You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- WLP Packaging of Invensense MEMS Gyroscope UltimateDocument9 pagesWLP Packaging of Invensense MEMS Gyroscope UltimateRomain SystNo ratings yet
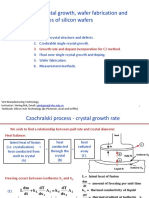
- Silicon Crystal Structure and GrowthDocument60 pagesSilicon Crystal Structure and GrowthJunks4FunNo ratings yet
- EE Industrial Training Monthly Report GuidDocument6 pagesEE Industrial Training Monthly Report GuidMuhammad Ben Mahfouz Al-ZubairiNo ratings yet
- Chapter 3 Wafer Fabr PDFDocument31 pagesChapter 3 Wafer Fabr PDFheNo ratings yet
- A Review of Gas Sensors Employed in Electronic Nose ApplicationsDocument18 pagesA Review of Gas Sensors Employed in Electronic Nose ApplicationsSobia SaherNo ratings yet
- EE6303 Two Marks Question BankDocument48 pagesEE6303 Two Marks Question Banksrajece100% (1)
- Deca Tec FO WLPDocument14 pagesDeca Tec FO WLPAhSangCheeSangNo ratings yet
- UMC 65nm FAQ 141103Document56 pagesUMC 65nm FAQ 141103LoiLeVanNo ratings yet
- IEEE STD C57.12.29-2005Document31 pagesIEEE STD C57.12.29-2005abdou samiNo ratings yet
- List of Intel Manufacturing SitesDocument3 pagesList of Intel Manufacturing SitesShalom LopezNo ratings yet
- ECE467: Introduction To VLSI: Physical Structure and Fabrication Process of Integrated CircuitsDocument38 pagesECE467: Introduction To VLSI: Physical Structure and Fabrication Process of Integrated Circuitssnagaraj.cool7813No ratings yet
- Effect of Substrate-Induced Strain in The Transport Properties of Algan/Gan HeterostructuresDocument5 pagesEffect of Substrate-Induced Strain in The Transport Properties of Algan/Gan HeterostructuresA Mohan BabuNo ratings yet
- Chapter 8 Ion Implantation - IDocument40 pagesChapter 8 Ion Implantation - IKowshick GuruNo ratings yet
- Cleaning Surfaces From Nanoparticles With Polymer Film - ImpactDocument4 pagesCleaning Surfaces From Nanoparticles With Polymer Film - Impactalireza mottaghipoorNo ratings yet
- VLSI Micro-Project Report Group A PDFDocument14 pagesVLSI Micro-Project Report Group A PDFganesh SawantNo ratings yet
- IGBT FailureDocument13 pagesIGBT FailureSteven Leif Essel100% (1)
- Cost Index For ManufacturingDocument6 pagesCost Index For ManufacturingSari OctavianiNo ratings yet
- Effect of Ceria Particle-Size Distribution and Pressure Interactions in Chemo-Mechanical Polishing (CMP) of Dielectric MaterialsDocument8 pagesEffect of Ceria Particle-Size Distribution and Pressure Interactions in Chemo-Mechanical Polishing (CMP) of Dielectric MaterialsAverage JoeNo ratings yet
- Semiconductor EquipmentDocument40 pagesSemiconductor EquipmentKarenfkx 250No ratings yet
- Eight Great Ideas in Computer ArchitectureDocument64 pagesEight Great Ideas in Computer ArchitecturePavithra JanarthananNo ratings yet
- Ieee Standard For Polemounted Equipmentenclosure Integrity For C PDFDocument22 pagesIeee Standard For Polemounted Equipmentenclosure Integrity For C PDFJose Luis Barreto Baptista100% (1)
- LED ManufacturingDocument14 pagesLED ManufacturingsvishnuvNo ratings yet
- Role of Wickability On The Critical Heat Flux of Structured Superhydrophilic SurfacesDocument10 pagesRole of Wickability On The Critical Heat Flux of Structured Superhydrophilic Surfacesavi0341No ratings yet
- Catalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsDocument7 pagesCatalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsWeiHsinNo ratings yet
- VCSEL Fab OverviewDocument15 pagesVCSEL Fab OverviewAdeep DeepNo ratings yet
- Die separation dicingDocument1 pageDie separation dicingImtiaz AhmedNo ratings yet
- Ohmic Contacts On Ntype and PtypeDocument4 pagesOhmic Contacts On Ntype and PtypePiyush ParasharNo ratings yet
- Defect Behavior in BF2 Implants For SD Applications As A Function of Ion Beam CharacteristicsDocument4 pagesDefect Behavior in BF2 Implants For SD Applications As A Function of Ion Beam CharacteristicsMustafa BaşakNo ratings yet
- Figure 1 Schematic of A Hair DryerDocument2 pagesFigure 1 Schematic of A Hair DryerIcy45No ratings yet
- L6 Resistor FabricationDocument24 pagesL6 Resistor FabricationBajrang BansalNo ratings yet