You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Ultrasonic Testing: Weld Inspection Using AWS D1.1Document65 pagesUltrasonic Testing: Weld Inspection Using AWS D1.1CLIFFORDPANo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Complying With ISO 17025 A Practical GuidebookDocument122 pagesComplying With ISO 17025 A Practical Guidebookyes17025100% (8)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Extractive Metallurgy of Niobium PDFDocument2 pagesExtractive Metallurgy of Niobium PDFMarquise0% (1)
- Alphabetical List of MineralsDocument9 pagesAlphabetical List of MineralsAnnie Vidanes Legaspi100% (1)
- Recovery of Niobium and Tantalum From Tin OresDocument14 pagesRecovery of Niobium and Tantalum From Tin OresMichael Ngoie100% (1)
- Vacuum Technology Book II Part 2Document140 pagesVacuum Technology Book II Part 2bracio100% (1)
- WPS PqrchecklistDocument1 pageWPS PqrchecklistrodofgodNo ratings yet
- A Review of Niobium-Tantalum Separation in Hydro MetallurgyDocument12 pagesA Review of Niobium-Tantalum Separation in Hydro Metallurgyduverney.gaviriaNo ratings yet
- Detect Leaks with Vacuum and Helium TechniquesDocument14 pagesDetect Leaks with Vacuum and Helium TechniquesSavij_ChouhanNo ratings yet
- Welding PreheatDocument2 pagesWelding PreheatsjmudaNo ratings yet
- Rutile Oct17Document2 pagesRutile Oct17api-308735650100% (3)
- H. C. Starck, Inc.: MIT Leaders For Manufacturing ProgramDocument21 pagesH. C. Starck, Inc.: MIT Leaders For Manufacturing ProgramChani LoiNo ratings yet
- Flux Cored Arc WeldingDocument5 pagesFlux Cored Arc WeldingPatrick DominguezNo ratings yet
- Niobium Tantalum Market SummaryDocument2 pagesNiobium Tantalum Market SummaryephremNo ratings yet
- Fabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)Document58 pagesFabricators' and Erectors' Guide To Welded Steel Construction - 1999 (Structural Welding)johnknight000No ratings yet
- LNG WeldingDocument12 pagesLNG Weldingrodofgod100% (1)
- Geología Aplicada A Depósitos MineralesDocument383 pagesGeología Aplicada A Depósitos MineralesRenato Tribal100% (1)
- ANDERSSON - Tantalum & Tantalum CompoundsDocument15 pagesANDERSSON - Tantalum & Tantalum CompoundsOscar Benimana100% (1)
- WABO Welder Qualification StandardDocument77 pagesWABO Welder Qualification StandardJuan Martinez100% (1)
- WABO Welder Qualification StandardDocument77 pagesWABO Welder Qualification StandardJuan Martinez100% (1)
- CSWIP-WI-6-92 12th Edition May 2012Document17 pagesCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenNo ratings yet
- ISO 6520 Defect Classification GuideDocument27 pagesISO 6520 Defect Classification Guidealinor_tn100% (4)
- Nimonic Alloy 90Document20 pagesNimonic Alloy 90akashrambharosNo ratings yet
- Dschx400 HG enDocument175 pagesDschx400 HG enrodofgodNo ratings yet
- Pro-Forma Invoice: VAT NO. GB 827 4395 05Document1 pagePro-Forma Invoice: VAT NO. GB 827 4395 05rodofgodNo ratings yet
- Installation Guidelines for Integrally Reinforced Branch FittingsDocument7 pagesInstallation Guidelines for Integrally Reinforced Branch FittingsrodofgodNo ratings yet
- ASTM E797 - Practice For ME - Pulse Echo PDFDocument7 pagesASTM E797 - Practice For ME - Pulse Echo PDFLuciano RezendeNo ratings yet
- Ally PorocityDocument8 pagesAlly PorocityrodofgodNo ratings yet
- Rights and Obligations of European Union Membership Print VersionDocument100 pagesRights and Obligations of European Union Membership Print VersionrodofgodNo ratings yet
- Sony Camcorder ManualDocument32 pagesSony Camcorder Manualnp484No ratings yet
- M227 Oper Manual Rev EDocument86 pagesM227 Oper Manual Rev ErodofgodNo ratings yet
- Elgacore DWA 50 Flux Cored Wire for Mild Steel WeldingDocument2 pagesElgacore DWA 50 Flux Cored Wire for Mild Steel WeldingrodofgodNo ratings yet
- Form P6Document1 pageForm P6rodofgodNo ratings yet
- Welding MetricsDocument63 pagesWelding MetricsgenergiaNo ratings yet
- F9J1102 8820ed00841 N600 UkDocument48 pagesF9J1102 8820ed00841 N600 UkrodofgodNo ratings yet
- Engineering DrawingsDocument70 pagesEngineering Drawingsjohn_kadier651No ratings yet
- House Down EtonDocument4 pagesHouse Down EtonrodofgodNo ratings yet
- Cheng WentaoDocument289 pagesCheng WentaorodofgodNo ratings yet
- EcoPhoenix BrochureDocument36 pagesEcoPhoenix BrochureSquad Gps100% (1)
- Ethiopia Resources Commodities 2019Document14 pagesEthiopia Resources Commodities 2019Mamush FikreNo ratings yet
- Determinación de GlicerolDocument3 pagesDeterminación de GlicerolFederico PerezNo ratings yet
- IMPC 2016 Proceedings - Tantalum Recycling from WEEEDocument10 pagesIMPC 2016 Proceedings - Tantalum Recycling from WEEEJuan TrianaNo ratings yet
- Oral PiercingDocument80 pagesOral Piercingsonal agarwalNo ratings yet
- Stainless SteelDocument110 pagesStainless SteelcidaaalvesNo ratings yet
- Tantalum: Eliana Alexandra Acevedo Pinilla Ingeniería Mecatrónica 2019Document7 pagesTantalum: Eliana Alexandra Acevedo Pinilla Ingeniería Mecatrónica 2019Eliana Alexandra Acevedo PinillaNo ratings yet
- 1: 2 Long-Range Ordering and Defect Mechanism of WO - Doped Perovskite Ba (MG Ta) ODocument9 pages1: 2 Long-Range Ordering and Defect Mechanism of WO - Doped Perovskite Ba (MG Ta) OYoung-Kuk KimNo ratings yet
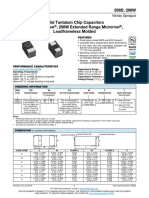
- Icrotan Icrotan: Vishay SpragueDocument19 pagesIcrotan Icrotan: Vishay Spraguedfjkdsaf ojsfNo ratings yet
- B364 96Document3 pagesB364 96Srinivasan KrishnamoorthyNo ratings yet
- Bhop HardRank ExportDocument4 pagesBhop HardRank ExportOH CHEN XI MoeNo ratings yet
- Mickel 2Document6 pagesMickel 2Morgana BagshotNo ratings yet
- MalleabilityDocument10 pagesMalleabilityChristine Jane RodriguezNo ratings yet
- 22nd Vis Moot Problem PDFDocument64 pages22nd Vis Moot Problem PDFTomLomNo ratings yet
- Apple Smelter and Refiner ListDocument9 pagesApple Smelter and Refiner ListPedro TaverasNo ratings yet
- Zircon 4Document7 pagesZircon 4Lorie BankaNo ratings yet
- Data Set of World Phosphate Mines, Deposits, and Occurrences - USGSDocument328 pagesData Set of World Phosphate Mines, Deposits, and Occurrences - USGSclovismanNo ratings yet
- Smelter and Refiner ListDocument10 pagesSmelter and Refiner Listloma gNo ratings yet
- Unexpected Kondo and ferromagnetism in Ta-doped TiO2Document8 pagesUnexpected Kondo and ferromagnetism in Ta-doped TiO2PRIYA MANDALNo ratings yet
- Minerals and materials used in smartphonesDocument1 pageMinerals and materials used in smartphonesMauricio MmlNo ratings yet
- Thermowell Material Selection Guide: Heat TreatingDocument11 pagesThermowell Material Selection Guide: Heat TreatingTelugu MoviesNo ratings yet