You might also like
- Diseño de trazados ferroviariosDocument51 pagesDiseño de trazados ferroviariosEdwin Rafael Puma CoricazaNo ratings yet
- Soldaduras de Riel en Vías FerréasDocument68 pagesSoldaduras de Riel en Vías FerréasAmbyLopezNo ratings yet
- Ferrolasa Mantenimiento de Vias Ferreas-Pp Constela Roberto FerrolasaDocument24 pagesFerrolasa Mantenimiento de Vias Ferreas-Pp Constela Roberto FerrolasaRotsen Altuve100% (1)
- Guía Instalación Sistema Fijación Vossloh W-14 HHDocument11 pagesGuía Instalación Sistema Fijación Vossloh W-14 HHenriquefer89No ratings yet
- Norma Red Aerea Efe-Ntf-31-001-00 PDFDocument27 pagesNorma Red Aerea Efe-Ntf-31-001-00 PDFzaga76No ratings yet
- Mantenimiento de Vías FérreaDocument16 pagesMantenimiento de Vías Férreaheberth100% (1)
- Máster en Sistemas Ferroviarios y Tracción EléctricaDocument12 pagesMáster en Sistemas Ferroviarios y Tracción EléctricaVIDCANAL oficial50% (2)
- ESPECIFICACION TECNICA - FONATUR - PROCEDIMIENTO CONSTRUCTIVO EN VÍA PRICIPAL - 20211013 - Rev00.docx 05-04-22Document25 pagesESPECIFICACION TECNICA - FONATUR - PROCEDIMIENTO CONSTRUCTIVO EN VÍA PRICIPAL - 20211013 - Rev00.docx 05-04-22Roberto D Romero100% (2)
- Ficha Tecnica Herraje 10x115Document6 pagesFicha Tecnica Herraje 10x115MIRIAMNo ratings yet
- Mantenimiento Geometrico de La Via Ferrea Del Tramo CaracasDocument29 pagesMantenimiento Geometrico de La Via Ferrea Del Tramo Caracasmauricio_sNo ratings yet
- Inspeccion de Soldaduras Aluminotermicas PDFDocument12 pagesInspeccion de Soldaduras Aluminotermicas PDFpirataenriqueNo ratings yet
- Ferrocarriles A y BDocument96 pagesFerrocarriles A y Bbelen100% (1)
- 4-Capitulo IV RielesDocument30 pages4-Capitulo IV Rielescorrokoko67% (3)
- Normas Ferroviarias Aar - PPDocument21 pagesNormas Ferroviarias Aar - PPtuliourueta100% (1)
- UNE-EN - 14587-2 2009 SOLD ELECTRICA EspañolDocument44 pagesUNE-EN - 14587-2 2009 SOLD ELECTRICA EspañolHeriberto Mateo100% (1)
- Anexo 1.2 Apéndice D - Disposiciones Aplicables Riel T5-NDocument9 pagesAnexo 1.2 Apéndice D - Disposiciones Aplicables Riel T5-NDolhec DominguezNo ratings yet
- Plan de Mantenimiento de La Via FerreaDocument62 pagesPlan de Mantenimiento de La Via Ferreamanuelgonzalez1984100% (11)
- Calidad de Materiales en Vias FerreasDocument20 pagesCalidad de Materiales en Vias FerreasJosé Luis Navarrete SilvaNo ratings yet
- Plataforma y superestructura del Tramo 3 del Tren MayaDocument140 pagesPlataforma y superestructura del Tramo 3 del Tren MayaBRENDA RIVERANo ratings yet
- Norma para Rieles MexicoDocument31 pagesNorma para Rieles MexicodadadadNo ratings yet
- Mantenimiento en Vías FérreasDocument41 pagesMantenimiento en Vías FérreasRicardo Ochoa Díaz100% (4)
- Tracción FerroviariaDocument28 pagesTracción FerroviariajajiverNo ratings yet
- Normas Informe Final EFEDocument349 pagesNormas Informe Final EFEPatricia Jimenez100% (1)
- Plan de Mantenimiento de La Via FerreaDocument61 pagesPlan de Mantenimiento de La Via Ferreabeik olguinNo ratings yet
- Ingeniería Ferroviaria 1948 08Document43 pagesIngeniería Ferroviaria 1948 08andres122260% (5)
- Sección Superestructura de La Vía FérreaDocument55 pagesSección Superestructura de La Vía FérreaMayer Leila Trujillo RamirezNo ratings yet
- Disertación Vías FerreasDocument14 pagesDisertación Vías FerreasChristian Molina LichiockNo ratings yet
- Calidad de ViaDocument9 pagesCalidad de ViaIvan Castro BautistaNo ratings yet
- 01 Descripcion Tecnica APT1500RL V4 EspDocument20 pages01 Descripcion Tecnica APT1500RL V4 EspMiguel Ivan Acosta MondragonNo ratings yet
- Via FerreaDocument17 pagesVia FerreaJeanCarlosNavarroCecin100% (1)
- Ejemplo de Procedimiento para La InspecciónDocument18 pagesEjemplo de Procedimiento para La InspecciónJosé Angel TorrealbaNo ratings yet
- Soldadura de RielesDocument39 pagesSoldadura de RielesMartin SoNo ratings yet
- 2 - Comportamiento Mecanico de La Via - Barra Larga SoldadaDocument25 pages2 - Comportamiento Mecanico de La Via - Barra Larga SoldadaAlvaro CamposNo ratings yet
- III.15 (Herraje de Cambio No 8)Document2 pagesIII.15 (Herraje de Cambio No 8)Juan Carlos Cázares LópezNo ratings yet
- Defectos en Rieles AREMADocument64 pagesDefectos en Rieles AREMAronuan2009100% (1)
- NT-INF-001-006 - Trazado VíasDocument49 pagesNT-INF-001-006 - Trazado VíaspattypainemalNo ratings yet
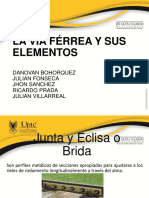
- Via Ferrea y Sus ElementosDocument62 pagesVia Ferrea y Sus ElementosWilson Erney Gomez Lozano0% (1)
- NAV 3321 - Soldadura AluminotérmicaDocument50 pagesNAV 3321 - Soldadura AluminotérmicaSabrina González100% (2)
- Normas para Mantenimiento de Vias FerreasDocument25 pagesNormas para Mantenimiento de Vias Ferreashelenvalero_86No ratings yet
- StrongholdDocument28 pagesStrongholdOswaldo SolanoNo ratings yet
- Requisitos balasto piedra chancada vías férreasDocument25 pagesRequisitos balasto piedra chancada vías férreaszaga76100% (1)
- Catenaria y Telemandos de Energía en Los Sistemas FerroviariosDocument39 pagesCatenaria y Telemandos de Energía en Los Sistemas FerroviariosJulian Camilo Duque MoyaNo ratings yet
- Losa de ConcretoDocument18 pagesLosa de Concretoperro_sucioNo ratings yet
- ÍNDICE. Perfil de La Empresa... Diseño y Construcción... 5. Construcción y Mantenimiento Con Ferrocarriles Clase 1...Document25 pagesÍNDICE. Perfil de La Empresa... Diseño y Construcción... 5. Construcción y Mantenimiento Con Ferrocarriles Clase 1...GILTON GUTIERREZ100% (1)
- Soldadura AluminotérmicaDocument2 pagesSoldadura AluminotérmicaMariita GomezNo ratings yet
- Rams AmivtacDocument46 pagesRams AmivtacNoé Ramón Valadez RamosNo ratings yet
- Apunte UNLP Conservación de ViaDocument43 pagesApunte UNLP Conservación de ViaNahuel PenasNo ratings yet
- La Electrificación FerroviariaDocument54 pagesLa Electrificación Ferroviariaxxdarolo85% (13)
- Manual Soldadura Aluminotermica para Rieles 2Document42 pagesManual Soldadura Aluminotermica para Rieles 2andresNo ratings yet
- Manual de Cubiertas Engargolados KR-18Document16 pagesManual de Cubiertas Engargolados KR-18AceroMart - Tu Mejor Opcion en Acero100% (2)
- 02 Catalogo PoleasDocument20 pages02 Catalogo PoleasMary Huaylla ANo ratings yet
- b021 - 16 Mejoras para Cargue de CarbonDocument2 pagesb021 - 16 Mejoras para Cargue de CarbonTenebrareNo ratings yet
- Especificaciones Tecnicas Tunnel Liner TV-revBDocument10 pagesEspecificaciones Tecnicas Tunnel Liner TV-revBPiero Orlandi CortesNo ratings yet
- Cap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadoDocument27 pagesCap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadojohanxitoNo ratings yet
- Daisa Catalogo 2010Document40 pagesDaisa Catalogo 2010fluquet75% (4)
- Manual de Fabricación y Montaje de Tanques I PDFDocument72 pagesManual de Fabricación y Montaje de Tanques I PDFfjuandedios100% (3)
- Presup. Volados - Tortugas 2022-VPDocument3 pagesPresup. Volados - Tortugas 2022-VPJulio Huamanchumo TrujilloNo ratings yet
- Arenado y PinturaDocument20 pagesArenado y PinturaMelissa RodriguezNo ratings yet
- Manual Técnico Instalación GeomembranasDocument31 pagesManual Técnico Instalación GeomembranasJavier HerreraNo ratings yet
- NMX C 173 1990Document15 pagesNMX C 173 1990Antonio HerreraNo ratings yet
- DOF - Diario Oficial de La Federación 08-04-2020Document3 pagesDOF - Diario Oficial de La Federación 08-04-2020Ing Jose Antonio Guerrero FernandezNo ratings yet
- DOF - Diario Oficial de La Federación 08-04-2020Document3 pagesDOF - Diario Oficial de La Federación 08-04-2020Ing Jose Antonio Guerrero FernandezNo ratings yet
- DOF - Diario Oficial de La Federación 08-04-2020Document3 pagesDOF - Diario Oficial de La Federación 08-04-2020Ing Jose Antonio Guerrero FernandezNo ratings yet
- Manual de Operación PAC - ContratistasDocument22 pagesManual de Operación PAC - ContratistasIng Jose Antonio Guerrero FernandezNo ratings yet
- Catalogo SeccionesDocument41 pagesCatalogo SeccionesEmmanuel OMNo ratings yet
- Propuesta Metodológica para La Evaluación Del Proyecto Del Tren Maya. Diciembre 2018.com.5Document41 pagesPropuesta Metodológica para La Evaluación Del Proyecto Del Tren Maya. Diciembre 2018.com.5Antonio MorenoNo ratings yet
- Requisitos de Seguridad y Medio AmbienteDocument126 pagesRequisitos de Seguridad y Medio AmbienteIng Jose Antonio Guerrero FernandezNo ratings yet
- Norma 6.1-IC Secciones de Firme PDFDocument33 pagesNorma 6.1-IC Secciones de Firme PDFTopografos AsturiasNo ratings yet
- Reglamento Sobre El Peso, Dimensiones y Capacidad de Los Vehículos de Autransporte Que Transitan en Los Caminos y Puentes de Jurisdicción FederalDocument28 pagesReglamento Sobre El Peso, Dimensiones y Capacidad de Los Vehículos de Autransporte Que Transitan en Los Caminos y Puentes de Jurisdicción FederalANPACTNo ratings yet
- Normativa SUCSDocument14 pagesNormativa SUCSDonaldo BerrioNo ratings yet
- Actualizacion de Diseno GeometricoDocument64 pagesActualizacion de Diseno GeometricoAlex GuzmanNo ratings yet
- Nom 012 SCT 2 2014 PDFDocument27 pagesNom 012 SCT 2 2014 PDFvictorNo ratings yet
- JoséAntonio - Guerrero.fernández - Ej Red Transcad Ruta Más CortaDocument46 pagesJoséAntonio - Guerrero.fernández - Ej Red Transcad Ruta Más CortaIng Jose Antonio Guerrero FernandezNo ratings yet
- Flores y González (2007) - Cálculo Tamaño Muestra EncuestasDocument10 pagesFlores y González (2007) - Cálculo Tamaño Muestra EncuestasIng Jose Antonio Guerrero FernandezNo ratings yet
- Anatomía de Un Carro-Tolva Cubierto 45tDocument1 pageAnatomía de Un Carro-Tolva Cubierto 45tIng Jose Antonio Guerrero FernandezNo ratings yet
- ARTF (2018a) - Anuario Estadístico Ferroviario 2017Document37 pagesARTF (2018a) - Anuario Estadístico Ferroviario 2017Ing Jose Antonio Guerrero FernandezNo ratings yet
- El Silencio de Los InocentesDocument16 pagesEl Silencio de Los InocentesAdrian Vlek0% (1)
- Manual de lineamientos y estándares para vías peatonales y ciclovíasDocument277 pagesManual de lineamientos y estándares para vías peatonales y ciclovíasLuis Frank RamNo ratings yet
- Las Trojes - Clúster Troje de XajayDocument1 pageLas Trojes - Clúster Troje de XajayIng Jose Antonio Guerrero FernandezNo ratings yet
- Lineamientos de Vías Particulares 2009Document19 pagesLineamientos de Vías Particulares 2009Ing Jose Antonio Guerrero Fernandez100% (1)
- Estabilización de suelos con polímero SOLIDROAD 510Document23 pagesEstabilización de suelos con polímero SOLIDROAD 510Ing Jose Antonio Guerrero FernandezNo ratings yet
- El DebateDocument4 pagesEl Debatesebastian Gabriel ZafraNo ratings yet
- Presentación Taller N°2 Salud MentalDocument6 pagesPresentación Taller N°2 Salud MentalIsabel HernandezNo ratings yet
- Actividad de Matemáticas 5 de Matemáticas - Grado 10-Yalidis v-2021Document2 pagesActividad de Matemáticas 5 de Matemáticas - Grado 10-Yalidis v-2021Luis Fernando Cogollo CavadiaNo ratings yet
- Teoría de Weber y gobierno mexicanoDocument4 pagesTeoría de Weber y gobierno mexicanoMauricio Ibarmea ElizaldeNo ratings yet
- Ii Feria Minera Escolar 2019 PDFDocument19 pagesIi Feria Minera Escolar 2019 PDFAnonymous 49CnD2RNo ratings yet
- Concussion y La Encefalopatia Traumatica CronicaDocument2 pagesConcussion y La Encefalopatia Traumatica CronicaHillary V Guillermo AngelesNo ratings yet
- Prevención Policial de Caso HipotéticoDocument2 pagesPrevención Policial de Caso HipotéticopedroNo ratings yet
- Guía Género Lírico EvaluadaDocument4 pagesGuía Género Lírico EvaluadaClaudia Andrea Mera VargasNo ratings yet
- Zimbra-Configuracion para Permitir Archivos Con ClaveDocument10 pagesZimbra-Configuracion para Permitir Archivos Con ClaveRonald PaicoNo ratings yet
- Centrales termoeléctricas convencionales y combustibles fósilesDocument29 pagesCentrales termoeléctricas convencionales y combustibles fósilesManuel MaravillaNo ratings yet
- Visual Basic 6 0 UltimoDocument65 pagesVisual Basic 6 0 UltimoWILSONNo ratings yet
- Práctica de Reforzamiento 6to GradoDocument4 pagesPráctica de Reforzamiento 6to GradoClaribel SanchezNo ratings yet
- Universidad Mayor de San AndrésDocument605 pagesUniversidad Mayor de San AndrésBreN RouNo ratings yet
- Referéndum y elecciones regionales en agenda políticaDocument24 pagesReferéndum y elecciones regionales en agenda políticababichemNo ratings yet
- PT Cruiser Manual EspanolDocument13 pagesPT Cruiser Manual EspanolAngel Chacin100% (3)
- TALLER "Marketing Mix o 4P S"Document10 pagesTALLER "Marketing Mix o 4P S"ramiro andres mena cardenasNo ratings yet
- Psicomotricidad vivenciada o relacionalDocument29 pagesPsicomotricidad vivenciada o relacionalKarina Partida MorenoNo ratings yet
- Melffi Defensividad OralDocument28 pagesMelffi Defensividad OralNataliaHurtadoPinna75% (4)
- Formato Visita de Zona 176 CDNH PREESCOLARDocument5 pagesFormato Visita de Zona 176 CDNH PREESCOLARClaudiaMontesNo ratings yet
- Fotografia Reseña HistoricaDocument5 pagesFotografia Reseña HistoricaTeresaNo ratings yet
- La Pasta en El HormigonDocument4 pagesLa Pasta en El Hormigonceci salgueroNo ratings yet
- Derecho de Defensa y NotificacionDocument39 pagesDerecho de Defensa y NotificacionJesus RamosNo ratings yet
- Actividad 4 DIA JUEVES COMUNICACION s13Document3 pagesActividad 4 DIA JUEVES COMUNICACION s13Luis Alberto Miranda SoveroNo ratings yet
- Red de Contenidos Segundo BasicoDocument6 pagesRed de Contenidos Segundo BasicoGraciela AcuñaNo ratings yet
- Decreto de Urgencia Que Modifica Los Decretos de Urgencia #026-2020 y #078-2020 y El Decreto Legislativo #1505Document2 pagesDecreto de Urgencia Que Modifica Los Decretos de Urgencia #026-2020 y #078-2020 y El Decreto Legislativo #1505Melissa CosmópolisNo ratings yet
- 6 RosaldoDocument47 pages6 RosaldoAntropología Empresarial Carlos ClarosNo ratings yet
- Test REELDocument8 pagesTest REELConstanza Nicol Vasq33% (3)
- Plan de Marketing CarambolaDocument40 pagesPlan de Marketing Carambolamiguel_moran29228963% (8)
- Bienes NacionalesDocument14 pagesBienes Nacionaleslilianny GolindanoNo ratings yet
- 07 Los Arabes El Islamismo ExpansionDocument19 pages07 Los Arabes El Islamismo Expansionandrvs100% (1)