You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Nds 2015 BDocument202 pagesNds 2015 BMurali Krishna Reddy Arikatla91% (11)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cost Hand BookDocument100 pagesCost Hand Bookajeez86No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- API 570 Piping InspectionDocument35 pagesAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Law InsiderDocument1 pageLaw Insiderbalucbe35No ratings yet
- Depreciate An Asset in One YearDocument10 pagesDepreciate An Asset in One Yearbalucbe35No ratings yet
- Forced Sale Value (FSV) : Balance SheetDocument3 pagesForced Sale Value (FSV) : Balance Sheetbalucbe35No ratings yet
- Time Value of MoneyDocument20 pagesTime Value of Moneymdsabbir100% (1)
- Of Interest. To Calculate Years Purchase, You Need Rate of Interest (I)Document2 pagesOf Interest. To Calculate Years Purchase, You Need Rate of Interest (I)balucbe35No ratings yet
- Class 9th BookDocument328 pagesClass 9th BookRohit RanjanNo ratings yet
- Class 9th BookDocument328 pagesClass 9th BookRohit RanjanNo ratings yet
- Animation Without MacrosDocument2 pagesAnimation Without Macrosbalucbe35No ratings yet
- Grey Cast IronDocument1 pageGrey Cast Ironbalucbe35No ratings yet
- Seady Flow ProcessesDocument24 pagesSeady Flow Processesbalucbe35No ratings yet
- Ansys ManualDocument47 pagesAnsys ManualAshwinkumar MallikarjunaNo ratings yet
- Kinematics of MachineryDocument43 pagesKinematics of Machinerybalucbe35No ratings yet
- GPRS ActivationDocument6 pagesGPRS Activationbalucbe35No ratings yet
- 74b7institutions Affliated To Anna University of Technology Coimbatore - Result Performance (Bebtech)Document7 pages74b7institutions Affliated To Anna University of Technology Coimbatore - Result Performance (Bebtech)mugaao8No ratings yet
- ME PDD - FullDocument31 pagesME PDD - Fullbalucbe35No ratings yet
- Tinuvin 400-DW (N) : Technical Data SheetDocument3 pagesTinuvin 400-DW (N) : Technical Data SheetYavuz CelikNo ratings yet
- Polymers Chemeng Lec QuizzesDocument27 pagesPolymers Chemeng Lec QuizzesTonyTony ChopperNo ratings yet
- Impact Resistance Windscreens ReportDocument83 pagesImpact Resistance Windscreens ReportkimhonghengNo ratings yet
- Scotchbond Uni Veneer TGDocument6 pagesScotchbond Uni Veneer TGmaroun ghalebNo ratings yet
- Tegopren 5840 1020 en Oi AsDocument2 pagesTegopren 5840 1020 en Oi AsmajidNo ratings yet
- As 3895.1-1991 Methods For The Analysis of Copper Lead Zinc Gold and Silver Ores Determination of Gold (FireDocument6 pagesAs 3895.1-1991 Methods For The Analysis of Copper Lead Zinc Gold and Silver Ores Determination of Gold (FireSAI Global - APACNo ratings yet
- Notes Transfer of Thermal EnergyDocument12 pagesNotes Transfer of Thermal Energymahrosh mamoon100% (2)
- 08 Tabulated Current RatingsDocument13 pages08 Tabulated Current Ratingsmohammed fathyNo ratings yet
- Peeling Art-Label Case StudyDocument4 pagesPeeling Art-Label Case StudyAnuj Shroff0% (1)
- IS 883 Design of Structural Timber in Building-Code of Pract PDFDocument18 pagesIS 883 Design of Structural Timber in Building-Code of Pract PDFHusseinali Hussein100% (2)
- Oriss Quartz Kitchen Sink Price ListDocument4 pagesOriss Quartz Kitchen Sink Price ListamitNo ratings yet
- Monografia EYEC 11th FinalDocument77 pagesMonografia EYEC 11th FinalGaylordNo ratings yet
- Elements of Railway TracksDocument8 pagesElements of Railway TracksKhalid Yousaf100% (2)
- P6 Magnet ElectricityDocument9 pagesP6 Magnet ElectricityHarshaWakodkarNo ratings yet
- Chemistry in The LaundryDocument38 pagesChemistry in The LaundryAldayantiNo ratings yet
- 1 PDFDocument1 page1 PDFRavikanthNo ratings yet
- Utkarsh ChromatographyDocument17 pagesUtkarsh ChromatographyUtkarsh Pratap SinghNo ratings yet
- LPSR Based Paper - Optik JournalDocument12 pagesLPSR Based Paper - Optik JournalSK ChaulyaNo ratings yet
- Electronic Skin: Recent Progress and Future Prospects For Skin-Attachable Devices For Health Monitoring, Robotics, and ProstheticsDocument50 pagesElectronic Skin: Recent Progress and Future Prospects For Skin-Attachable Devices For Health Monitoring, Robotics, and ProstheticsCSE DNo ratings yet
- 234Document40 pages234hakimNo ratings yet
- Class 10 Chemistry Chapter 9 Revision NotesDocument2 pagesClass 10 Chemistry Chapter 9 Revision NotesJackson David JebakumarNo ratings yet
- PAI SolvayDocument4 pagesPAI Solvayeduardo_umNo ratings yet
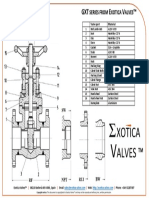
- Gate Valve Cast A216 WCB Body Hastelloy C276 TrimDocument1 pageGate Valve Cast A216 WCB Body Hastelloy C276 TrimGiovanni PetrizzoNo ratings yet
- ASTM D709 Standard Specification For Laminated Thermosetting Materials PDFDocument34 pagesASTM D709 Standard Specification For Laminated Thermosetting Materials PDFgalvaosilvaNo ratings yet
- Model Set Up For MSC Nastran Embedded Fatigue (NEF) : Physics On ScreenDocument4 pagesModel Set Up For MSC Nastran Embedded Fatigue (NEF) : Physics On ScreenTiep Tran QuangNo ratings yet
- GLC - Platine Color CardDocument24 pagesGLC - Platine Color CardConstruction materialNo ratings yet
- Lab 9 Fatigue TestingDocument2 pagesLab 9 Fatigue TestingTommy MilesNo ratings yet