You might also like
- WWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANDocument6 pagesWWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANRodrigoPomaNo ratings yet
- Paper Cup Machine Patent from 1921 Details Machine for Making Disposable CupsDocument18 pagesPaper Cup Machine Patent from 1921 Details Machine for Making Disposable Cupspafredo007No ratings yet
- US2128620 - Bending MachineDocument5 pagesUS2128620 - Bending MachinedevheadbotNo ratings yet
- Us1955360 PDFDocument8 pagesUs1955360 PDFRodrigoPomaNo ratings yet
- Rig-E???': Gill!Document6 pagesRig-E???': Gill!luiscremaschiNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,937,809Document15 pagesUlllted States Patent (19) (11) Patent Number: 5,937,809LazarNo ratings yet
- April 25, 1933. J. 5. Finlay Et Al: Filed Feb 25, 1932Document8 pagesApril 25, 1933. J. 5. Finlay Et Al: Filed Feb 25, 1932jojaberiNo ratings yet
- Us1223254 PDFDocument7 pagesUs1223254 PDFRodrigoPomaNo ratings yet
- LL-LLL'LL-FLL: 31, 1940. E. C. MmleanDocument7 pagesLL-LLL'LL-FLL: 31, 1940. E. C. MmleanKrozeNo ratings yet
- United States Patent (191: McguganDocument6 pagesUnited States Patent (191: McguganJamesStenhouseNo ratings yet
- Bob Neal Overunity Compression Unit - US2030759Document5 pagesBob Neal Overunity Compression Unit - US2030759John CarterNo ratings yet
- The Matson PatentDocument4 pagesThe Matson PatentMinnesota Public RadioNo ratings yet
- Adjustable Handles for Riding or Walking Behind Lawn MowerDocument4 pagesAdjustable Handles for Riding or Walking Behind Lawn Mowerraseks1No ratings yet
- Jurnal Bubut FixsafasfasfDocument6 pagesJurnal Bubut FixsafasfasfAdiBimaSanjaya100% (1)
- Charles Nelson Pouge (US Pat. 1750354)Document5 pagesCharles Nelson Pouge (US Pat. 1750354)GaleriaTechniki.PLNo ratings yet
- Us 1001260Document5 pagesUs 1001260mehdi parsNo ratings yet
- Milliam G. Airchhoff: SasaaaaaaaaaaaaaaaaaaaaaDocument4 pagesMilliam G. Airchhoff: SasaaaaaaaaaaaaaaaaaaaaaOscar Lora SiñaniNo ratings yet
- Variable displacement compressor hinge mechanismDocument13 pagesVariable displacement compressor hinge mechanismSelvaraji MuthuNo ratings yet
- Measure cheese with this compact dispenserDocument5 pagesMeasure cheese with this compact dispenserRodrigoPomaNo ratings yet
- Egg-Grading Machine Patent DetailsDocument6 pagesEgg-Grading Machine Patent DetailsOm FaNo ratings yet
- US2525422Document6 pagesUS2525422Rambabu ChNo ratings yet
- Berthier Us1366863Document9 pagesBerthier Us1366863cll1968No ratings yet
- Jan. 4, L 1966 T. W. Spack 3,227,148Document6 pagesJan. 4, L 1966 T. W. Spack 3,227,148MainAvelNo ratings yet
- US shrimp-deheading machine patentDocument6 pagesUS shrimp-deheading machine patentPham LoiNo ratings yet
- Automatic roll changing system for metal rolling millsDocument6 pagesAutomatic roll changing system for metal rolling millsPooria1989No ratings yet
- Us2935914 PDFDocument14 pagesUs2935914 PDFMichael LaneNo ratings yet
- NOV-9, 1943. A. Ca. Schneider: Planetary Turbine TransmissionDocument6 pagesNOV-9, 1943. A. Ca. Schneider: Planetary Turbine Transmissionbelchior alvaroNo ratings yet
- L'il Wu" MM: Jan. 30, 1951 R, E - Ljungkull 2,539,545Document12 pagesL'il Wu" MM: Jan. 30, 1951 R, E - Ljungkull 2,539,545lfilippiniNo ratings yet
- 8%, ZGZFMWMD @144': June 4, 1968 R. E. Roy 3,386,336Document9 pages8%, ZGZFMWMD @144': June 4, 1968 R. E. Roy 3,386,336tyrer567899No ratings yet
- Pickup Truck Mounted SweeperDocument15 pagesPickup Truck Mounted Sweeper113314No ratings yet
- US Patent for Cutting Food Products MachineDocument4 pagesUS Patent for Cutting Food Products MachineRodrigoPomaNo ratings yet
- Concrete Pipe Machine Feeding DeviceDocument6 pagesConcrete Pipe Machine Feeding Deviceadrianomc25No ratings yet
- Bottle Filler and Capper Unit: June 24, 1930. G. E. Strandt 1,766,962Document8 pagesBottle Filler and Capper Unit: June 24, 1930. G. E. Strandt 1,766,962Luis Enrique Barreto GarciaNo ratings yet
- Us 2109297Document6 pagesUs 2109297lfilippiniNo ratings yet
- Byfwf p41 ': March 7, 1961 O. Danyluke 2,973,909Document5 pagesByfwf p41 ': March 7, 1961 O. Danyluke 2,973,909KrozeNo ratings yet
- Sept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LDocument4 pagesSept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LRakeshNo ratings yet
- Conveyer Screw Stops Bottles for LabelingDocument3 pagesConveyer Screw Stops Bottles for LabelingChristian MavarezNo ratings yet
- Cheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetDocument7 pagesCheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetmephitNo ratings yet
- M © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815Document3 pagesM © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815James LindonNo ratings yet
- Us2765819 PDFDocument8 pagesUs2765819 PDFAzri LunduNo ratings yet
- Nov. 22, 1932. W. D. Lpps. 1888,353Document12 pagesNov. 22, 1932. W. D. Lpps. 1888,353AGUAVIVANJNo ratings yet
- BOΤTLE LABELING MACHINEDocument4 pagesBOΤTLE LABELING MACHINEq12wertyNo ratings yet
- J.B. HALE'S 1920 BRAIDING MACHINE CARRIERDocument5 pagesJ.B. HALE'S 1920 BRAIDING MACHINE CARRIERsebastian escobarNo ratings yet
- GB657382ADocument4 pagesGB657382AOctav IanNo ratings yet
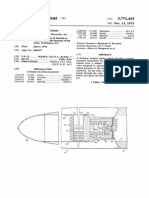
- Us3771455 PDFDocument3 pagesUs3771455 PDFdgfsduuwioNo ratings yet
- Sept. 4 - , 1956 A. Cherkin 2,761,445: Filed May 3, 1952 2 Sheets-Sheet 1Document5 pagesSept. 4 - , 1956 A. Cherkin 2,761,445: Filed May 3, 1952 2 Sheets-Sheet 1cvkkkk1No ratings yet
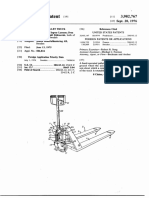
- US3982767Document6 pagesUS3982767takanobu ouraNo ratings yet
- United States Patent (191: ReilingDocument5 pagesUnited States Patent (191: ReilingTannyVaneNo ratings yet
- H. O. Pedersen Etal: 2 Sheets-Sheet 1 Filed March 20, 1962Document4 pagesH. O. Pedersen Etal: 2 Sheets-Sheet 1 Filed March 20, 1962Josh FullerNo ratings yet
- Us 3460614Document7 pagesUs 3460614scibduser001No ratings yet
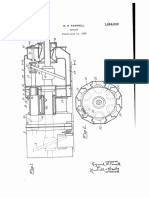
- Wwkzii: Jan. 10, 1933. R. H. FarwellDocument3 pagesWwkzii: Jan. 10, 1933. R. H. Farwellmonem2014100% (1)
- Us 2397941Document3 pagesUs 2397941monem2014No ratings yet
- United States Patent 1191: MasuyamaDocument7 pagesUnited States Patent 1191: MasuyamaAbdullah AljabriNo ratings yet
- R.T MM MS: ' Filed July 28, 1965Document6 pagesR.T MM MS: ' Filed July 28, 1965Alexcel CorporalNo ratings yet
- Anti-Aircraft Fire Control Device (1937)Document10 pagesAnti-Aircraft Fire Control Device (1937)CAP History LibraryNo ratings yet
- Davison: United States Patent (191Document10 pagesDavison: United States Patent (191rte678No ratings yet
- Lifting and transferring apparatus patent from 1945Document6 pagesLifting and transferring apparatus patent from 1945varun mNo ratings yet
- Bag cutting mechanism for adjustable bag lengthDocument3 pagesBag cutting mechanism for adjustable bag lengthJhonnatan E Avendaño Florez100% (1)
- Us 2912244Document9 pagesUs 2912244alexhkiNo ratings yet
- Scientific American Supplement, No. 611, September 17, 1887From EverandScientific American Supplement, No. 611, September 17, 1887No ratings yet
- Twin Cities Outperforms Peer Regions On Some Key Benchmarks Lags in OthersDocument3 pagesTwin Cities Outperforms Peer Regions On Some Key Benchmarks Lags in OthersMinnesota Public RadioNo ratings yet
- MUID Letter NAH-Encampment Dec2018Document2 pagesMUID Letter NAH-Encampment Dec2018Minnesota Public RadioNo ratings yet
- Navigation Center FAQ FlyerDocument2 pagesNavigation Center FAQ FlyerMinnesota Public RadioNo ratings yet
- The Archdiocese of St. Paul and Minneapolis' Reorganization PlanDocument198 pagesThe Archdiocese of St. Paul and Minneapolis' Reorganization PlanMinnesota Public RadioNo ratings yet
- St. John's ComplaintDocument20 pagesSt. John's ComplaintMinnesota Public RadioNo ratings yet
- CAAPB Guardrail SlidesDocument7 pagesCAAPB Guardrail SlidesMinnesota Public RadioNo ratings yet
- Minneapolis 2040 Comprehensive Plan 9-27-2018Document481 pagesMinneapolis 2040 Comprehensive Plan 9-27-2018Minnesota Public RadioNo ratings yet
- Transcript of 911 Call Before The Fatal Police Shooting of Thurman BlevinsDocument4 pagesTranscript of 911 Call Before The Fatal Police Shooting of Thurman BlevinsMinnesota Public RadioNo ratings yet
- +hebda Statement On Accountability 8-31-18 FinalDocument2 pages+hebda Statement On Accountability 8-31-18 FinalMinnesota Public RadioNo ratings yet
- +cozzens Statement On National Review Board 8-31-18 FinalDocument1 page+cozzens Statement On National Review Board 8-31-18 FinalMinnesota Public RadioNo ratings yet
- Minnesota Supreme Court Order On Audio and Video in Criminal CasesDocument14 pagesMinnesota Supreme Court Order On Audio and Video in Criminal CasesMinnesota Public RadioNo ratings yet
- The Archdiocese of St. Paul and Minneapolis Disclosure StatementDocument78 pagesThe Archdiocese of St. Paul and Minneapolis Disclosure StatementMinnesota Public RadioNo ratings yet
- Tenant Protection OrdinanceDocument7 pagesTenant Protection OrdinanceMinnesota Public RadioNo ratings yet
- Faribault Letter To ACLU Dated June 11 2018.Document4 pagesFaribault Letter To ACLU Dated June 11 2018.Minnesota Public RadioNo ratings yet
- Hearing NoticeDocument1 pageHearing NoticeMinnesota Public RadioNo ratings yet
- SPPS Board Priorities and Timeframe, Proposed in 2016Document2 pagesSPPS Board Priorities and Timeframe, Proposed in 2016Minnesota Public RadioNo ratings yet
- St. John's University Petition and ExhibitsDocument41 pagesSt. John's University Petition and ExhibitsMinnesota Public RadioNo ratings yet
- MPCA-MDH Joint Letter To EPA Science Transparency 5 15 18Document2 pagesMPCA-MDH Joint Letter To EPA Science Transparency 5 15 18Minnesota Public RadioNo ratings yet
- Lakes and Parks Alliance of Minneapolis V The Metropolitan Council, Order For Summary JudgmentDocument17 pagesLakes and Parks Alliance of Minneapolis V The Metropolitan Council, Order For Summary Judgmentdylanthmsyahoo.comNo ratings yet
- Dayton's Emergency School AidDocument13 pagesDayton's Emergency School AidMinnesota Public RadioNo ratings yet
- Stine, Zelle's Letter To EPA ChiefDocument2 pagesStine, Zelle's Letter To EPA ChiefMinnesota Public RadioNo ratings yet
- Affordable Housing Recommendations To The Mayor ReportDocument30 pagesAffordable Housing Recommendations To The Mayor ReportMinnesota Public RadioNo ratings yet
- Plea AgreementDocument7 pagesPlea AgreementMinnesota Public RadioNo ratings yet
- Settlement Agreement Minnesota Attorney General Lori Swanson Reached With 3MDocument11 pagesSettlement Agreement Minnesota Attorney General Lori Swanson Reached With 3MMinnesota Public RadioNo ratings yet
- Summary Judgement in Surly Class Action LawsuitDocument2 pagesSummary Judgement in Surly Class Action LawsuitMinnesota Public RadioNo ratings yet
- Lawsuit Filed Against Reliance RecoveriesDocument16 pagesLawsuit Filed Against Reliance RecoveriesMinnesota Public RadioNo ratings yet
- Good FungiDocument3 pagesGood FungiMinnesota Public RadioNo ratings yet
- Produce Distributions For The Twin Cities Metro Area, Summer 2017Document3 pagesProduce Distributions For The Twin Cities Metro Area, Summer 2017Minnesota Public RadioNo ratings yet
- Attorney General Lori Swanson's Advisory OpinionDocument6 pagesAttorney General Lori Swanson's Advisory OpinionMinnesota Public Radio100% (1)
- Produce Distributions For Greater Minn., Summer 2017Document1 pageProduce Distributions For Greater Minn., Summer 2017Minnesota Public RadioNo ratings yet
- Experimental Validation of The BAC Factor Method For Lighting SystemsDocument5 pagesExperimental Validation of The BAC Factor Method For Lighting SystemsJireh AngNo ratings yet
- Assignment 1 Systems Analysis - EME5601Document7 pagesAssignment 1 Systems Analysis - EME5601Travis GrantNo ratings yet
- Operation Manual: Impedance Audiometer AT235hDocument102 pagesOperation Manual: Impedance Audiometer AT235hmendezoswaldoNo ratings yet
- Final StereogramDocument16 pagesFinal StereogramsimNo ratings yet
- Explore the Precambrian EraDocument3 pagesExplore the Precambrian EraArjay CarolinoNo ratings yet
- TDS - RheoFIT 762Document2 pagesTDS - RheoFIT 762Alexi ALfred H. TagoNo ratings yet
- Table of PenaltiesDocument2 pagesTable of PenaltiesEzekiel FernandezNo ratings yet
- Mahamrityunjaya MantraDocument8 pagesMahamrityunjaya MantraBalakrishnan KannanNo ratings yet
- Anotações - Seminários em Língua Inglesa - Discurso LiterárioDocument17 pagesAnotações - Seminários em Língua Inglesa - Discurso LiterárioAline MoraisNo ratings yet
- Outotec: Managing Talent Globally With Successfactors® SolutionsDocument3 pagesOutotec: Managing Talent Globally With Successfactors® SolutionsxandaniNo ratings yet
- 3 1Document4 pages3 1HakanNo ratings yet
- Network 18Document44 pagesNetwork 18Ashok ThakurNo ratings yet
- NSBI 2022-2023 FormsDocument16 pagesNSBI 2022-2023 FormsLove MaribaoNo ratings yet
- Heidegger On Destruction - Chung ChinDocument16 pagesHeidegger On Destruction - Chung ChinAprilo DielovaNo ratings yet
- E5971 m4n68t-m Series ManualDocument0 pagesE5971 m4n68t-m Series ManualcamiloelosadaNo ratings yet
- Renal Cortical CystDocument2 pagesRenal Cortical Cystra222j239No ratings yet
- Environmental Law Handbook ExampleDocument20 pagesEnvironmental Law Handbook ExampleThomson Reuters Australia100% (5)
- 066 LW Tensile Tester v2.0 PDFDocument4 pages066 LW Tensile Tester v2.0 PDFMarkusNo ratings yet
- Porphyria's Lover - Robert BrowningDocument9 pagesPorphyria's Lover - Robert Browningdearkatie6688No ratings yet
- Coyle Chapter 2 PowerPoint SlidesDocument33 pagesCoyle Chapter 2 PowerPoint SlidesKhaled Sheykh0% (1)
- 10 Tips To Protect Yourself From Unhealthy AirDocument2 pages10 Tips To Protect Yourself From Unhealthy AirAnonymous XuFb6TNo ratings yet
- University of Toronto Astronomy 101 Midterm Test QuestionsDocument6 pagesUniversity of Toronto Astronomy 101 Midterm Test QuestionsTrash RowzanNo ratings yet
- Din en 50155 (Vde 0115-200) - 2008-03Document42 pagesDin en 50155 (Vde 0115-200) - 2008-03Collins Akhimien100% (1)
- Crusher Type Part Number Description Weight (KG)Document3 pagesCrusher Type Part Number Description Weight (KG)Juvenal CorreiaNo ratings yet
- TRISCO Version 13 AnnouncementDocument42 pagesTRISCO Version 13 AnnouncementGiuseppe OnorevoliNo ratings yet
- Mcu-R4nek0n+submittal 04212020Document2 pagesMcu-R4nek0n+submittal 04212020Jaime A. AlvarezNo ratings yet
- Me 6401 Kom - Uti Ans KeyDocument11 pagesMe 6401 Kom - Uti Ans Keylogeshboy007100% (1)
- Rom BlonDocument8 pagesRom BlonCharlesJustin AyunonNo ratings yet
- Mathematics: Full Marks Zero Marks: 0 in All Other CasesDocument31 pagesMathematics: Full Marks Zero Marks: 0 in All Other CasesAbhishek KumarNo ratings yet
- Tabel Benkelman Beam Baru - AsisDocument21 pagesTabel Benkelman Beam Baru - AsisAsisNo ratings yet