You might also like
- Manual Blender 3D en EspañolDocument469 pagesManual Blender 3D en EspañolSebastián Esteban Cisternas Guzmán100% (2)
- El Arte de Las Preguntas PoderosasDocument28 pagesEl Arte de Las Preguntas PoderosasGerardGalindoNo ratings yet
- Curso Aire ReversoDocument81 pagesCurso Aire ReversoRoberto Peralta86% (7)
- Informe de Cumplimiento TributarioDocument19 pagesInforme de Cumplimiento TributarioMauroGuatoNo ratings yet
- Contrato de Alquiler de MotocicletaDocument3 pagesContrato de Alquiler de MotocicletaOmar Yesid MartinezNo ratings yet
- Transacciones SAP FIDocument10 pagesTransacciones SAP FIMonicaNo ratings yet
- Esquema Proceso Colectivo LaboralDocument6 pagesEsquema Proceso Colectivo LaboralDIEGO100% (1)
- Política MedioambientalDocument4 pagesPolítica MedioambientalBoris E. Álvarez OrtizNo ratings yet
- Manual FluidsimNDocument385 pagesManual FluidsimNDavid MondragonNo ratings yet
- Manual de GypsumDocument164 pagesManual de Gypsumwguerrero4746100% (3)
- 09 Fresas BM 2017 PDFDocument70 pages09 Fresas BM 2017 PDFpablobayoNo ratings yet
- Swmoldes 3Document24 pagesSwmoldes 3Jose Antonio CaravantesNo ratings yet
- Fresado: teoría y cálculo de parámetrosDocument36 pagesFresado: teoría y cálculo de parámetrospablobayoNo ratings yet
- Moldes Solid PDFDocument11 pagesMoldes Solid PDFKatty SaucedaNo ratings yet
- Swmoldes 4Document4 pagesSwmoldes 4sferrandNo ratings yet
- Swmoldes 2Document22 pagesSwmoldes 2pablobayoNo ratings yet
- Real Decreto FP Grado Medio Técnico en CarroceríaDocument26 pagesReal Decreto FP Grado Medio Técnico en CarroceríapablobayoNo ratings yet
- 02 - MicrometrosDocument25 pages02 - MicrometrospablobayoNo ratings yet
- Acabados Superficiales y RugosidadDocument14 pagesAcabados Superficiales y Rugosidadcavillalobosb8167No ratings yet
- RubikDocument8 pagesRubikpablobayoNo ratings yet
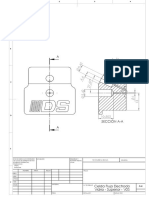
- Celda Flujo Electrodo Vidrio - Superior - V03Document1 pageCelda Flujo Electrodo Vidrio - Superior - V03pablobayoNo ratings yet
- Capítulo IV Modelación Sólida Y Análisis Por Elementos FinitosDocument27 pagesCapítulo IV Modelación Sólida Y Análisis Por Elementos Finitosmagnata01No ratings yet
- Certificados de ProfesionalidadDocument3 pagesCertificados de ProfesionalidadpablobayoNo ratings yet
- Agiecharmilles Form 200 300 400 EsDocument20 pagesAgiecharmilles Form 200 300 400 EspablobayoNo ratings yet
- Meca VirutaDocument27 pagesMeca VirutapablobayoNo ratings yet
- Portafolio Industrial TodoDocument44 pagesPortafolio Industrial TodopablobayoNo ratings yet
- Manual WinUnisoftDocument81 pagesManual WinUnisoftLiliana Ara GubanNo ratings yet
- 07 2001 01 51 66Document18 pages07 2001 01 51 66pablobayoNo ratings yet
- Analisis de Modo y Efecto de FallaDocument25 pagesAnalisis de Modo y Efecto de Fallaluisfranco2003No ratings yet
- 02 CNC Torno r4Document69 pages02 CNC Torno r4Mecanizado SenaNo ratings yet
- Manual Torno Mastercam X4Document6 pagesManual Torno Mastercam X4nikiconNo ratings yet
- Man 8070t CycDocument234 pagesMan 8070t CycJ'Huanay Heaskin ArletNo ratings yet
- Analisis de Modo y Efecto de FallaDocument25 pagesAnalisis de Modo y Efecto de Fallaluisfranco2003No ratings yet
- Codigos de g0 A g99Document13 pagesCodigos de g0 A g99aamd-100% (1)
- Manual Torno Mastercam X4Document6 pagesManual Torno Mastercam X4nikiconNo ratings yet
- Codigos de g0 A g99Document13 pagesCodigos de g0 A g99aamd-100% (1)
- 02 Hardware y Software CAD CAMDocument11 pages02 Hardware y Software CAD CAMAngel AlbertoNo ratings yet
- Unidad 03Document49 pagesUnidad 03hpayaresbNo ratings yet
- Desempeño Financiero de Empresas Que Emiten Bonos CorporativosDocument14 pagesDesempeño Financiero de Empresas Que Emiten Bonos CorporativosSonia OvalleNo ratings yet
- Exportaciones GuatemalaDocument13 pagesExportaciones GuatemalajcfasterNo ratings yet
- Oscar Lozan PEDocument94 pagesOscar Lozan PEclau1704No ratings yet
- Documentos Importación y ExportaciónDocument17 pagesDocumentos Importación y ExportaciónDante Miguel QuispeNo ratings yet
- Clase 03 Maestros de La Calidad + 7 Herramientas + 5s - 2018-IDocument89 pagesClase 03 Maestros de La Calidad + 7 Herramientas + 5s - 2018-IMirian Tullume GarayNo ratings yet
- Código de Minería ComentadoDocument108 pagesCódigo de Minería ComentadoMatilde LopezNo ratings yet
- Arras de Garantia Compra VentaDocument3 pagesArras de Garantia Compra VentaJavier Brayan Castellano CarboneNo ratings yet
- Analisis Estructural de La IndustriaDocument16 pagesAnalisis Estructural de La IndustriaDanielaNo ratings yet
- Examen Final IndustrialDocument4 pagesExamen Final IndustrialangeldcristoNo ratings yet
- Introducción A AuditoríaDocument40 pagesIntroducción A AuditoríaReyna CallesNo ratings yet
- Administracion de Operaciones Tarea 1Document5 pagesAdministracion de Operaciones Tarea 1Carmen Calvo LuisNo ratings yet
- Procedimientos Sustantivos en Una Auditoría de Información FinancieraDocument3 pagesProcedimientos Sustantivos en Una Auditoría de Información FinancieraSunnyAlondraNo ratings yet
- Costo de EquipoDocument9 pagesCosto de EquipoNilesonhj ChNo ratings yet
- Tema DoceDocument20 pagesTema DoceAna AlonsoNo ratings yet
- Periodismo digital peruanoDocument109 pagesPeriodismo digital peruanojoaquinsabina79No ratings yet
- Encumbra Gestion EstrategicaDocument26 pagesEncumbra Gestion EstrategicaAlvarez A. Carlos0% (1)
- Trabajo Practico Cooperativa Los ConstituyentesDocument10 pagesTrabajo Practico Cooperativa Los ConstituyentesGiselle MeijideNo ratings yet
- Evaluacion de Proyectos Con Van y TirDocument5 pagesEvaluacion de Proyectos Con Van y TirAlexander DiazNo ratings yet
- C FacturaElectronica Files 2021 06 18 80060132 FAV FE-93Document1 pageC FacturaElectronica Files 2021 06 18 80060132 FAV FE-93Lux OlmosNo ratings yet
- Los Archivos Administrativos Unidad .2Document10 pagesLos Archivos Administrativos Unidad .2gony_88No ratings yet
- Factores Del Contexto Del TrabajadorDocument32 pagesFactores Del Contexto Del Trabajadormarcos0% (1)