG IndustryDocument11 pagesCorporate Sustainability Practices in The FMCG Industrymeghana mallipudiNo ratings yet
- Water LegislationDocument33 pagesWater LegislationBongi FaithNo ratings yet
- Activity Report City-Wide CleanUp DriveDocument4 pagesActivity Report City-Wide CleanUp DrivePamela TabayNo ratings yet
- Assessment of Solid Waste Management in LiberiaDocument16 pagesAssessment of Solid Waste Management in LiberiaAbdurohmanNo ratings yet
- A Study On Waste Management and Its Reprocessing UnitDocument60 pagesA Study On Waste Management and Its Reprocessing UnitManju ManjuNo ratings yet